(54) УСТРОЙСТВО ДЛЯ СВАРКИ ВНУТРЕННИХ ПРОДОЛЬНЫХ швов ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки внутренних продольных швов труб | 1979 |
|
SU863240A1 |
| Устройство для сварки внутренних продольных швов труб | 1973 |
|
SU460132A1 |
| Аппарат для сварки внутренних продольных швов труб | 1984 |
|
SU1181816A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ВНУТРЕННИХ СПИРАЛЬНЫХ И КОЛЬЦЕВЫХ ШВОВ | 1972 |
|
SU351654A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| Аппарат для подачи и уборки флюса | 1978 |
|
SU749595A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ и УБОРКИ ИЕИСПОЛЬЗОВАННОГО ФЛЮСА ПРИ АВТОМАТИЧЕСКОЙ СВАРКЕ | 1973 |
|
SU363556A1 |
| АППАРАТ ДЛЯ ПОДАЧИ И УБОРКИ ФЛЮСА ПРИ СВАРКЕ ВНУТРЕННИХ ПРОДОЛЬНБ1Х ШВОВ ТРУБ | 1969 |
|
SU239469A1 |
| Установка для сварки внутренних кольцевых швов цилиндрических изделий | 1983 |
|
SU1097472A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ВНУТРЕННИХ ШВОВ СПИРАЛЬНЫХ ТРУБ | 1969 |
|
SU238055A1 |
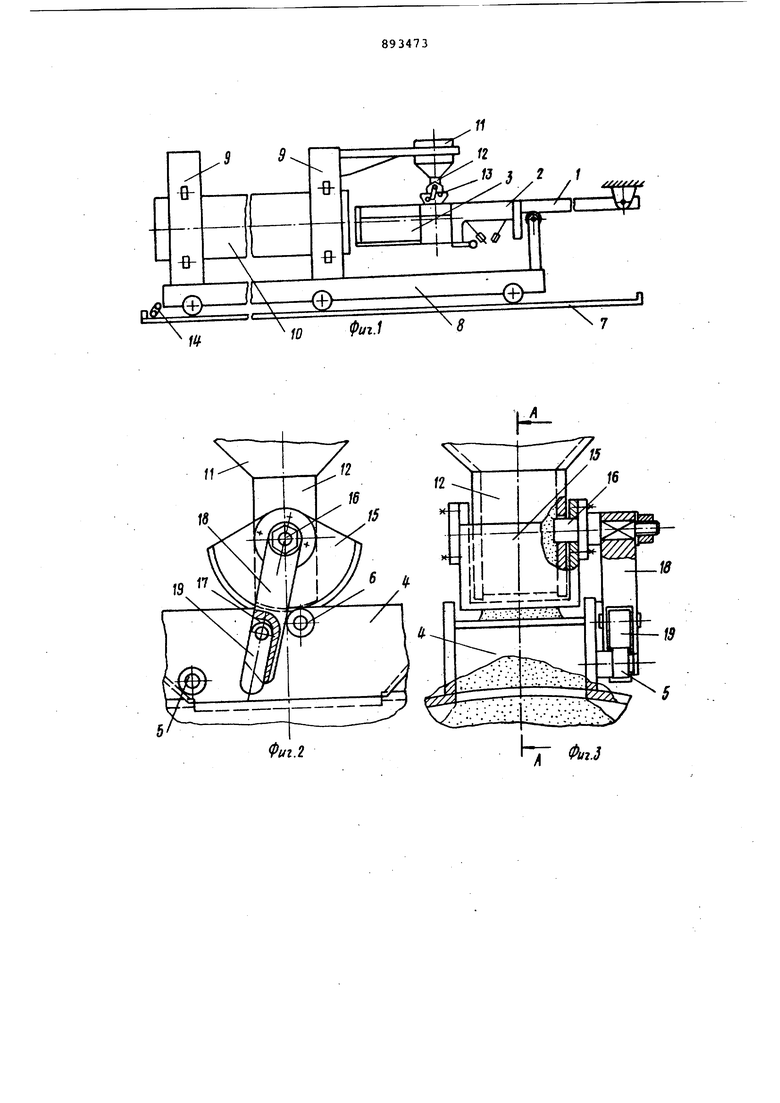
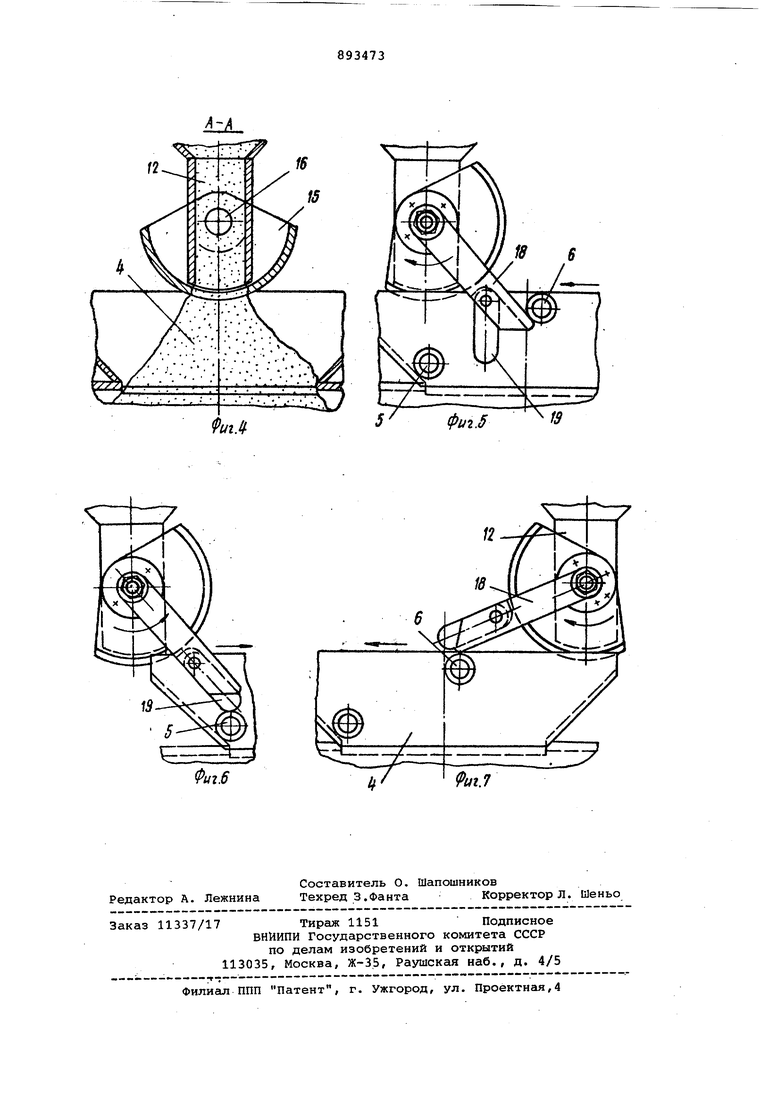
Изобретение относится к произвол ству прямоцювных труб большого диаметра автоматической дуговой сваркой под флюсом. Известно устройство для сварки внутренних продольных швов труб,содержсцдее неподвижную консольную штан гу с укрепленными на ней сварочной головкой и флюсоаппаратом и тележку для закрепления на ней и перемещения относительно сварочной головки трубы с установленным на тележке досьтным бункером с выходным патрубком,снабжен ным механизмом для автоматической засыпки флюса во флюсоаппарат l Однако известное устройство