Автоматы для намотки ниток на гильзы с постоянной линейной скоростью наматывания на каждом шпинделе нескольких гильз известны. В них отсутствует полная автоматизация всех циклов намотки и съема при постоянной линейной скорости наматывания; они не обеспечивают необходимого качества и ровноты наматываемых ниток. В предлагаемом автомате для намотки ниток на гильзы, с целью обеспечения постоянной линейной скорости намотки.и раскладки ниток по гильзам, применены две пары коноидов с ременными передачами управляемыми от поворотной каретки, взаимодействующей с намоткой гильзы.
Для закрепления ниток после окончания намотки применен управляемый от эксцентрика крючок, перемещаемый параллельно оси щпинделя и обрезающему приспособлению. Для закрепления концов отрезанных нитей применена система крючков по числу гильз на шпинделе. Эти крючки прошивают намотку и затягивают внутрь нее концы ниток.
Предлагаемый автомат для намотки ниток на гильзы состоит из следующих основных групп деталей: привод, шпиндельно-кареТочная группа деталей и съемно-заправочпая грзппа деталей.
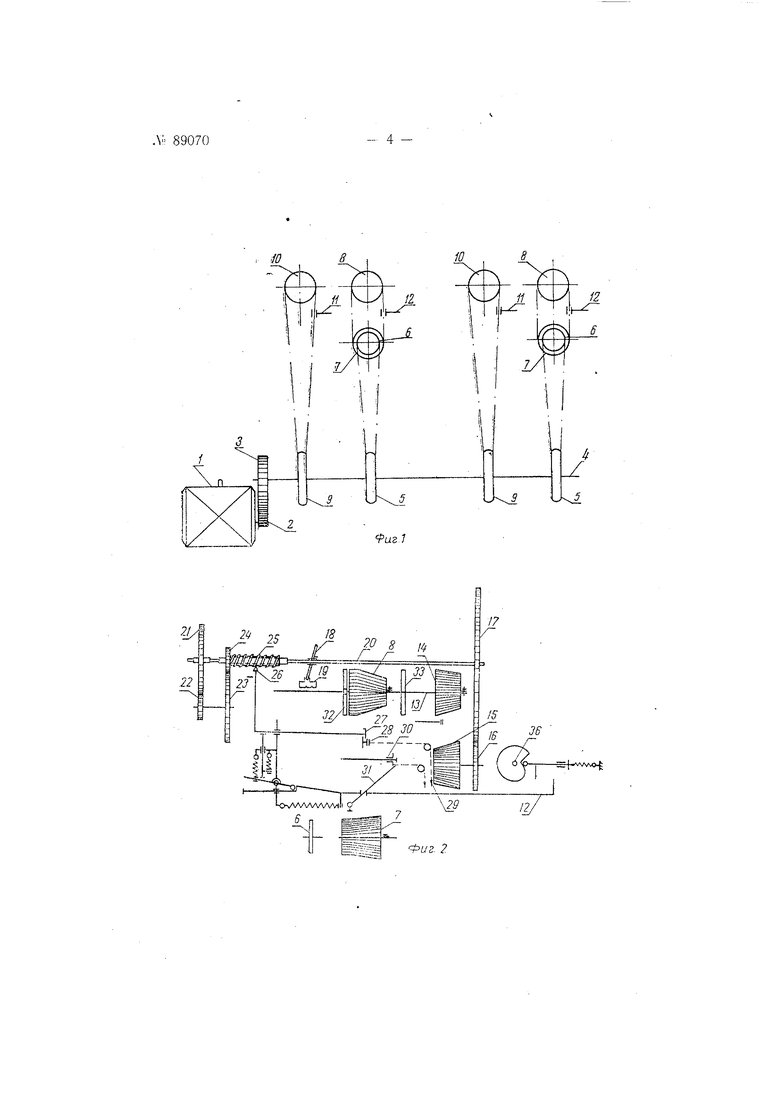
На фиг, I схематически изображен привод автомата; на фиг. 2 - шпиндельно-кареточная группа Деталей; на „фиг. 3 - съемно-заправочная группа деталей; на фиг. 4 - цшинд,(;;,ль; на фиг. 5 - система крючков.. ,.
Привод автомата (фиг. Г) состоит из электродвигателя /, приводящего посредством 2 и 3 в движение трансмиссионный вал 4, над кото)5ым расположены все намоточные устройства. От трансмиссионного вала 4 посредством ременных передач 5 и , управляемых от поворотной каретки, взаимодействующей с намоткой гильзы, и двух пар каноидов 7 и 8 осуществляется движение шпиндельно-кареточной группы каждой головки, а посредством шкивов 9 к W - съемно-заправочной группы каждой головки. Перевод с помощью рычагов У/ и 12 позволяет
Л« 89070
иметь в работе только одну съемно-заправочную или шпиндельнокареточную группу и, кроме того, обе эти группы могут быть одновременно выключены при обрыве нити или вынужденном останове,
Шпиндельно-кареточная груида, (|.фиг. 2) работает только во время намотки ниток на гильзы. ф;|:р;ш й.е одной из нитей шпиндельнокареточная группа останавлив-1ё т я игпосле ликвидации обрыва снова включается.,
После наработки бобин шпин-дйльно-кареточная группа выключается, и. вкл10ча,ется съемнр-заправочная группа.
