11295Д6
Изобретение относится к технологической оснастке для производства витых магнитопроводов трансформаторов, в частности к конструкции оправок для навивки магнитопроводов из косых лент, ориентируемых при навивке по средней линии полосы, и может быть использовано в области электромашиностроения.
Целью изобретения является повышение качества изготавливаемых сердечников путем исключения смещения витков при навивке.
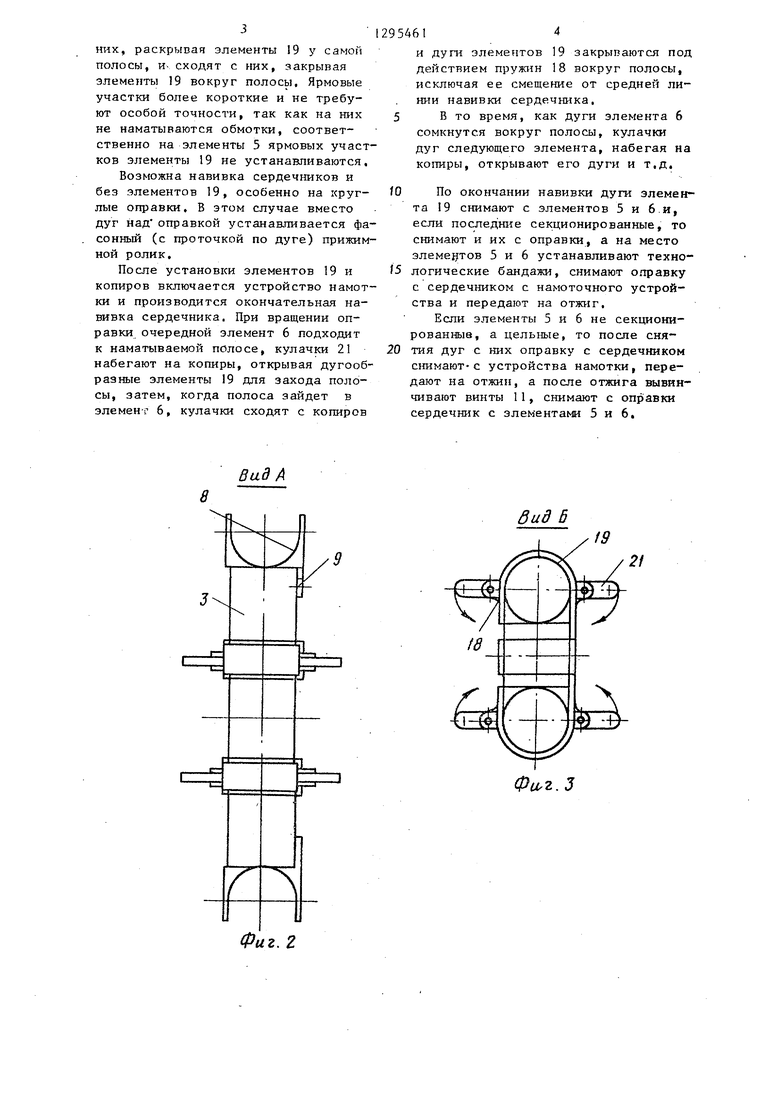
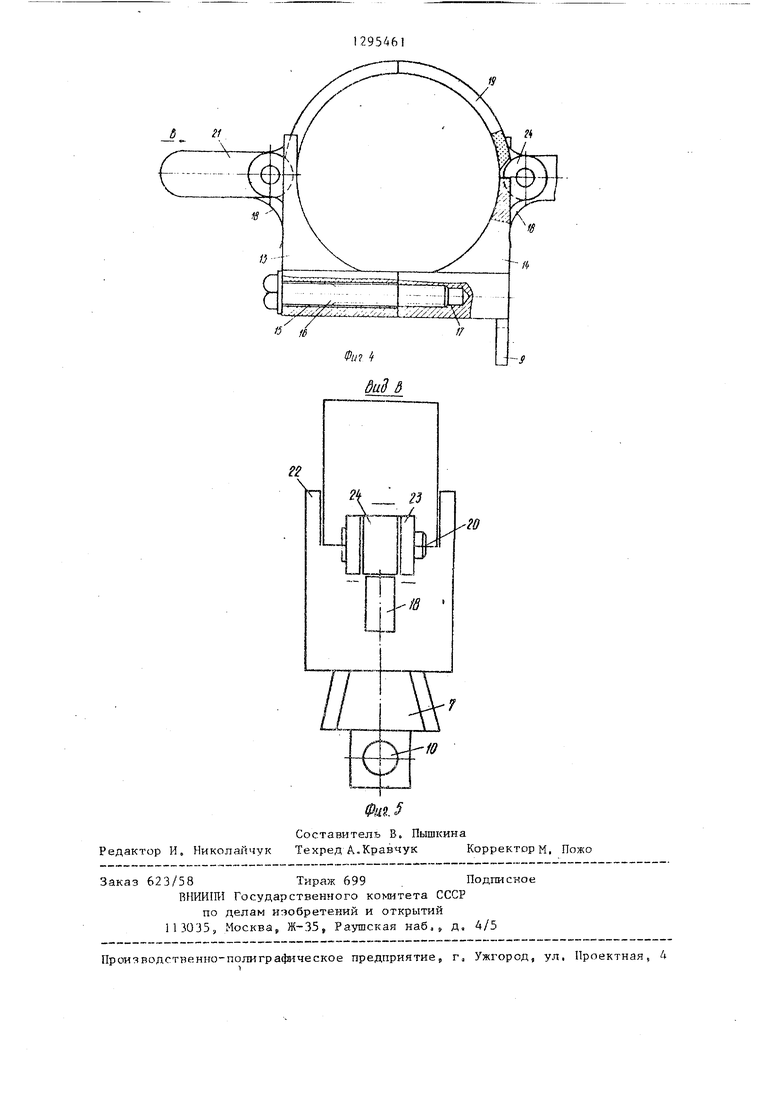
На фиг, 1 показана предлагаемая опр-авка, обшлй вид в плане; на фиг. 2- вид А на фиг. 1 ; на фиг. 3 - вид Б на фиг, 1; на фиг, 4 - элемент дпя образования рабочей поверхности; на фиг, 5 - вид В на фиг, 4,
Оправка содержит корпус I с элементом 2 дпя соединения с намоточным устройством. Рабочая поверхность 3, вьтолненная по периметру корпуса, имеет поперечные пазы 4, в которых установлены элементы 5 и 6, имеющие сечение, соответствующее сечению полуокружности навиваемого на оправку сердечника. Основания 7 элементов 5 и 6 располагаются в пазах 4, а рабочая поверхность 8 выступает над рабочей поверхностью 3 оправки. На основаниях 7 имеются выступы 9 с отверстиями 10 под крепежный, винт 1, а на корпусе оправки - резьбовые отверстия 12 под эти винты. Оправка по рабочему периметру