имеет недостаточную надежность из-за заеданий заслонки и выхода ее из направляющих. Цель изобретения - повышение надеж ности работы устройства. Поставленная цель достигается тем что в устройстве для сварки внутренни продольных швов труб,содержащем непод вижную консольную штангу с укрепленными на ней сварочной головкой и флюсоаппаратом и тележку для закрепления на ней и перемещения относительно сварочной головки трубы с установленным на тележке досыпным бункером с выходным патрубком, снабженным механизмом для автоматической засыпки флюса во флюсоаппарат,досыпной бункер снабжен секторной заслонкой с двумя боковыми стенками, шарнирно установленной на выходном патрубке бункера, и рычагом, жестко соединенным ,с одной из боковых стенок заслонки ,а флюсоаппарат снабжен двумя упр- рами, установленными на его корпусе с возможностью взаимодействия с упомянутыми рычагом, при этом рычаг выполнен из двух частей, в одной из которых сделан паз, а в пазу установлена шарнирно другая часть. На фиг. 1 изображено предлагаемое устройство для сварки внутренних продольных швов труб, общий вид; на фиг. 2 - механизм для автоматической засыпки флюса; на фиг. 3 - то же, вид слева; на фиг. 4 - разрез А-А на фиг.3;на фиг- 5 - механизм для автоматической засыпки флюса в положении Начало открывания сек торной заслонки ; на . фиг. 6 то же, в Окончание закрывания секторной заслонки и ее возвращение в исходное положение ; на фиг.7 - то же, в положении Окончание закрывания секторной заслонки при переходе тележкой положения оси совмещения выходного отверстия досыпного бункера с воронкой флюсоаппарата.
