(54) СТАНОК ДЛЯ ПРОБИВКИ ОТВЕРСТИЯ И МОНТАЖА ВЕНТИЛЯ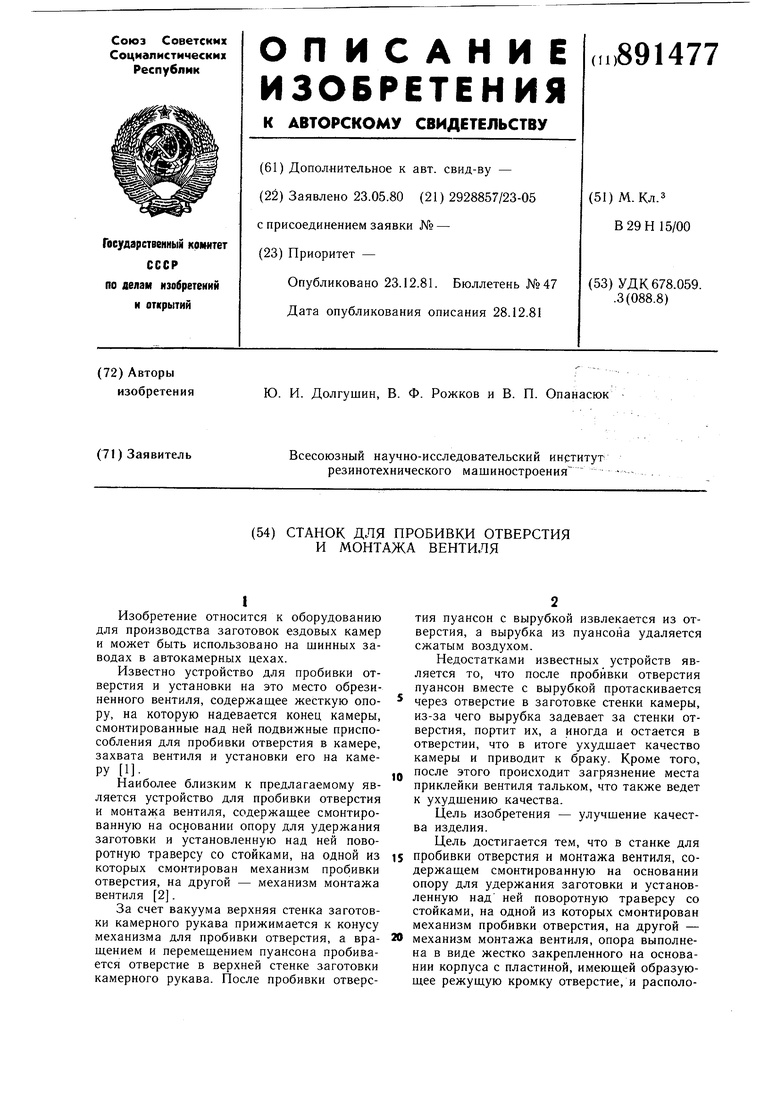
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пробивки отверстия под вентиль в пневматической камере и монтажа вентиля | 1981 |
|
SU975444A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп совмещенного действия для формовки, пробивки, отбортовки и обрезки листовой заготовки | 1980 |
|
SU897339A1 |
| ПРЕСС ДЛЯ ВЫРУБКИ ЗАГОТОВОК | 1973 |
|
SU361098A1 |
| Штамп для реверсивной пробивки-вырубки деталей | 1985 |
|
SU1286321A1 |
| Штамп для вырезки деталей из пластичных материалов | 1975 |
|
SU537832A1 |
| Установка для монтажа вентиля на автокамере | 1982 |
|
SU1100125A1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРЕИМУЩЕСТВЕННО ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ КРУГЛЫХ ДЕТАЛЕЙ | 2006 |
|
RU2316415C1 |
| АВТОМАТ СОВМЕЩЕННОЙ ВЫРУБКИ | 1992 |
|
RU2025174C1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
1
Изобретение относится к оборудованию для производства заготовок ездовых камер и может быть использовано на шинных заводах в автокамерных цехах.
Известно устройство для пробивки отверстия и установки на это место обрезиненного вентиля, содержащее жесткую опору, на которую надевается конец камеры, смонтированные над ней подвижные приспособления для пробивки отверстия в камере, захвата вентиля и установки его на камеРУ 1.
Наиболее близким к предлагаемому является устройство для пробивки отверстия и монтажа вентиля, содержашее смонтированную на основании опору для удержания заготовки и установленную над ней поворотную траверсу со стойками, на одной из которых смонтирован механизм пробивки отверстия, на другой - механизм монтажа вентиля 2.
