1
Изо&ретение относится к плазменной сварке, плавке и резке материалов, конкретно к конструкции неплавящегося электрода, и может найти применение в различных отраслях, машиностроения.
Известны неплавящиеся электроды для плазменной обработки материалов, состоящие из держателя и закрепленной на нем активной вставки из тугоплавкого материала 1.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является неплавящийся электрод для плазменной обработки, содержащий охлаждаемый держатель с укрепленной на нем монолитной активной вставкой, выполненной из медно-вольфрамового
сплава 2.
Недостатком указанного нёплавящегося электрода является возможность растрескивания монолитной активной вставки в процессе работы из-за резкого перепада температур по ее толщине. Большой градиент температур по тодщине монолитной активной вставки обусловлен высокой температурой на рабочей поверхности, близкой к температуре дуги, и от2
носительно низкой температурой охлаждающей жидкости ( в случае воды - не более 100 С), омывающей внутреннюю поверхность вставки. При этом на рабочей поверхности, вставки возникают значительные напряжения, обусловленные тем, что внутренние, относительно холодные слои, не позволяют наружному слою деформироваться и тем
10 самым уменьшить действующие температурныа напряжения.
Цель изобретения - повышение стойкости электрода.
Поставленная цель достигается тем,
15 что в неплавящемся электроде для плазменной обработки, .содержащем охлаждаемый держатель с укрепленной на нем активной вставкой, вставка выполнена МНОГОС.ЛОЙНОЙ, в виде вставлен20ных один в.другой без зазора стаканов.
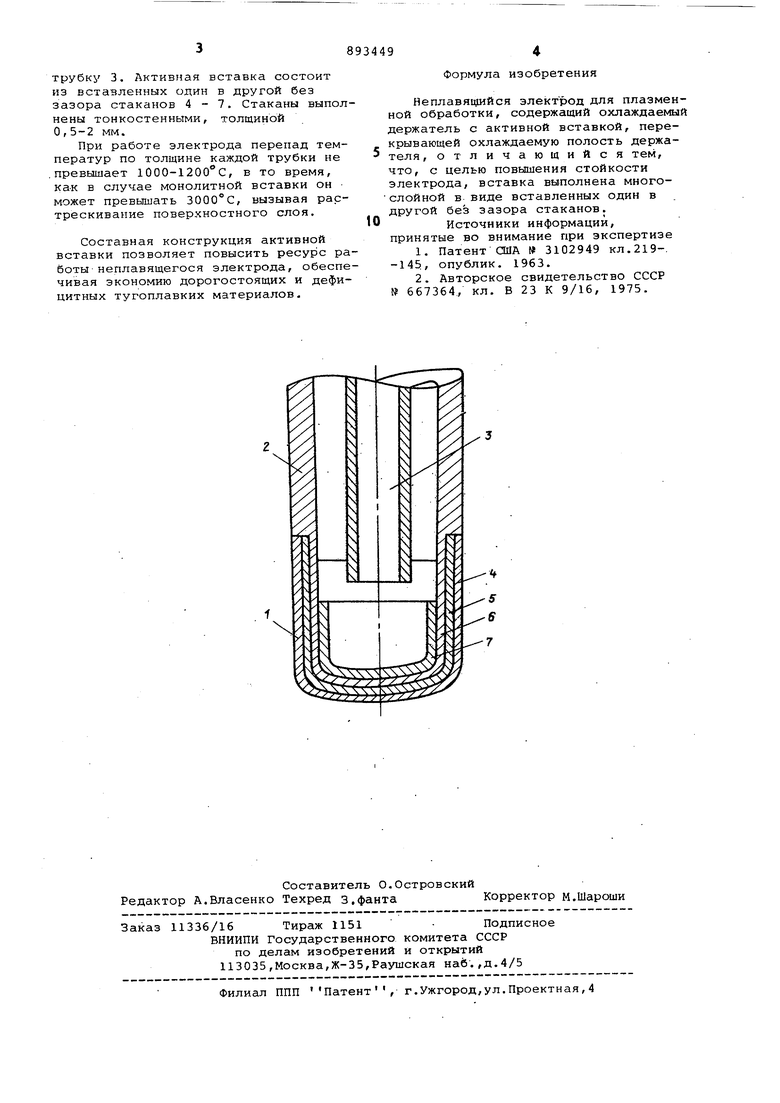
На чертеже изображен неплавящийся электрод с активной вставкой составной конструкции.
25
Активная вставка Г, изготовленная из тугоплавкого материа.па, например из ме.цно-вольфрамового сплава, установлена в медном держателе 2. Держатель и активиая вставка изнутри ох30лаждаются .водой, подаваемой через
трубку 3. Активная вставка состоит из вставленных один в другой без зазора стаканов 4-7. Стаканы выполнены тонкостенными, толщиной 0,5-2 мм.
При работе электрода перепад температур по толщине каждой трубки не .превышает 1000-1200с, в то время, как в случае монолитной вставки он может превышать 3000°С, вызывая растрескивание поверхностного слоя.
Составная конструкция активной вставки позволяет повысить ресурс работы неплавящегося электрода, обеспечивая экономию дорогостоящих и дефицитных тугоплавких материалов.
Формула изобретения
Неплавяищйся электрод для плазменной обработки, содержащий охлаждаемы держатель с активной вставкой, перекрывающей охлаждаемую полость держателя, отличающийся тем, что, с целью повышения стойкости электрода, вставка выполнена многослойной в виде вставленных один в другой без зазора стаканов.
Источники информации, принятые во внимание при экспертизе
1,Патент США № 3102949 кл,219-. -145., опублик. 1963.
2.Авторское свидетельство СССР № 667364, кл. В 23 К 9/16, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Неплавящийся электрод | 1975 |
|
SU667364A1 |
| Неплавящийся электрод для плаз-МЕННОй ОбРАбОТКи | 1978 |
|
SU841870A1 |
| Способ изготовления неплавящегося электрода | 1978 |
|
SU695074A1 |
| Неплавящийся электрод для дуговой сварки | 2022 |
|
RU2798648C1 |
| Неплавящийся электрод для дуговыхпРОцЕССОВ | 1978 |
|
SU841871A1 |
| Электрод для плазменной обработки | 1987 |
|
SU1574414A1 |
| ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ | 2003 |
|
RU2239532C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВЫХ ПРОЦЕССОВ И СПОСОБ СВАРКИ ПОСТОЯННЫМ ТОКОМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2013 |
|
RU2556256C2 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННО-ДУГОВЫХ ПРОЦЕССОВ | 1992 |
|
RU2088391C1 |
| Неплавящийся электрод для плазменнойОбРАбОТКи | 1975 |
|
SU841850A1 |
у6
5 S
