(54) ХОЛОДНОВЫСАДОЧНЫИ АВТОМАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Холодновысадочный автомат | 1978 |
|
SU680798A1 |
| Холодновысадочный автомат | 1978 |
|
SU710740A1 |
| Многопозиционный холодновысадочный автомат | 1980 |
|
SU986565A1 |
| Автомат для двусторонней высадки утолщений на стержневых заготовках | 1983 |
|
SU1174144A1 |
| Одноударный холодновысадочный автомат | 1980 |
|
SU984602A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Холодновысадочный автомат | 1980 |
|
SU860934A1 |
| Многопозиционный автомат для объемной штамповки | 1975 |
|
SU549232A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
Изо|бретение относится ,к области кузнечно-прессового машиностроения и предназначено для производства деталей типа болтов, гаек, колец, втулок, изготавливаемых из пруткового или -бунтового мате- 5 риала.
Известен холодновысадочный автомат, содержащий смонтированные на станине JQ высадочный ползун с пуансонами, механизм переноса изделий с позиции на позицию, а также механизмы подачи материала с обгонной муфтой, обрезки заготовок, выталкивания из матриц, которые связаны с is соответствующими исполнительными органами 1.
Однако известный автомат обладает низкой производительностью из-за рассо- 20 гласования работы отдельных механизмов с повышением быстроходности автомата. Это вызвано высокой чувствительностью к изменению профиля кулака, который абсолютно точно изготовить невозможно. К то- 25 му же наблюдается большой износ элементов кинематической пары кулачок - толкатель в процессе работы, что также отрицательно сказывается на динамике всего автомата.30
Целью изобретения является повышение производительности и снижение стоимости изготовления автомата.
Цель достигается за счет того, что в холодновысадочном автомате, содержащем смонтированные на станине высадочный ползун с пуансонами, механизм переноса изделий с позиции «а позицию, а также механизмы подачи 1мате1риал.а с обгоошой муфтой, отрезки заготовок, выталкивания из матриц, которые связаны с соответствующими исполнительными органами, привод механизмов подачи, отрез1ки заготовок и выталкивания из матриц соединен с ползуном и вьшолнен шарнирно-рычажным с НН31ШИМИ кинематическими парами, а механизм подачи материала выполнен кривошипно-шатунного типа, у которого жривощип жестко связан с ведущей частью обгонной муфты, а шатун - с ползуном, механизм отрезки заготовок выполнен в виде двух кривошипно-ползуниых звеньев с жестко связанными между собой кривошипами, насаженными на обшую ось, при этом ползун одного кривошипно-ползунного звена соединен с исполнительным органом, а второй - посредством шатуна с высадочным ползуном, каждый механизм выталкивания матриц выполнен ползуино-коленным, и в качестве ползуна использован
высадочный ползун, связанный посредством шатуна с двумя коленными звеньями, шарнирно связанными с исполнительным органом и стапиной соответственно.
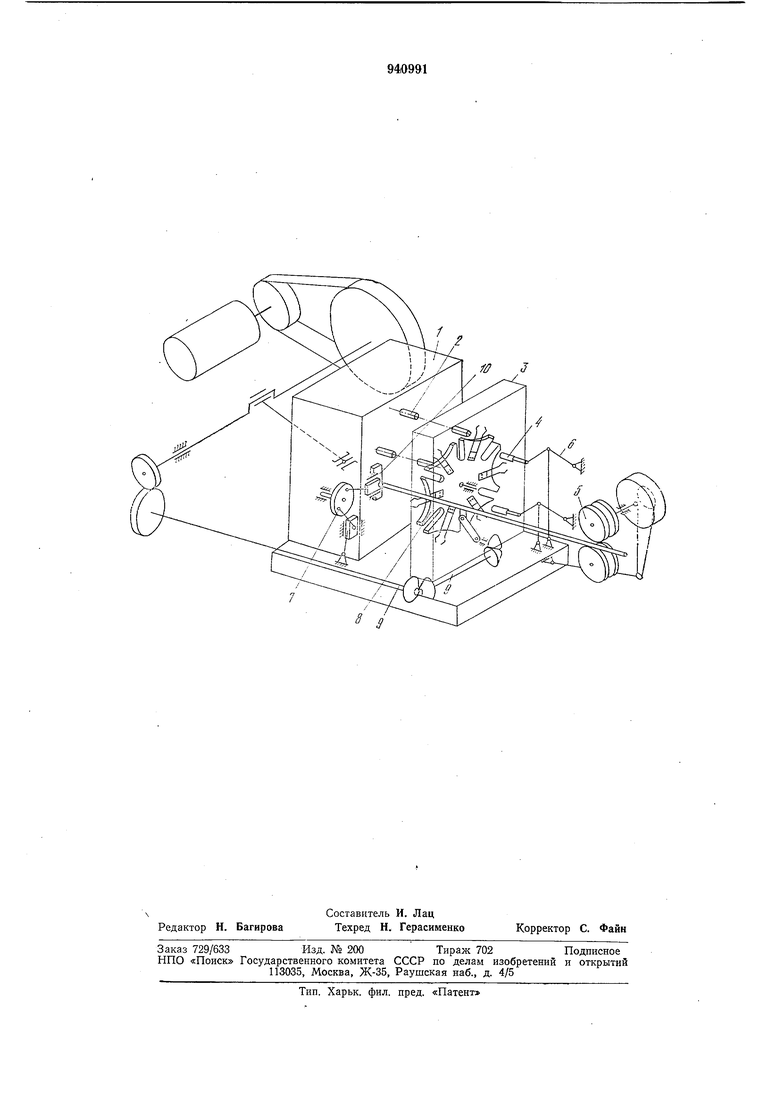
На чертеже изображена кинематическая схема предлагаемого холодновысадочного автомата.