От передачи 5; через каноиды л и 8 приведишся В движение пустотелый шпиндельньгй вал 13, на который надеваются гильзы. На шпиндельном в ал узакреплен конический шкив 14,. от которого с помощью шкива 15 и передач 16 и 17 приводится в движение, эксцентриковый вал 18 с сидящим на нем эксцентриком 19 каретки, осуществляющей перемещение нитеводителей 20, распределяющих нити по гильзам.
По мере намотки гильз каретка поворачивается вокруг эксцентрикового вала 18 и с помощью передач 21, 22, 23 и 24 вращает винтовой валик 25, перемещающий посредством пальца 26 упор 27. По мере намотки бобин ;-упор 27, воздействуя на переводку 28 ремня с противовесом 29, заставляет последнюю передвигать ремень на каноидах 7 н 8, вследствие чего создается постоянная линейная скорость намотки и раскладки ниток по гильзам. Переводка 2S ремня выполнена таким образом, что при обрыве нити или при окончании намотки при помощи упора 30 рычага 31 ремень перемещается с каноида 8 на холостой шкив 32, а перемещением рычага 12 затормаживается шкив 33, закрепленный на щпиндельном валу. При обратном включении рычага 12 упор 27 устанавливает ремень в заданное положение.
Съемно-заправочная группа работает только во время съема намотанных бобин и при заправке пустых гильз после съема, после чего она выключается и включается шпиндельно-кареточная группа. От щкива, 10 с помощью передач 34 и 35 (фиг. 3) приводится в движение съемный вал 36, от которого через коническую передачу 37 и 38 при помощи шестерни 39 производится съем бобин и пустых гильз. С помощью конической передачи 40 и 41 и эксцентрика 42 осуществляется включение и выключение каретки. Эксцентрик 43 производит заправку и обрезание нитей, а эксцентрик 44 - зажатие и освобождение гильз на шпиндеще. Собачка 45 освобождает по окончании съема передачу для перевода ремня с рабочего шкива 10 на холостой шкив съемно-заправочной группы и одновременной переводки ремня с холостого шкива 32 на каноид 8 шпиндельно-заправочной группы.
Полый Щпиндель 13 для гильз снабжен коническим фиксатором 46 (фиг. 4), который взаимодействует с эксцентриком 44 и выжимает через окна 47 в стенке полого шпинделя /J подпружиненные секторы 48, закрепляющие гильзы на шпинделе. Пружина 49 постоянно выжимает фиксатор 46 и способствует снятию наработанных бобин.
После окончания намотки закрепление ниток осуществляется с помощью крючков 50, управляемых от эксцентрика 43 и перемещаемых параллельно оси шпинделя и обрезающему приспособлению, обеспечивающему с помощью ножа обрезание остающихся на бобинах концов.
Система крючков 50 по числу гильз на шпинделе прошивает намотку и затягивает внутрь нее кони.ы ниток для закрепления.
Предмет изобретения
1. Автом:ат для намотки ниток на гильзы с постоянной линейной скоростью наматыв-ания на каждом шпинделе нескольких гильз, отличающийся тем, что для обеспечения постоянной линейпой скорости камотки и раскладки ниток по гильзам применены две пары коноидов с ременнымипередачами, управляемыми от поворотной каретки, взаимодействующей с намоткой гильзы.
2.Автомат по п. 1, отличающийся тем, что О1пиндель для гильз выполнен полым и снабженным в полости коническими фиксаторами, взаимодействующими с эксцентриком, и выжимающими через окна в стенке щпинделя подпружиненные секторы, закрепляющие гильзы на щпинделе.
3.Автомат по п. 1, отличающийся тем, что для закрепления ниток после окончания намотки применен управляемый от эксцентрика «рючок, перемещаемьш параллельно оси щпинделя к обрезающему приспособлению, а для закрепления концов обрезанных нитей применена система по числу гильз на щпинделе крючков, прощивающих намотку и .затягивающих внутрь нее концы ниток.
,° 89070

18
2
25
.IL.
26 IJ.9
2
23
k vW AAVvVI
20 8 /«
33
//
30
36
ff
.h
-S|-л o
/2/ ОУ I / 1
4-5 /
Ж5ХС17
Фиг:-4 Фиг.5