может быть, в зависимости от формы навиваемого сердечника, круглой, овальной или прямоугольно. Элементы 5 и 6 могут быть выполнены цельными из жаропрочного материала, или из двух дуговидных секций 3 и 14 из более мягкого материала например пластмассы, В последнем случае в основании секции 13
10
5
20
25
30
40
дачника установлены встречно подпружиненные пружинами 18 дугообразные элементы 19, соответствующие каждый четверти описанной окружности сечения надвиваемого стержня. Элементы 19 соединены с элементов 6 шар- нирно осями 20 и имеют в зоне шарнирного соединения выступаюидае за элементы 6 кулачки 21, взаимодействующие с копиром, установленным на станке при вращении оправки. Элементы 19 выполнены из более мягкого, чем сталь, материала, например из пластмассы, чтобы не деформировать кромок витков навиваемого сердечника. Для того, чтобы начальные от оси витки внешней полуокружности не попали в раствор элементов 19 с концами элементов 6, имеющих параллельные высту- гш 22, продлевают элементы 6 за пределы полуокружности. Аналогично продлены и ярмовые элементы 5, не несущие элементы 19, Для того, чтобы витки намотанной части сердечника не препятствовали открытию элементов 19, щарнирное соединение вынесено за стенку, элемента 6 на его ушко 23 и ушко 24 элемента 19.
