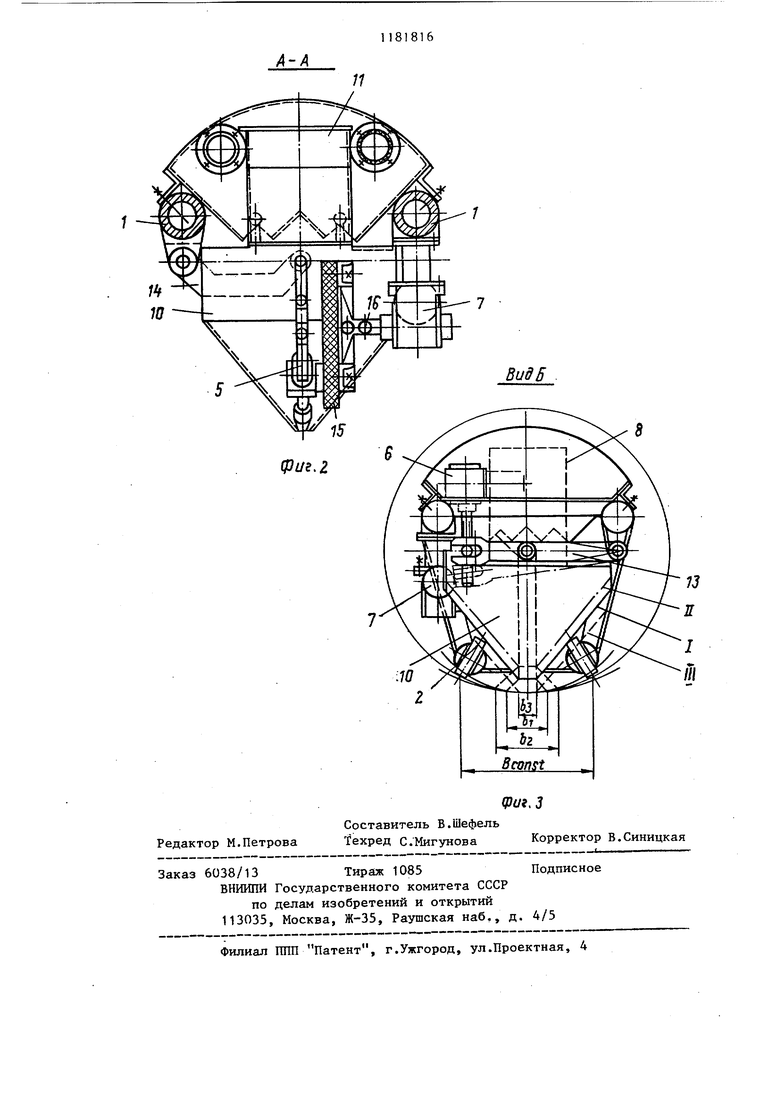
I1 ИзоГфетенис относится к производ ству прямошовных труб большого диаметра автоматической смаркой под флюсом. Цель изобретения - повышение качества сварки и уменьшение расхода флюса. В предлагаемом аппарате задвижка флюса регулируется относительно сва риваемого шва совместно с регулиро ванием положения сварочных электродов. На фиг. 1 изображен аппарат, общий вид; на фиг. 2 - разрез А-Л на фиг.,1; на фиг. 3 - вид Б на фиг.1, Аппарат содержит корпус I, выпол ненный в виде рамы с опорньп и роликами 2, на котором смонтированы механизмы 3 подачи электродной проволоки и сварочная головка 4, соединенные между собой гибкими проводками для электродной проволоки 5, механизмы 6 корректировки электродов по вертикали и поперек шва 7. флюсоаппарат, состоящий из накуумной камеры 8 с флюсоотсасывающим патрубком 9, ссыпной камеры 10 и по питочной камеры 11, и следящую систему 12. Вакуумная камера 8 жестко закреплена на корпусе 1 , а ссыпная 10 и подпиточная 11 в виде единого блока смонтированы с помощью рычаго 13 и 1А на корпусе 1 шарнирно с воз можностью перемещения по вертикали поперек шва. Нз ссыпной камере 10 с одной стороны жестко закреплена панель 15 со сварочной головкой 4, а с другой - следящая система Г2.. Подвижный узел, включающий ссыпную 10 и подпиточную 11 камеры, панель 15 сварочной головкой 4 и след 62 щее устройство 12, посредством рычага 13 кинематически связан с механизмом 6 вертикальной корректировки, а через панель 15 и серьгу 16 - с механизмом корректировки поперек шва 7. Аппарат фланцевой частью корпуса 1 крепится на консольной штанге трубосварочного стана. Аппарат работает следующим образоя. В процессе сварки внутреннего шва труба надвигается на аппарат, который опирается на ее поверхность опорными роликами 2. При постоянном расстоянии между роликами и переменной кривизне трубы вылет электродов и расстояние между ними, а также промежуток между ссыпной камерой и поверхностью трубы изменяется. По сигналу следящего устройства 12 и срабатывании механизма 6 вертикальной корректировки на соответствующую величину переместится связанный с механизмом 6 рычаг 13, поднимая