Автомат содержит смонтированные на станине (на черт, не показана) высадочный ползун 1 с пуансонами 2, блок 3 с матрицами 4, механизм 5 подачи материала, мехаеизл 6 выталкиваиия, механивм 7 отрезки материала, механизм 8 переноса заготовок, распределительные валы 9, регулируемый упор 10.
Автомат работает следующим о-бразом.
Механизм 5 подачи материала производит задачу материала в автомат до регзлируемого упора 10. С помощью механизма 7 отрезки материала происходит отрезка заготовки и перенос ее на линию клещей, где пуансон 2 заталкивает ее в клещи механизма переноса, которые после отхода пуансона перемещаются с помощью мальтийского креста и переносят заготовку на первую позицию. На первой позиции пуансон заталкивает заготовку в матрицу и производит щтамповку. Отщтампованная заготовка механизмом б выталкивания загоняется в клещи механизма 8, который переносит ее на вторую щтамповочную позицию и т. д. За каждый ход ползуна получается отщтампованное изделие. Выталк:нвание готового изделия из клещей осуществляется заготовкой при переталкивании ее пуансоном из механизма отрезки материала в клещи механизма переноса. В момент штамповки клещи механизма переноса на щтамповочных позициях раскрываются с помощью рассекателя.
Использование изобретения позволит снизить себестоимость автомата, так как из кинематики исключены дорогостоящие кулачковые валы, а замена кинематических пар кулачок - ролик на щарнирные соединения значительно з еличивает долговечность, надежность и производительность автомата. Кроме того, привод механизмов осуществлен от ползуна, это позволило разгрузить распределительный вал от значительных нагрузок и крутильных колебаний, отрицательно влияющих иа динамик|у автомата.
Формула изобретения
Холодновысадочный автомат, содержащий смонтированные на станине высадочный ползун с пуансонами, механизм переноса изделий с позиции на нозицию, а также механизмы подачи материала с обгонной муфтой, отрезки заготовок, выталкивания из матриц, которые связаны с соответствующими исполнительными органами, отличающийся тем, что, с целью повыщения производительности и снижения стоимости изготовления автомата, привод
механизмов подачи, отрезки заготовок и выталкивания из матриц соединен с ползуном и выполнен шарнирно-рычажным с низщими кинематическими парами, а механизм подачи материала выполнен кривощипно-щатунного типа, у которого кривощип жестко связан с ведущей частью обгонной муфты, а щатун - с ползуном, механизм отрезки заготовок выполнен в виде двух кривощипио-ползунных звеньев с
жестко связанными между собой кривощинами, насаженнымн на общую ось, нри этом ползун одного крнвощипно-ползунного звена соединен с исполнительным органом, а второй - посредством шатуна с высадочным ползуном, каждый механизм выталкивания матриц выполнен ползунно-коленным, и в качестве ползуна использован высадочный ползун, связанный посредством щатуна с двумя коленными звеньями,
щарнирно связанными с исполнительным органом и станиной соответственно.
Источник информации, принятый во внимание при экспертизе:
