Обычно болты изготовляются методом холодной высадки в три операции (иять иереходов). Отрезка и 15ысадка бочкообразной головки болта производится на двухударпом холодповысадочном автомате, после чего головка болта обрезается или формуется в шестигранник на специальном обрезном автомате. Накатка резьбь также производится на отдельиом резьбонакатном стапке.
Предложенный пуансон к двухударному холодновысадочному автомату, состоящий из установленного в ползуне автомата стаканообразцого корпуса, несунхего подпружиненную головку со скользящим в ней сердечником, позволяет изготовлять различные формы головок болтов (в то.м числе и шест 1гранные) без об.тоя и без обрезки граней.
Особенность описываемого пуансона состоит в том, что его подвижная головка С1 абжена в передней части выемкой, соответствующей форме изделия и предназначенной для образования закрытой полости (при подходе ее к торцу матрицы), в которой формуется головка болта под воздействием сердечника, уиираюи1егося в дно стаканообразного корпуса в процессе скольжения в последнем головки пуансона при дальнейшем движении ползуиа автомата.
С целью нспо.чьзования возвратнопоступательного движения ползуна автомата для накатки резьбы в ползуие закреплена плашка, взанмодействуюпаая с неподвижной плаип ой, закрепленной на станке. Передача высаженной заготовки к накатным н.ташкам производится с помощью ковшевого транспортера.