За счет вакуума верхняя стенка заготовки камерного рукава прижимается к конусу механизма для пробивки отверстия, а враш,ением и перемеш,ением пуансона пробивается отверстие в верхней стенке заготовки камерного рукава. После пробивки отверстия пуансон с вырубкой извлекается из отверстия, а вырубка из пуансона удаляется сжатым воздухом.
Недостатками известных устройств является то, что после пробивки отверстия пуансон вместе с вырубкой протаскивается
через отверстие в заготовке стенки камеры, из-за чего вырубка задевает за стенки отверстия, портит их, а иногда и остается в отверстии, что в итоге ухудшает качество камеры и приводит к браку. Кроме того,
,Q после этого происходит загрязнение места приклейки вентиля тальком, что также ведет к ухудшению качества.
Цель изобретения - улучшение качества изделия.
Цель достигается тем, что в станке для
15 пробивки отверстия и монтажа вентиля, содержашем смонтированную на основании опору для удержания заготовки и установленную над ней поворотную траверсу со стойками, на одной из которых смонтирован механизм пробивки отверстия, на другой -
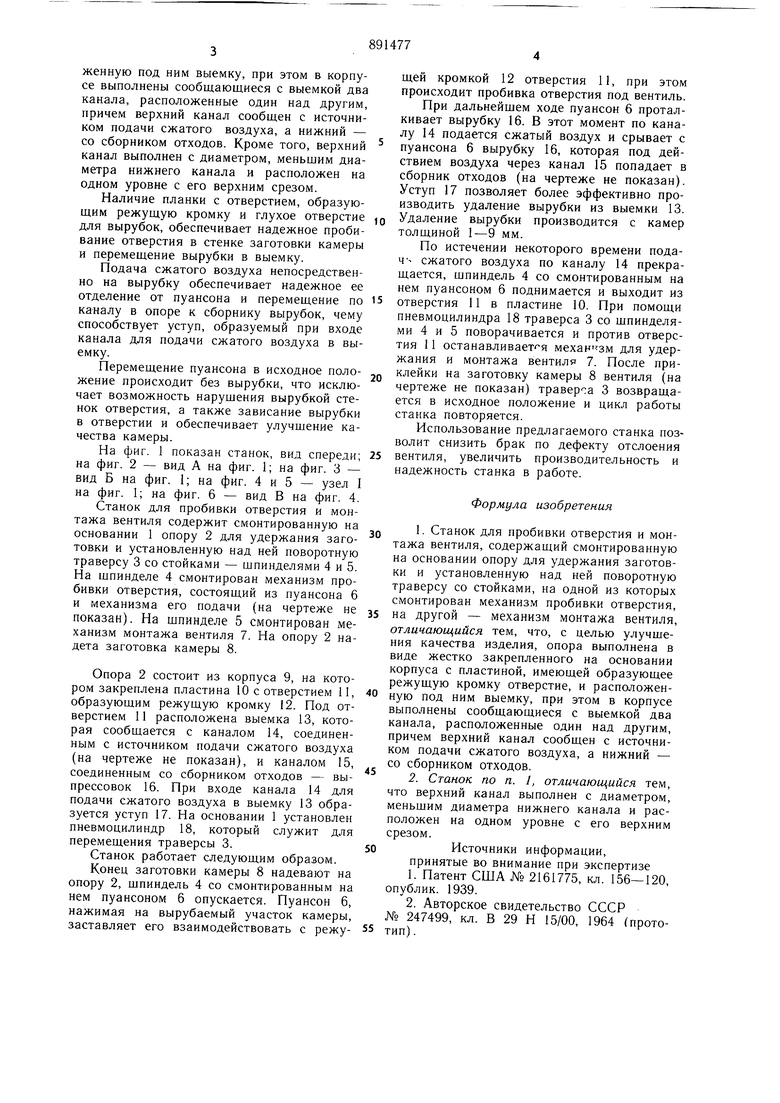
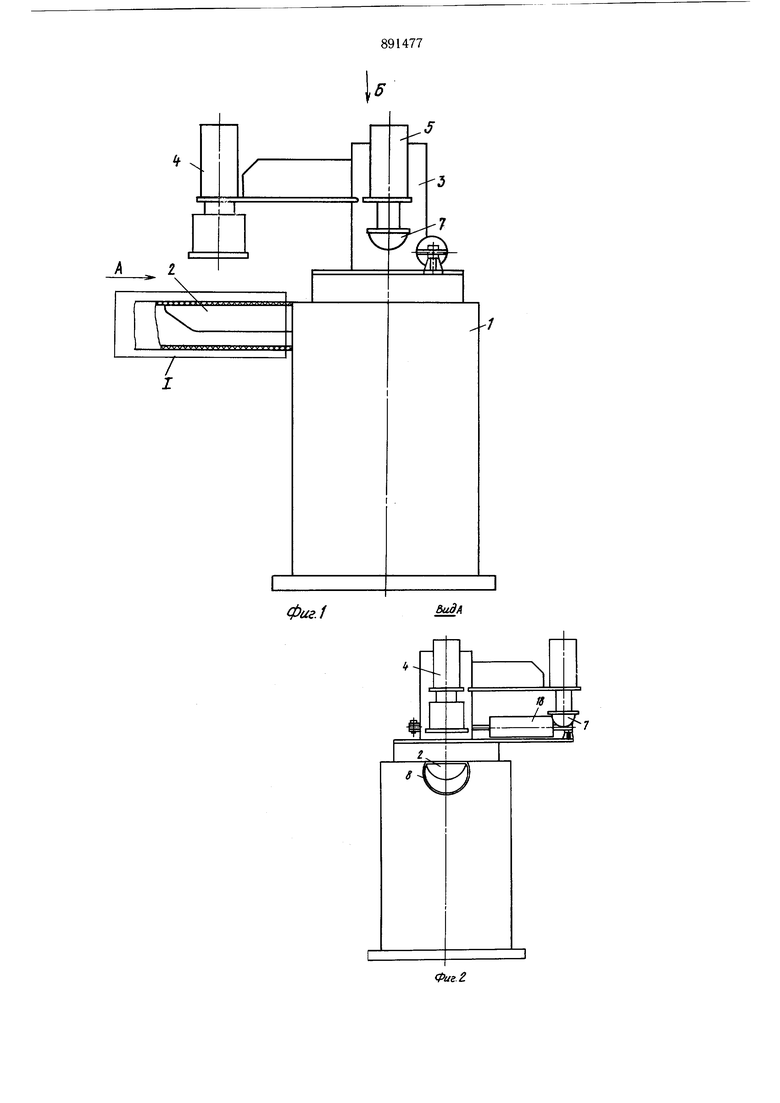
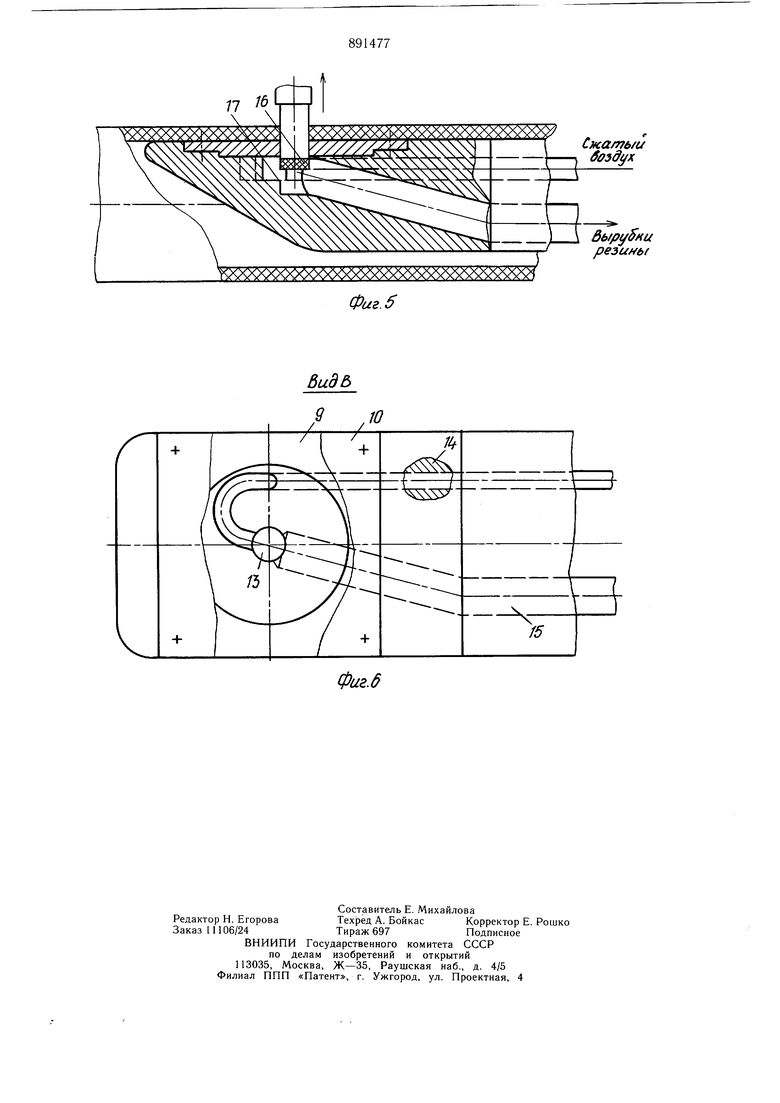
20 механизм монтажа вентиля, опора выполнена в виде жестко закрепленного на основании корпуса с пластиной, имеющей образуюшее режущую кромку отверстие, и расположенную под ним выемку, при этом в корпусе выполнены сообщающиеся с выемкой два канала, расположенные один над другим, причем верхний канал сообщен с источником подачи сжатого воздуха, а нижний - со сборником отходов. Кроме того, верхний канал выполнен с диаметром, меньщим диаметра нижнего канала и расположен на одном уровне с его верхним срезом. Наличие планки с отверстием, образующим режущую кромку и глухое отверстие для вырубок, обеспечивает надежное пробивание отверстия в стенке заготовки камеры и перемещение вырубки в выемку. Подача сжатого воздуха непосредственно на