(54) СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКОВ ИНДУКЦИОННЫХ АППАРАТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехфазный пространственный магнито-пРОВОд | 1979 |
|
SU853679A1 |
| БРОНЕВОЙ МАГНИТОПРОВОД | 1992 |
|
RU2106711C1 |
| Линия для продольного раскроя движущегося проката | 1975 |
|
SU624736A1 |
| Трехфазный пространственный магнитопровод | 1974 |
|
SU557679A1 |
| ТРЕХФАЗНЫЙ МАГНИТНЫЙ СЕРДЕЧНИК ДЛЯ МАГНИТОИНДУКЦИОННОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2635098C1 |
| Оправка для навивки сердечников трансформаторов | 1985 |
|
SU1295461A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |
| БРОНЕВОЙ МНОГОСТЕРЖНЕВОЙ МАГНИТОПРОВОД | 1993 |
|
RU2077082C1 |
| Безгильзовый рулон туалетной бумаги и способ его изготовления | 1983 |
|
SU1369670A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЕЗНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2345433C1 |

I
Изобретение относится к электротехнике, в частности к технологии изготовления наматываемых из полос электротехнической стали сердечников трансформаторов.
Известен способ изготовления сердечников трансформаторов, при котором ленту электротехнической стали разрезают на полосы с параллельными продольнь ми кромками,и из полос различной ширины наматывают сердечт : ник. Каждая полоса после намот образует группу витков одинаковой ширины, а полное сечение стержня серчедника имеет ступенчатую форму р,
Недостатками способа являются низкая производительность, так как намотку производят из нескольких, не/ менее трех, полос и низкий коэффициент заполнения описанной окружности сечения стержня сердечника сталыо.
Известен также способ изготовления сердечников трансформаторов, при
котором ленту электротехнической стали разрезают по длине и под углом к кромке ленты на полосы из двух полос,, образуют заготовку и наматывают сердечник 2.
Однако способ имеет низкую производительность, так как Для исключения набегания друг на друга кромок смежных полос, их наматывают отдельно в рамные элементы, а затем два
10 рамных элемента соединяют в сердечник, т.е. дважды производят намотку полной длины заготовки, и недостаточно высокий коэффициент заполнения описанной окружности сечения
15 стержня сердечника сталью, так как при выполнении непар|аллельной кромки полосы по ломанной линии, расстояние от узких торцов полосы до широкой ее части одинаковое, а периметр
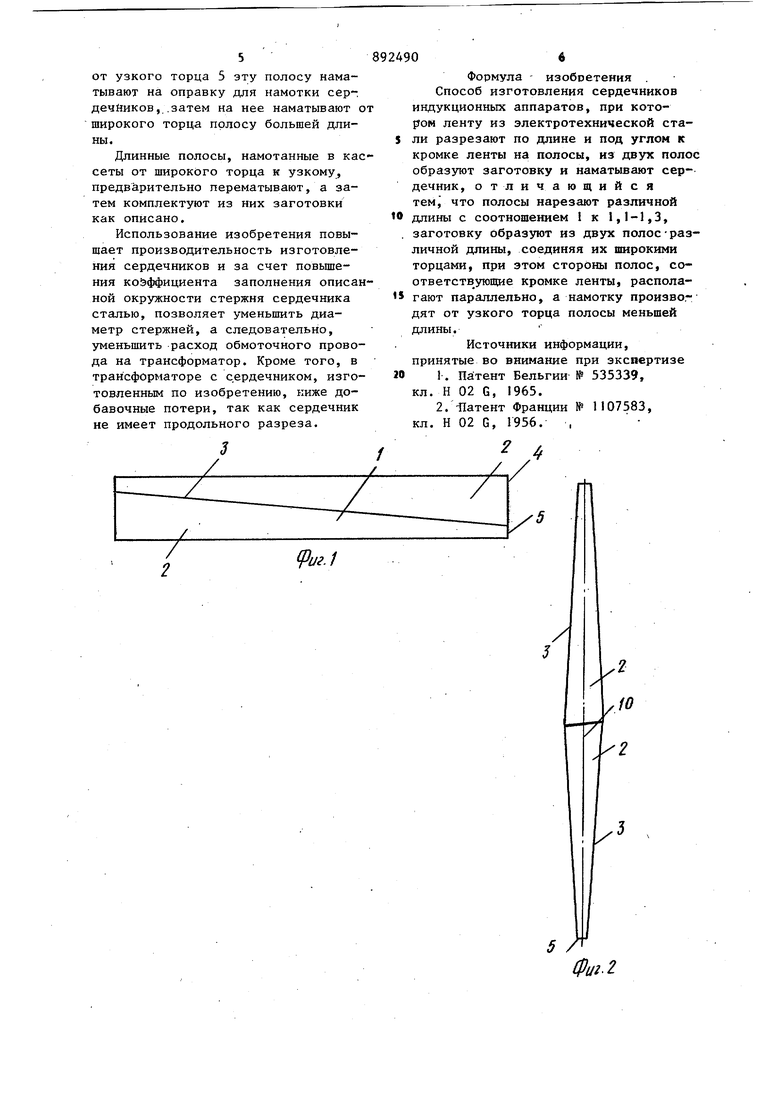
20 витков в сердечнике от внутреннег-о витка к наружному увеличивается и сечение стержня имеет грушевидную форму. Низкий коэффициент заполнения описанной окружнбсти сечения стержня сталью требует увеличения его диаметра, а следовательно, и увеличения расхода провода на обмотку, наматываемую на сердечник. Цель изобретения - повышение про изводительности изготовления сердечников и коэффициента заполнения описанной окружности сечения стержня сердечника сталью. Поставленная цель достигается тем что полосы нарезают различной длины с соотношением 1 к 1,1-1,3, а заготовку образуют из двух.полос разли ной длины, соединяя их широкими торщами, при этом стороны полос, соотве ствуюш ге кромке ленты, располагают , параллельно, а намотку производят от узкого торца полосы меньшей длины. На фиг. 1 показан раскрой ленты на полосы; на фиг. 2 - заготовка из двух полос; на фиг. 3 - сердечник; на фиг. 4 - сечение сердечника. Ленту 1 из электротехнической стали с параллельными продольными кромками разрезают по прямой линии под углом к оси на две полосы 2j V которых одна кромка 3 расположена под углом, а вторая - является кромкой ленты. Затем вторую ленту 1, имеющую большую или меньшую длину чем первая, разрезают на две поло сы 2 с такими же размерами- торцовых кромок как и у полос, полученных из. первой ленты, но отличающиеся от пер вых полос по длине и, cooTBeTCTBeH .но, по углу непараллельности продоль ных кромок. Для обеспечения этого условия лен ты для получения полос при различной длине берут одинаковой ширины, которая равна сумме- широкого 4 и ys .