(54) НЁПЛАВЯЩИЙСЯ ЭЛЕКТРОД
| название | год | авторы | номер документа |
|---|---|---|---|
| Неплавящийся электрод | 1980 |
|
SU893449A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВЫХ ПРОЦЕССОВ И СПОСОБ СВАРКИ ПОСТОЯННЫМ ТОКОМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2013 |
|
RU2556256C2 |
| Неплавящийся электрод для дуговой сварки | 2022 |
|
RU2798648C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Неплавящийся электрод для дуговых процессов и способ его охлаждения | 1987 |
|
SU1496969A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Неплавящийся электрод | 1976 |
|
SU656781A1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2016 |
|
RU2614533C1 |
| Неплавящийся электрод для дуговой сварки | 1981 |
|
SU979792A1 |
| Неплавящийся электрод для плаз-МЕННОй ОбРАбОТКи | 1978 |
|
SU841870A1 |
I
Изобретение относится к плазменной сварке, плавке и резке материалов, а именно к конструкции неилавящегося электрода и может найти применение в ряде отраслей промышленности, в том числе авиационной, судостроительной, в химическом машиностроении и др.
Известны неплавящиеся электроды для плазменной обработки материалов в газозащитных средах, состоящие из держателя и съемного наконечника с активной вставкой 1. Эту вставку выполняют из вольфрама или циркония.
Известны неплавящиеся электроды с активной вставкой, выполненной из гафния 2.
Недостатком такого электрода является то, что в процессе эксплуатации происходит его эрозия в зоне контакта активной вставки со сменным наконечнико.м, а это, в свою очередь, приводит к ухудшению условий отвода тепла от активной вставки и быстрому ее износу.
Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению,, является неплавящийся электрод для плазменной обработки, содержащий охлаждаемый дepжaтev ь с укрепленной на нем активной вставкой, выполненной из тугоплавкого материала 3.
Несмотря на хороший теплоотвод от активной вставки, недостатком известного неплавящегося электрода является его не5 достаточная стойкость при длительной непрерывной работе.
Цель изобретения - повышение стойкости электрода при его длительной непрерывной работе.
Это достигается тем, что в неплавящем0 ся электроде для плазменной обработки, содержащем охлаждаемый держатель с укрепленной на нем активной вставкой, перекрывающей полость держателя, активная вставка выполнена из медно-вольфрамового
сплава.
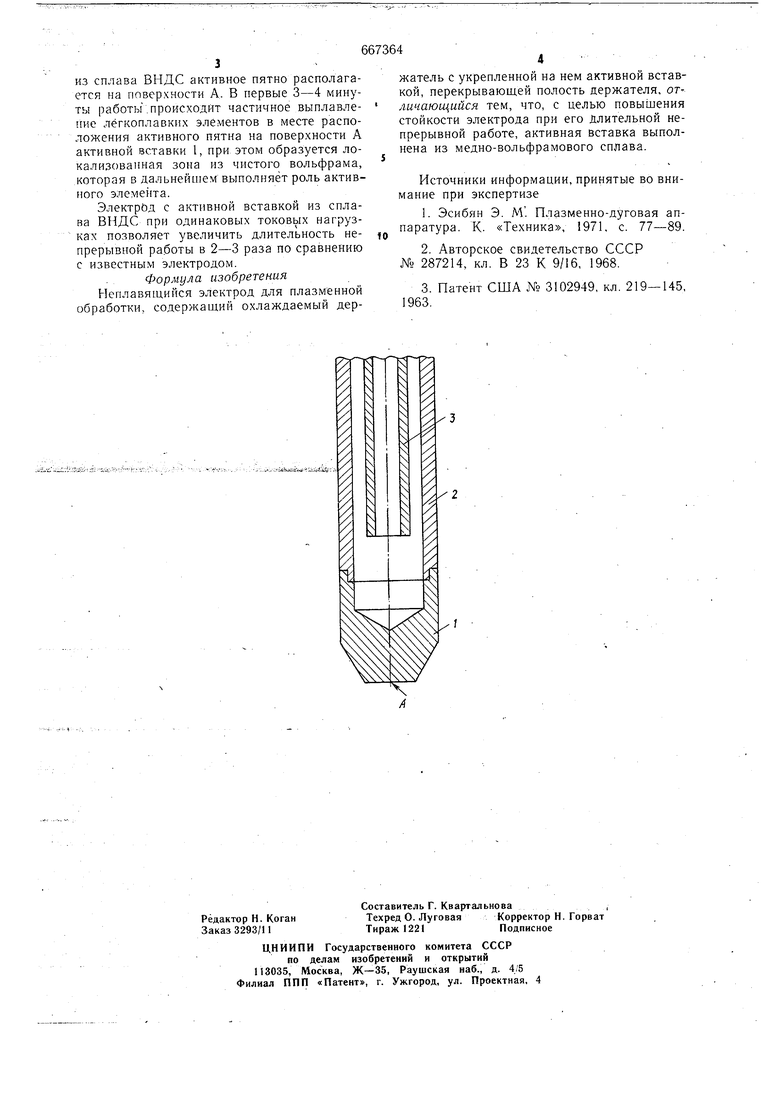
На чертеже изображен неплавяии йся электрод.
Активная вставка 1, изготовленная из медно-вольфрамового сплава, например сплава ВНДС (механическая смесь вольфрама
0 и меди), установлена в медном держателе 2. Держатель охлаждается водой, подаваемой по трубке 3. Рабочей поверхностью активной вставки является торцовая поверхность А. При работе электрода с активной
из сплава ВНДС активное пятно располагается на поверхности А, В первые 3-4 минуты работы .происходят частичное выплавление легкоплавких элементов в месте расположения активного пятна на поверхности А активной вставки 1, при этом образуется локализованная зона из чистого вольфрама, которая в дальнейшем выполняет роль активного элемента.
Электрбд с активной вставкой из сплава ВНДС при одинаковых токовь1х нагрузках позволяет увеличить длительность непрерывной работы в 2-3 раза по сравнению с известным электродом.
Формула изобретения
Неплавящийся электрод для плазменной обработки, содержащий охлаждаемый держатель с укрепленной на нем активной вставкой, перекрывающей полость держателя, отличающийся тем, что, с целью повышения стойкости электрода при его Длительной непрерывной работе, активная вставка выполнена из медно-вольфрамового сплава.
Источники информации, принятые во внимание при экспертизе