вырубку обеспечивает надежное ее отделение от пуансона и перемещение по каналу в опоре к сборнику вырубок, чему способствует уступ, образуемый при входе канала для подачи сжатого воздуха в выемку. Перемещение пуансона в исходное положение происходит без вырубки, что исключает возможность нарушения вырубкой стенок отверстия, а также зависание вырубки в отверстии и обеспечивает улучшение качества камеры. На фиг. 1 показан станок, вид спереди; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 и 5 - узел I на фиг. 1; на фиг. 6 - вид В на фиг. 4. Станок для пробивки отверстия и монтажа вентиля содержит смонтированную на основании 1 опору 2 для удержания заготовки и установленную над ней поворотную траверсу 3 со стойками - шпинделями 4 и 5. На шпинделе 4 смонтирован механизм пробивки отверстия, состоящий из пуансона 6 и механизма его подачи (на чертеже не показан). На шпинделе 5 смонтирован механизм монтажа вентиля 7. На опору 2 надета заготовка камеры 8. Опора 2 состоит из корпуса 9, на котором закреплена пластина 10 с отверстием 11, образующим режущую кромку 12. Под отверстием 11 расположена выемка 13, которая сообщается с каналом 14, соединенным с источником подачи сжатого воздуха (на чертеже не показан), и каналом 15, соединенным со сборником отходов - выпрессовок 16. При входе канала 14 для подачи сжатого воздуха в выемку 13 образуется уступ 17. На основании 1 установлен пневмоцилиндр 18, который служит для перемещения траверсы 3. Станок работает следующим образом. Конец заготовки камеры 8 надевают на опору 2, шпиндель 4 со смонтированным на нем пуансоном 6 опускается. Пуансон 6, нажимая на вырубаемый участок камеры, заставляет его взаимодействовать с режущей кромкой 12 отверстия 11, при этом происходит пробивка отверстия под вентиль. При дальнейшем ходе пуансон 6 проталкивает вырубку 16. В этот момент по каналу 14 подается сжатый воздух и срывает с пуансона б вырубку 16, которая под действием воздуха через канал 15 попадает