На консольной неподвижной штанге 1 устройства закреплена сварочная головка 2 и флюсоаппарат 3 с ворон-,. кой 4 для засыпки флюса и упорами 5 и б. На рельсовом пути 7 установлена самоходная тележка 8 с люльками 9, снабженными механизмами кантовки и поддержки трубы 10. На пе-. редней люльке укреплен досыпной бункер 11 с ссыпной трубой 12 и механизмом 13 для автоматической засыпки флюса во флюсоаппарат.В конце рельсового пути 7 установлен KOHiJieвой выключатель 14. Механизм 13 для автоматической засыпки флюса выполнен в виде секторной заслонки15, ыарнйрно связанной с ссыпной трубой 12 осью 16. На одной из боковых стенок секторной заслонки 15 укреплен рычаг 17, состоящий из двух частей: верхней 18, жестко закреггленной на секторной заслонке 15, Й нижней 19, шарнирно связанной с верхней частью 18 с возможностью ее поворота в одну сторону.
Устройство работает следующим образом.
После окончания сварки тележка 8 с трубой 10, досыпным бункером 11, ссыпной трубой 12 и механизмом 13 для автоматической засыпки флюса возвращается в исходное положение, определенное концевым выключателем 14. В концепути упор 5, отклоняя нижнюю часть 19 рычага 17, проходит под верхней частью 18 рычага 17, а упор б, взаимодействуя с верхней частью 18 рычага 17, задерживает его, поворачивая секторную заслонку 15 вокруг оси 16. Ссыпная труба 12 вместе с досыпным бункером 11 продолжает перемещаться до тех пор, пока не остановится тележка 8 с трубой 10. В этот момен отверстие в секторной заслонке 15 -совмещается с отверстием ссыпной трубы 12, которая располагается над воронкой 4, и флюс из досыпного бункера 11 ссыпается в приемную камеру флюсоаппарата 3. Одновременно выполняется вьздача сваренной трубы 10 и прием на тележку 8 следующей .
По окончании этих операций новая труба 10 на тежелке 8 перемещается к штанге 1, Упор 5, взаимодействуя с нижней частью 19 рычага 17, задерживает его, поворачивая секторную заслонку 15 вокруг оси 16 и
возвращая ее в исходное положение. Затем закрывается отверстие в ссыпной трубе 12 и прекращается ссь1пка флюса из досыпного бункера 11 в приемную камеру флюсоаппарата 3, упор 5 проходит под рычагом 17. Начинается процесс сварки внутреннего шва трубы, после окончания которого труба 10 на тележке 8 возвргицается в исходное положение. Повторяется автоматическая засыпка флюса в приемную камеру флюсоаппарата 3.
В случае перехода тележкой 8 (при ее перемещении от штанги 1) положения оси совмещения выходного отверстия ссыпной трубы 12 .досыпного бункера 11 с воронкой 4 флюсоаппарата 3 упор б, взаимодействуя с неподвижной частью 18 рычага 17,згщерживает секторную заслонку 15, поворачивая ее вокруг оси 16. Затем закрывается отверстие в ссыпной трубе 12, прекращается ссыпка флюса в приемную камеру флюсоаппарата 3, упор б проходит под рычагом 17, предохраняя устройство для автоматической засыпки флюса от поломки.
Формула изобретения
Устройство для сварки внутренних продольных швов труб, содер)йащее неподвижную консольную штангу с укрепленными на ней сварочной головкой и флюсоаппаратом и тележку для
5 закрепления на ней и перемещения
относительно сварочной головки трубы, снабженную досыпным бункером с выходным патрубком и механизмом для автоматической засыпки флюса во
0 флюсоаппарат, отличающееся тем, что, с целью повЕ гшения надежности работы устройства,досыпной бункер снабжен секторной заслонкой с двумя боковыми стенками,шарнирно установленной на выходном патрубке бункера, и рычагом, жестко соединенным с одной из боковых стенок заслонки, а флюсоаппарат снабжен двумя упорами, установленными нгг его. корпусе с возможностью взаимодействия с упомянутым рычагом, при этом рычаг выполнен из двух шарнирно соединенных частей,.в одной из которых сделан паз, а другая размещена в упомянутом пазу.
5 Источники информации,
принятые во внимание при экспертизе
6-©МОФиг.1 8 /г.2
11
STUr
ч
7 ПГ .J
AzA
16
12
15
Фиг.6
12
иг.7