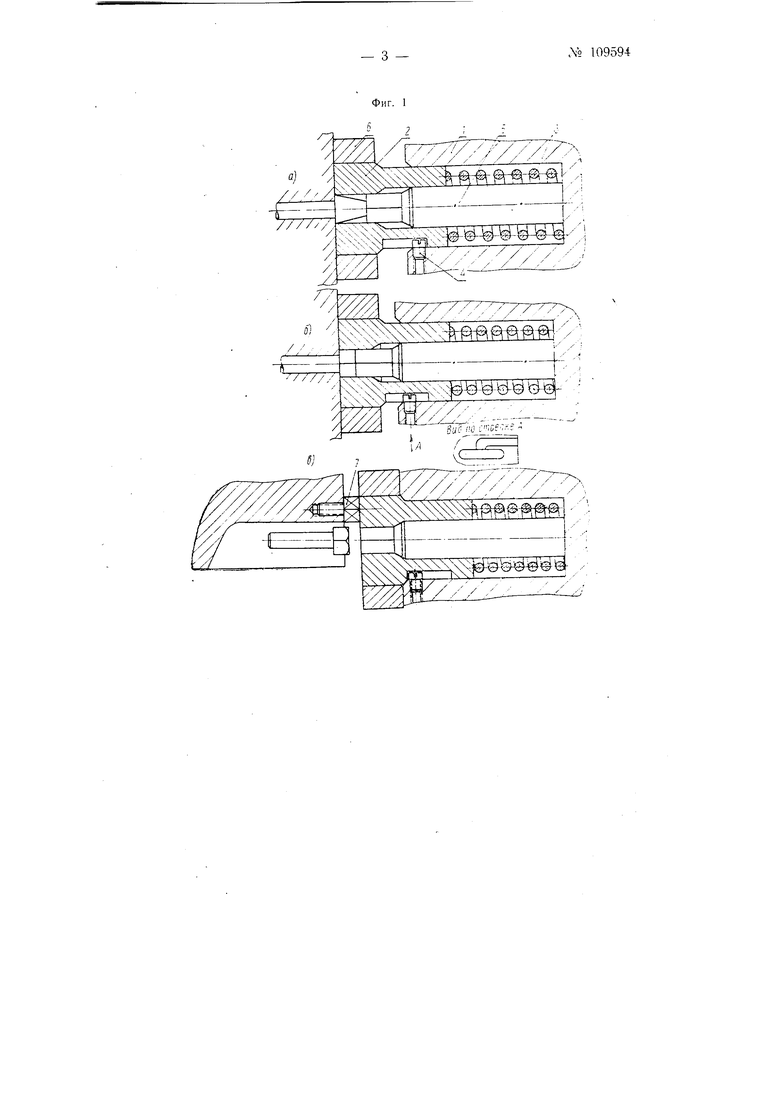
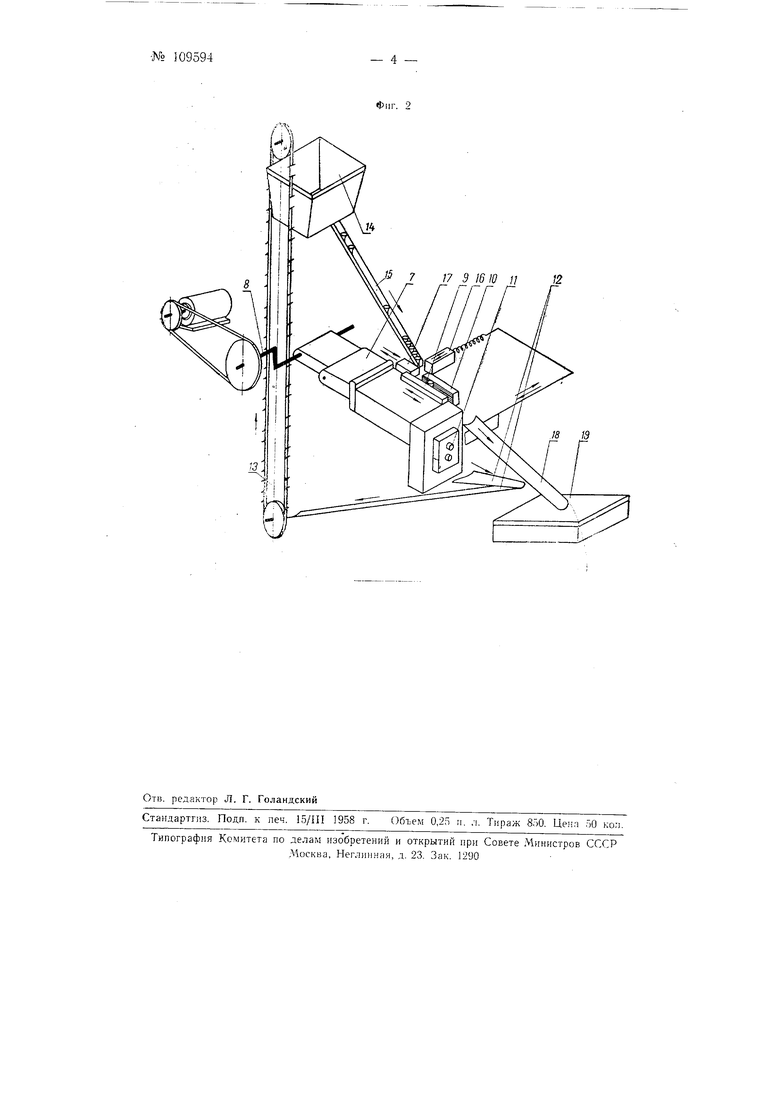
Па фиг. 1 показано устройство описываемого пуансона; на фиг. 2 - схема накатного и транспортирующего устройства к двухударному холодновысадочному автомату.
Пуансон состонт из стаканообразного корпуса / (размеры которого определяются посадочным гнездом блока пуансонов автомата) н помешенной в его передней частн головки 2 с шестигранным отверстием. Головка 2 может передвигаться виутрн корпуса / под действием пружины 3 (на чертеже она в крайнее переднее ноложение, которое ограипчнвается шпилькой 4). 13нутри головкл 2 находится скользяший сердечьик /) с 1иестнграннико.м, входящим в шестигранное отверстие головки 2. На головку напрессована обойма 6.
Г1 ансон работает следуклннм образом.
При движении ползуна вперед (фиг. la) головка пуансона 2 полностью перекрывает коническую заготовку и, соприкасаясь с торцом матрицы, образует закрыт}-ю полость штампа. При дальнейшем ходе ползуна с пуансопом вперед скользяП1ИЙ сердечник, упираясь одним концом в-дно корпуса, а другим в заготовку, производит формовку головки болта (фиг. 1(5).