в сборник отходов (на чертеже не показан). Уступ 17 позволяет более эффективно производить удаление вырубки из выемки 13. Удаление вырубки производится с камер толщиной 1-9 мм. По истечении некоторого времени подач сжатого воздуха по каналу 14 прекращается, шпиндель 4 со смонтированным на нем пуансоном 6 поднимается и выходит из отверстия 11 в пластине 10. При помощи пневмоцилиндра 18 траверса 3 со шпинделями 4 и 5 поворачивается и против отверстия 11 останавливает я механ зм для удержания и монтажа вентиля 7. После приклейки на заготовку камеры 8 вентиля (на чертеже не показан) травер а 3 возвращается в исходное положение и цикл работы станка повторяется. Использование предлагаемого станка позволит снизить брак по дефекту отслоения вентиля, увеличить производительность и надежность станка в работе. Формула изобретения 1.Станок для пробивки отверстия и монтажа вентиля, содержащий смонтированную на основании опору для удержания заготовки и установленную над ней поворотную траверсу со стойками, на одной из которых смонтирован механизм пробивки отверстия, на другой - механизм монтажа вентиля, отличающийся тем, что, с целью улучшения качества изделия, опора выполнена в виде жестко закрепленного на основании корпуса с пластиной, имеющей образующее режущую кромку отверстие, и расположенную под ним выемку, при этом в корпусе выполнены сообщающиеся с выемкой два канала, расположенные один над другим, причем верхний канал сообщен с источником подачи сжатого воздуха, а нижний - со сборником отходов. 2.Станок по п. 1, отличающийся тем, что верхний канал выполнен с диаметром, меньшим диаметра нижнего канала и расположен на одном уровне с его верхним срезом. Источники информации, принятые во внимание при экспертизе 1.Патент США № 2161775, кл. 156-120, опублик. 1939. 2.Авторское свидетельство СССР № 247499, кл. В 29 Н 15/00, 1964 (прототип).
фиг.1
&идА
tt 99999000000000б5б666б5бг$г5бг$г99999 Фиг. б Сжать/и боздух &ь/ру5яи резины
Фиг.6