или опуская ссыпную 10 и подпиточную 11 камеры, панель 15 со сварочной головкой 4 и следящее устройство 12. При смещении электродов со свариваемого стыка следящее устройство 12 выдает сигнал на привод корректировки поперек шва 7, который через серьгу 16 и связанную с ней панель 15 со сварочными головками 4 поворачивает относительно рычагов 13 и 14 камеры 10 и 11, а также следящее устройство 12. Аппарат позволяет уменьшить объем и длину флюсоаппарата и приблизить следящее устройство к электродам и за -счет этого повысить качество сварных швов и более экономно расходовать Флюс.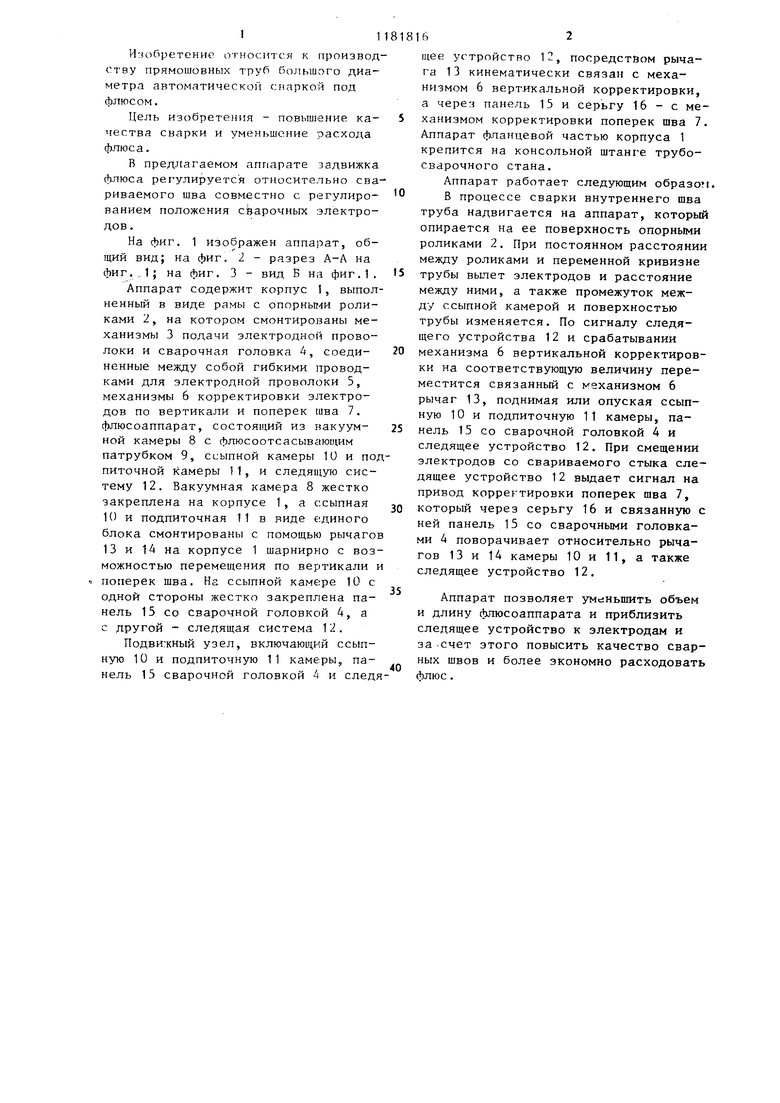
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ВНУТРЕННИХ СПИРАЛЬНЫХ И КОЛЬЦЕВЫХ ШВОВ | 1972 |
|
SU351654A1 |
| Устройство для сварки внутренних продольных швов труб | 1980 |
|
SU893473A1 |
| Устройство для сварки внутренних кольцевых швов под флюсом и способ настройки его на стык | 1989 |
|
SU1609592A1 |
| Устройство для сварки внутренних продольных швов труб | 1979 |
|
SU863240A1 |
| Аппарат для подачи и уборки флюса | 1978 |
|
SU749595A1 |
| Устройство для сварки внутренних продольных швов труб | 1982 |
|
SU1082593A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| АППАРАТ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ СТЫКОВЫХ И УГЛОВЫХ ШВОВ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1964 |
|
SU166983A1 |
| Устройство для сварки внутренних продольных швов труб | 1973 |
|
SU460132A1 |
АППАРАТ ДЛЯ СВАРКИ ВНУТРЕННИХ ПРОДОЛЬНЫХ ШВОВ ТРУБ, содержащий корпус с опорными роликами, на котором смонтированы сварочная головка, следящее устройство, механизм корректировки электродов по вертикали и поперек шва и флюсоаппарат с вакуумной, ссыпной и подпиточной камерами, о т личаюп;ийся тем, что, с целью повьшения качества сварки и уменьше-ния расхода флюса, флюсоаппарат вы- полнен из двух подвижных одна относительно другой камер, при этом вакуумная камера неподвижно закреплена на корпусе, а ссьшная и подпиточная камеры обьединены в единый блок со (Л сварочной головкой и смонтированы на корпусе с возможностью перемещения по вертикали и поперек шва совместно с электродами.. 00 00 О) 