Если сформованная головка болта заклинится в полости нуансона, то болт будет принудительно выто.ткпут в паз матрицедержателя прн уноре головки пуансона в уиор 7 (ф|и 1й) в нижнем положении нод| нжного суппорта ползуна автомата.
Скользяпгий сердечник следует изготов.тять из стали 9ХС (ХВГ) с закалкой до твердости 58-60 R,. , а головку п ансона нз стали 4Х8В2 (40Х) с закалкой до твердости 53- 55 R,.
Для накатки резьбы , используется возвратно-поступательное движение ползуна 7, приводимого от кривошинного вала 8. Подвижпая накатная плашка 5 закреплена R ползуне, а неподвижная плашка 10 - в станине холодновысадочиого автомата.
После высадки заготовки с и.1естигра И1ой головкой пуансоном // заготовка нопадает по склизу 12 в isepтикально-ковшевой транспортер 13 (приводимый в действие от второго вала автомата), откуда следует в бункер 14 резьбоиакатного устройства. Пз бункера заготовки по направляюп1,им пла1п :ам 15, с по.монгью подающей и зата;п нваюн1.ей планок 16 и /7 подаются в резьбонакатные плашки .9 и 10.
Накатные готовые болты по верхнему склизу 18 падают в та)у 19. Привод подаюп ей планки 16 осуш,ествляется жестко связью от .мехапиз.а реза заготоки, а привод заталкивающей планки 17 - от специального к лака, устанавливаемого на основном кривошипном ва.т} 8.
В тех случаях, когда в сун1ествуюших конструкциях холодновысадочиых автоматов величина хода ползуна будет недостаточной для накатки резьбы, предложенное устройство .может быть смонтировано отдельно в задней торцевой частн холоднозысадочного автомата.
Н р е д .м е т п з обр е тения
1. Двухударный автомат д.чя холодной высадки болтов, снабженный пуансоном, СОСТОЯИ1НМ из установленного в ползуне автомата стаканообразного корпуса, несущего подпружиненную подвижную головку со скользяшим в ней сердечником, отл и ч а К) HI и и с я тем, что, с целью высадки болтов без облоя и без обрезки граней, подвижная головка в передней части снабжена еоответствуюн1ей форме изделия выелпсой, предназначенной, при подходе ее к торцу матрицы, для образования закрытой полости, с целью формования в этой полости головки болта под воздействием сердечиика, упираюшегося в дно стаканообразного корпуса в процессе скольжения в последнем головки пуансона при дальнейшел движении ползуна автомата.
2.Автомат по п. 1, отличаюш и и с я тем, что, с целью licno/ibзовапия возвратно-поступательного движения ползуна автомата для пакатк резьбы, в ползуне закреплена плашка, взаимодействующая с неподвижной плашкой, закрепленной на станине.
3.В автомате по п. 2 нрнмеиение для передачи высаженной заготовки к накатны.м плашкам ковгневого транспортера.
Приоритет по п, 1 предмета изобретения- 1 марта 1954 г.; по пи. 2 и 3 предмета изобретения-3 сентября 1956 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодно-высадочный одноударный автомат для изготовления болтов | 1948 |
|
SU104951A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Способ изготовления и сборки комбинированных полых заклепок | 1991 |
|
SU1771435A3 |
| Способ изготовления стержневых резьбовых изделий | 1989 |
|
SU1766573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВ С ВНУТРЕННИМ ШЕСТИГРАННИКОМ | 2001 |
|
RU2204457C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА | 2023 |
|
RU2819479C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ЗАУСЕНЦЕВ | 1972 |
|
SU347135A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА С ПЛОСКИМИ ПЛАШКАМИ ДЛЯ ОБРАБОТКИ ПРЕДЕЛЬНО МЕЛКОРАЗМЕРНЫХ РЕЗЬБ (ВАРИАНТЫ) | 1995 |
|
RU2087237C1 |
| ДВУХУДАРНЫЙ ХОЛОДНОВЫСАДОЧНЫЯ АВТОЛУАТ | 1973 |
|
SU365876A1 |