При навивке сердечников однофазных трансформаторов оправку устанавливают на намоточное устройство, соединяя осевой элемент 2 оправки со шпинделем намоточного устройства, 35 Устанавливают элементы 5 на ярмо- вые и элементы 6 на стержневые участ- foi оправки и закрепляют их на оправке. От бобины с косой полосой электротехнической стали, установленной на размывателе, через устройство натяжения и нащ)авляющее устройство (не показаны) узкий конец полосы подтягивают к оправке и закрепляют его в элементе 5 так, что ось половыполнено проходное отверст;.::е 15 под 5 сы совпадает со средней линией пери- стяжной винт 16, а в основании сек- метра оправки,, Затем включают намо- ции 4 - резьбовое отверстие 7. Ду- точное устройство и производят навивга секции соответствует четверти описанной окружности сечения стержня навиваемого сердечника. При выполне- НИИ элементов 5 и 6 цельными их основания 7 и пазы 4 на рабочей плоскости имеют клиновидную форму для лучшего отделения после отжига оправки от сердечника и ложеменТов, I
Для формирования внешней полуокружности навиваемого сердечника на концах элементов 6 под стержни сер
0
5
0
5
дачника установлены встречно подпружиненные пружинами 18 дугообразные элементы 19, соответствующие каждый четверти описанной окружности сечения надвиваемого стержня. Элементы 19 соединены с элементов 6 шар- нирно осями 20 и имеют в зоне шарнирного соединения выступаюидае за элементы 6 кулачки 21, взаимодействующие с копиром, установленным на станке при вращении оправки. Элементы 19 выполнены из более мягкого, чем сталь, материала, например из пластмассы, чтобы не деформировать кромок витков навиваемого сердечника. Для того, чтобы начальные от оси витки внешней полуокружности не попали в раствор элементов 19 с концами элементов 6, имеющих параллельные высту- гш 22, продлевают элементы 6 за пределы полуокружности. Аналогично продлены и ярмовые элементы 5, не несущие элементы 19, Для того, чтобы витки намотанной части сердечника не препятствовали открытию элементов 19, щарнирное соединение вынесено за стенку, элемента 6 на его ушко 23 и ушко 24 элемента 19.
При навивке сердечников однофазных трансформаторов оправку устанавливают на намоточное устройство, соединяя осевой элемент 2 оправки со шпинделем намоточного устройства, Устанавливают элементы 5 на ярмо- вые и элементы 6 на стержневые участ- foi оправки и закрепляют их на оправке. От бобины с косой полосой электротехнической стали, установленной на размывателе, через устройство натяжения и нащ)авляющее устройство (не показаны) узкий конец полосы подтягивают к оправке и закрепляют его в элементе 5 так, что ось поло
ку внутренней полуокружности сердечника и два-три витка наружной полу- 01ФУЖНОСТИ, Пос-пе навивки указанной части сердечш ка намоточное устройство останавливают, на стержневые участки оправки устанавливают на концы элементов 6 элементы 19 с пру- жинами 18, а на станине намоточного устройства с двух сторон оправки устанавливают копиры так, что кулачки 21 ближайшего снизу к наматываемой полосе элемента 6 набегают на
них, раскрывая элементы 19 у самой полосы, и- сходят с них, закрывая элементы 19 вокруг полосы, Ярмовые участки более короткие и не требуют особой точности, так как на них не наматываются обмотки, соответственно на элементы 5 ярмовых участков элементы 19 не устанавливаются.
Возможна навивка сердечников и без элементов 19, особенно на круглые оправки, В этом случае вместо дуг над оправкой устанав-пивается фасонный (с проточкой по дуге) прижимной ролик.
После установки элементов 19 и копиров включается устройство намотки и производится окончательная навивка сердечника. При вращении оправки очередной элемент 6 подходит к наматываемой полосе, кулачки 21 набегают на копиры, открывая дугообразные элементы 19 для захода полосы, затем, когда полоса зайдет в элемент 6, кулачки сходят с копиров
Bad /(
12954614
и дуп1 элементов 19 закрываются под действием пружин 18 вокруг полосы, исключая ее смещение от средней линии навивки сердечника, 5В то время, как дуги элемента 6
сомкнутся вокруг полосы, кулачки дуг следующего элемента, набегая на ко1тары, открывают его дуги и т,д.
По окончании навивки дуги элемента 19 снимают с элементов 5 и 6.и, если последние секционированные, то снимают и их с оправки, а на место элементов 5 и 6 устанавливают технологические бандажи, снимают оправку с сердечником с намоточного устройства и передают на отжиг.
