(54) УСТРОЙСТВО ДЛЯ ОБРЕЗКИ ГОЛОВОК , ЗАГОТОВОК БОЛТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линейный электрогенератор с толкателем-колесом | 2016 |
|
RU2644765C1 |
| Вертикальный кривошипный пресс-автомат | 1988 |
|
SU1523398A1 |
| ЭЛЕКТРОДВИГАТЕЛЬ ПОСТОЯННОГО ТОКА С УСИЛИТЕЛЕМ КРУТЯЩЕГО МОМЕНТА | 2008 |
|
RU2372705C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| ЗАМОК МАГНИТНЫЙ | 2008 |
|
RU2392405C2 |
| Двухударный автомат для холодной высадки болтов | 1954 |
|
SU109594A1 |
| Холодновысадочный автомат | 1980 |
|
SU940991A1 |
| ВИНТОВОЙ ПРЕСС | 1993 |
|
RU2063341C1 |
| Устройство для горчейк протяжки | 1981 |
|
SU1013025A1 |
| Вертикальный кривошипный пресс | 1980 |
|
SU927554A1 |

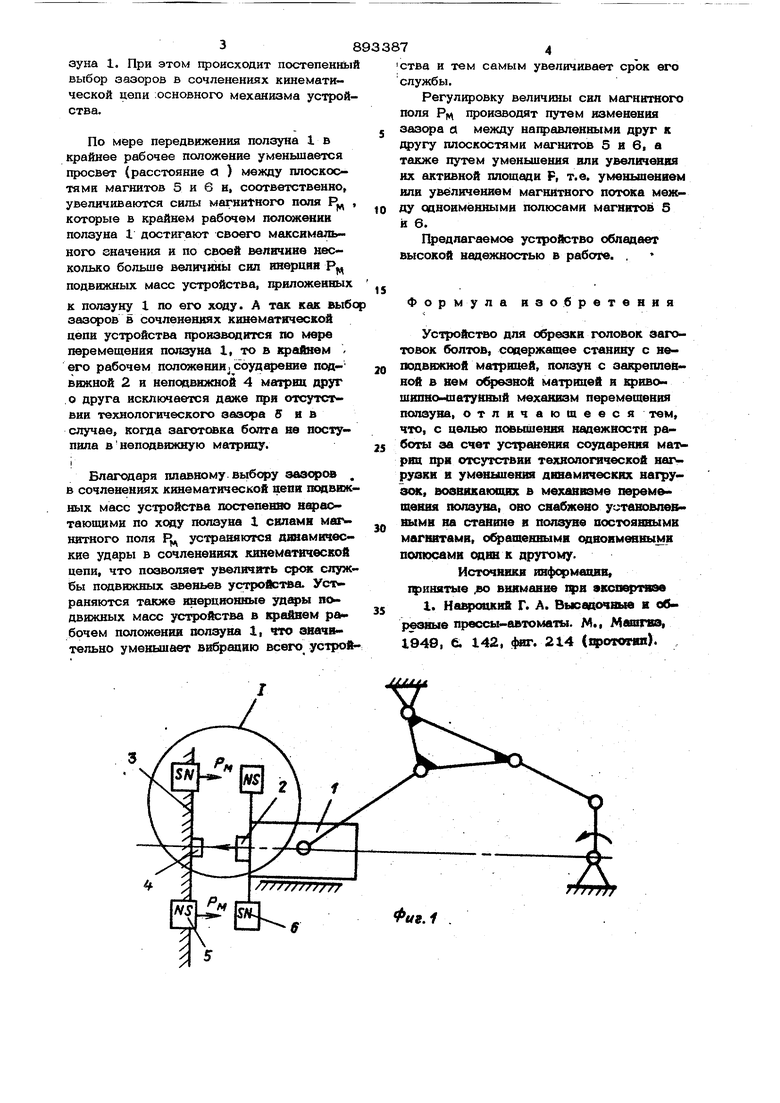
Изобретение относится к обработке металлов давлением, а именно к устройствам для обрезки головок заготовок бор тов, и может быть использовано в метизном производстве щт изготовлении болтов Известно устройство для обрезки голо вок заготовок, содержащее станину с неподвижной матрицей, ползун с закре ленной в нем обрезной матрицей и кривошипно-шатунный механизм перемещения ползуна tljЦель изобретения - повышение надежности работы устройства за счет устранения соударения матриц при отсутствии технологической нагрузки и уменьшения динамических нагрузок, возникающих в механизме перемещения ползуна. Для достижения указанной цели устройство для обрезки головок заготовок болтов, содержащее станину с неподвижной матрицей, ползун с закрепленной в нем обрезиой матрицей и кривошипно-шатунный механизм перемещения ползуна, снабжепо установленными на.станине и ползуне постоянными магнитами,.обращенными одноимегшыми полюсами один к другому На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - узел Т на фиг. 1. Устройство ползун 1 с закреплешюй в нем подвижной матрицей 2 и станину 3 с закрепленной в ней неподвижной матрицей 4. На ползуне I и станине 3 саэсно установлены постоянные магниты 5 и 6, одноименные полюса которых расположено : один 1ФОТИВ другого Устройство работает следующим образом. При подходе ползуна 1 в его крайнее рабочее положение между одноименными поиюсам.