кого 5 торцов полосы 2. Отношение размеров ysicoro торца к широкому принимают в пределах 1 к 5-8, а размер широкого торца - равным диаметру стержня, наматьюаемого из полос сердечника 6. Длину каждой ленты определяют как произведение перимешра. среднего витка полуокружности сечения стержня, которая формируется изпблосы 2, полученной из данной ленты, на половину витков сердечника Так, длина ленты 1, соответственно и полосы 2, для намотки сердечника 6 в пределах сечения 7 внутренней полуокружности равна произведению среднего витка этого сечения на по04ловину витков 8 сердечника и эта полоса короче полосы, рассчитанной для намотки части 9 сечения внешней по луокружности. Отношение длины меньшей полосы к большей находится в пределах 1 к 1,1-1,3. Полученные таким образом полосы 2 комплектуют одну большей и одну меньшей длины, стыкуют их широкими торцами 4, получая заготовку 10, при этом стороны полос, соответствующие кромке ленты, располагают параллельно.Из заготовки 10 наматывают сердечник, от узкого торца 5, полосы меньшей длины. Практически процесс комплектова ния заготовок осуществляется следующим образом. При раскрое рулонного материала сначала на прямоугольные ленты 1,затем последовательно на косоугольные полосы 2,одна часть полос наматывается на кассеты от узкого торца к широкому,а другая часть-от широкого к узкому. Получив за один цикл партию полос одной длины, Кассеты с ними- снимают с линии и, установив на линию новые пустые кассеты, раскраива- ют рулонный материал для получения полос другой длины, но с такими же торцовыми размерами. Ка,ссеты с полосами одной длины, намотанными от узкого торца к широкому, устанавливают на один шпиндель перемоточной установки, а кассеты с аналогично намотанными полосами другой длины устанавливают на другой шпиндель, но разворачивают кассеты на 180 С так, чтобы широкие цорцы полос- на противолежащих кассетах были направлены встречно, что эквивалентно развороту полосы вокруг своей оси на 180.Торецполосы одной кассеты стыкуют, с торцом полосы противолежащей кассеты и производят перемотку меньшей полосы с одной кассеты на большую полосу в противолежащей кассете, получая намотанную заготовку с узким торцом менишей полосы на внешнем диаметре. Затем из этой заготовки наматывают сердечник, располагая продольную оиь заготовки перпендикулярно боковой плоскости намоточной оправки. Можно соединение полос в заготовку производить в процессе намотки сердечника 6. В этом случае берут кассету с полосой 2 меньшей длины, намотан- , ной от широкого торца к узкому, и
от узкого торца 5 эту полосу наматывают на оправку для намотки сер-, дечйиков,. .затем на нее наматывают о широкого торца полосу большей длины.
Длинные полосы, намотанные в кассеты от широкого торца н узкому, предварительно перематывают, а затем комплектуют из них заготовки как описано.
Использование изобретения повышает производительность изготовления сердечников и за счет повьш1ения ко&ффициента заполнения описанной окружности стержня сердечника сталью, позволяет уменьшить диаметр стержней, а следовательно, уменьшить расход обмоточного провода на трансформатор. Кроме того, в трансформаторе с сердечником, изготовленным по изобретению, ниже добавочные потери, так как сердечник не имеет продольного разреза.
/
г/
Формула изобретения . Способ изготовления сердечников индукционных аппаратов, при котором ленту из электротехнической стали разрезают по длине и под углом к кромке ленты на полосы, из двух полос образуют заготовку и наматывают сер дечник, отличающийся TSMJ что полосы нарезают различной длины с соотношением 1 к 1,1-1,3, . заготовку образуют из двух полос-различной длины, соединяя их широкими торцами, при этом стороны полос, соответствующие кромке ленты, располагают параллельно, а намотку произвог дят от узкого торца полосы меньшей длины.
Источники информации, принятые во внимание при экспертизе
fui.
Уш.