Если элементы 5 и 6 не секционированные, а цельные, то после снятия дуг с них оправку с сердечником снимают-с устройства намотки, передают на отжин, а после отжига вывинчивают винты 11, снимают с оправки сердечник с элементами 5 и 6.
дид 5
.З
Фиг. г
ff
Редактор И, Николаичук
Составитель В. Пышкина
Техред А.КравчукКорректор М. Пожо
Заказ 623/58Тираж 699Подписное
ВНИИГО1 Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул, Проектная, 4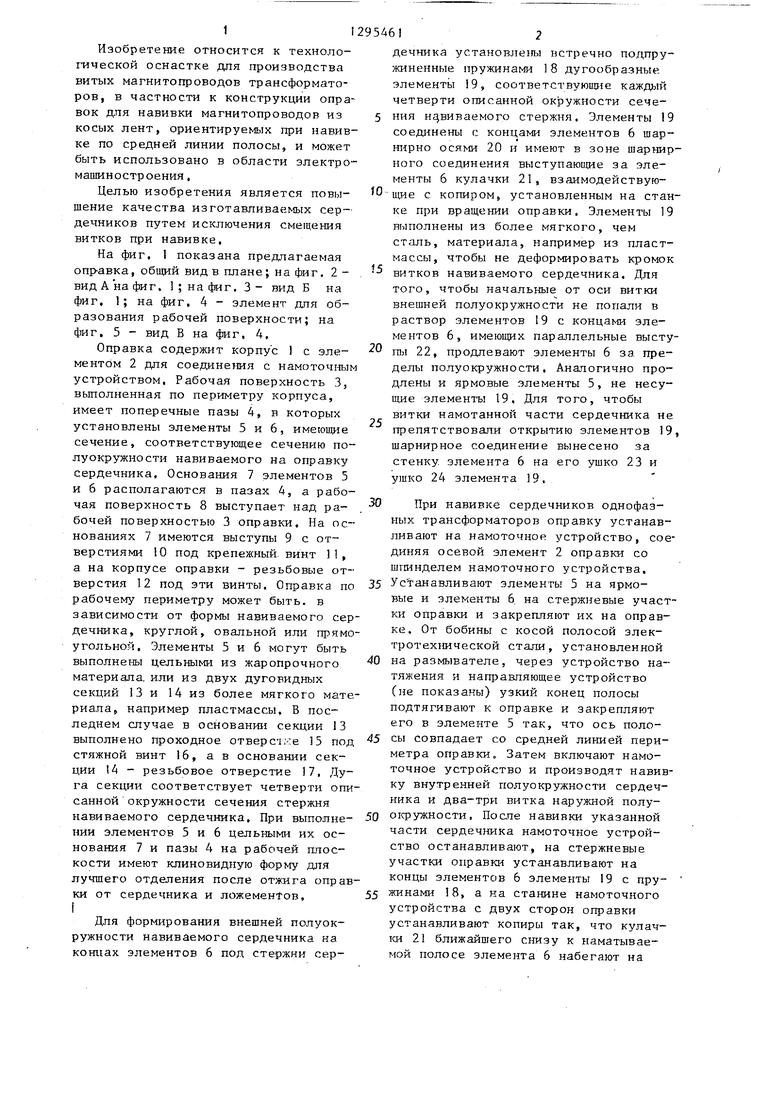
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки пружин | 1980 |
|
SU917888A1 |
| Штамповочно-намоточный модуль для изготовления сердечника из штампованной полосы | 1991 |
|
SU1791887A1 |
| Способ изготовления витого сердечника электрической машины | 1988 |
|
SU1647778A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| Устройство для навивки пружин | 1982 |
|
SU1087237A1 |
| Способ изготовления разъемных магнитопроводов | 1982 |
|
SU1022230A1 |
| Устройство для навивки пружин | 1982 |
|
SU1147495A1 |
| Станок для изготовления арматурных каркасов и железобетонных труб | 1976 |
|
SU613060A1 |
| Устройство для навивки пружин | 1980 |
|
SU961830A1 |
| УСТРОЙСТВО для НАВИВКИ ШНЕКОВ | 1972 |
|
SU325070A1 |
| Патент США № 3252118, кл, 336-213, 1980 | |||
| Оправка для навивки и отжигаСЕРдЕчНиКОВ ТРАНСфОРМАТОРОВ | 1979 |
|
SU853684A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