и магнитов 5 и 6, установленных на ползуне 1 н станине 3, возннкают силы магнитного поля Р , направленные I DOтивоположно рабочему ходу ползуна 1, наличие которых позволяет постепенно и плавно компенс|фовать действие инерционных сия Р подвюкных масс устройства, направленных по ходу передвижения полауна 1, При этом происходит поствпеннь выбор зазоров в сочленениях кинематической цепи ;основного механизма устрой ства. По мере передвижения ползуна 1 в крайнее рабочее положение уменьшается просвет (расстояние «а ) между плоскостями магнитов 5 и 6 н, соответственно, увеличиваются силы магнитного поля Р которые в крайнем рабочем положении ползуна 1 достигают своего максимального гначения и по своей величине несколько больше велич1гаы сил инерцин Р подвижных масс устройства, приложенных к ползуну 1 по его ходу. А так как выб зазоров в сочленениях кинематической цепи устройства производится по мере перемещения ползуна 1, то в 1файнем его рабочем положении соударение подввжной 2 и неподвижной 4 матриц аруг о друга исключается даже пря отсутствии технологического бив случае, когда заготовка бапта не поступила в неподвижную матрицу. ) Благодаря плавному выбору в сочленениях кинематической иепи шщвиж ных масс устройства постепенно нарастающими по ходу ползуна 1 силами магнитного поля F устраняюггся двнамнческие удары в сочленениях кинематической цепи, что позволяет увеличить cixHt служ бы подвижных звеньев устройства. Устраняются также инерционные уаееры подвижных масс устройства в 1файнем ра бочем положении ползуна t, что значительно уменьшает вибршхию всего устрой ства и тем самым увеличивает срок его службы. Регулировку величины сил магнитного поля Р| производят путем изменения зазсфа а между натравленными друг к другу плоскостями магнитов 5 и 6, а также путем уменыиения или увеличения их активной площади Р, т.е. уменьшением или увеличением магнитного потока меж ду одноименными полюсами магнитов 5 и 6. Предлагаемое устройство обладает высокой надежностью в работе. . Формула изобретения Устройство для обрезки головок Заготовок болтов, содержащее станину с неподвижной матрицей, ползун с закреш1е1аной в нем о)езной матрицей и 1фивашипно-шатуиный механизм перемещения ползуна, отличающееся тем, что, с целью повышения надежиости работы за счет устранения соударения матриц при отсутствии техиологаческой нагрузки и умшаьшения динамических нагрузсж, возвикаюших в мехавюме перемещения ползуна, оно снабжено у:л ановлев ними иа станине и ползуне постоянными магнитами, о ащенными опноим ш 1ми полюсами один к другому. Источники информации щэинятые JBO внимание 1фи 1. Нацхщкий Г. А. Высски 1Ныв и обре:жые прессы-автоматы. М., Meaava, 1949, е. 142, «}яг. 214 (фотогаи).
