(54) УСТРОЙСТВО ДЛЯ СВАРКИ ВНУТРЕННИХ ПРОДОЛЬНЫХ ШВОВ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки внутренних продольных швов труб | 1980 |
|
SU893473A1 |
| Устройство для сварки внутренних продольных швов труб | 1973 |
|
SU460132A1 |
| Аппарат для подачи и уборки флюса | 1978 |
|
SU749595A1 |
| АППАРАТ ДЛЯ ПОДАЧИ И УБОРКИ ФЛЮСА ПРИ СВАРКЕ ВНУТРЕННИХ ПРОДОЛЬНБ1Х ШВОВ ТРУБ | 1969 |
|
SU239469A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ и УБОРКИ ИЕИСПОЛЬЗОВАННОГО ФЛЮСА ПРИ АВТОМАТИЧЕСКОЙ СВАРКЕ | 1973 |
|
SU363556A1 |
| Флюсоаппарат | 1980 |
|
SU893451A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ВНУТРЕННИХ СПИРАЛЬНЫХ И КОЛЬЦЕВЫХ ШВОВ | 1972 |
|
SU351654A1 |
| Аппарат для сварки внутренних продольных швов труб | 1984 |
|
SU1181816A1 |
| ФЛЮСОАППАРАТ ВСАСЫВАЮЩЕЙ СИСТЕМЫ | 1968 |
|
SU211706A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
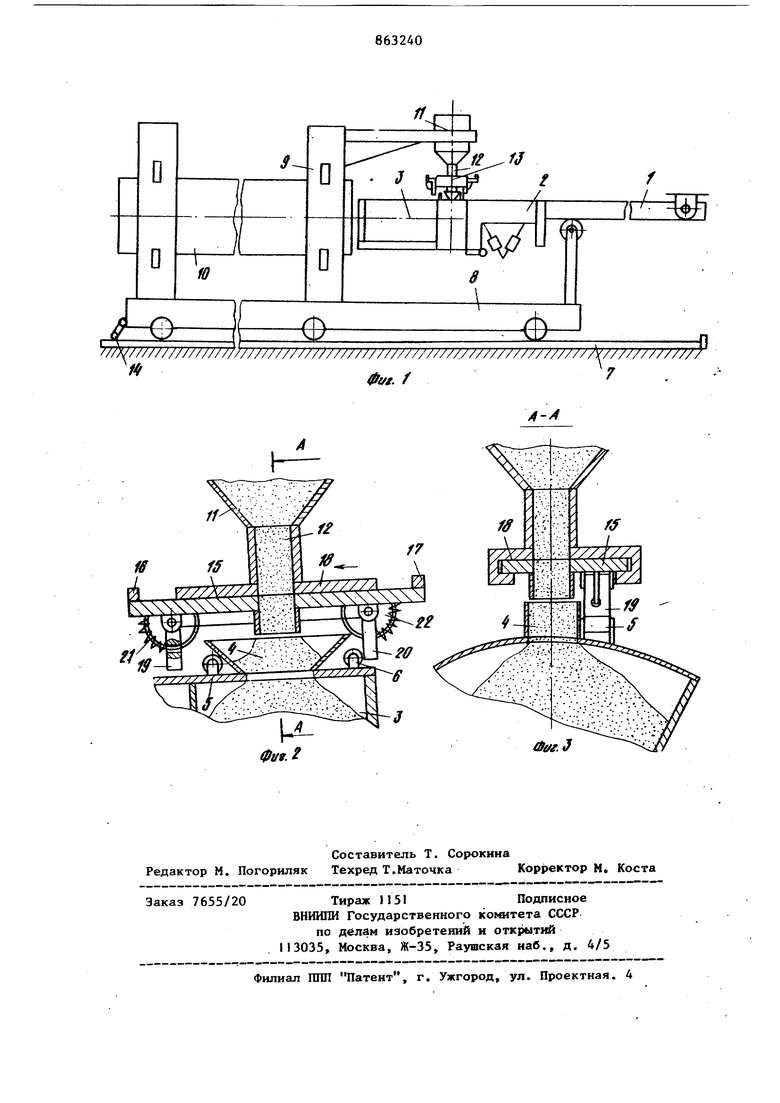
Изобретение относится к производству прямошовных труб большого диаметра автоматической дуговой сваркой под флюсом. Известно устройство для сварки внутренних продольных швов труб, содержащее неподвижную консольную штангу с укрепленной на ней сварочной головкой с флюсоаппаратом и тележку для перемещения трубы относительно сварочной головки. На тележке установлен досыпной бункер, снабженный на выходном отверстии подвижной заслонкой, а на корпусе флюсоаппарата выполнен упор, взаимодействующий с заслонкой l. Однако такое устройство для автоматической засыпки флюса во флюсоаппарат одновременно с вьщачей трубы не обладает достаточной надежностью в работе. При переходе тележкой положения оси совмещения выходного отверстия досыпного бункера с воронкой флюсоаппарата происходит деформация или разрушение пружины заслонки. Цель изобретения - повышение надежности конструкции. Цель достигается тем,- что устройство снабжено двумя качающимися подпружиненными упорами, смонтированными на заслонке по обе стороны от выходного отверстия досыпного бункера и дополнительным упором, закрепленным на корпусе флюсоаппарата, при этом упоры на корпусе флюсоаппарата и качающиеся упоры на заслонке имеют возможность взаимодействия друг с другом. На фиг. 1 изображено предлагаемое устройство для сварки внутренних продольных швов труб, общий вид; на фиг. 2 - устройство для автоматической засыпки флюса; на фиг. 3 - разрез А-А на фиг. 2. На консольной неподвижной штанге 1 закреплена сварочная головка 2 и флюсоаппарат 3 с воронкой 4 для засыпки флюса с упорами 5 и 6, смонтированными на корпусе флюсоаппарата. На рель совом пути 7 установлена самоходная 3 тележка 8 с люльками 9, снабженными механизмами кантовки и поддержки трубы 10. На передней люльке 9 укреплен досыпной бункер I1 с ссыпной трубой 12 и механизмом 13 для автоматической эасыпки флюса во флюсоаппарат 3. В конце рельсового пути 7 установлен концевой выключатель I4. Механизм для автоматической засыпки флюса выполнен в виде заслонки 15 с двумя ограничительными упорами 16 и 17, которая помещена в направляющие 18. На заслонке 15 установлены два качающиеся упора 19 и 20 подпружиненными пружинами 21 и 22 с противоположных сторон от выходного отверстия досыпного бункера. После окончания сварки тележка 8 с трубой 10, досыпньм бункером И и механизмом 13 для автоматической засыпки флюса возвращается в исходное положение, определяемое концевым выключателем 14. В конце пути упоры 5 и 6, установленные на флюсоаппарате 3, отклоняя упор 19 проходят под ним упор 6 взаимодействуя с подпружиненным упором 20, задерживает заслонку 15 и ее отверстие устанавливается над воронкой 4 флюсоаппарата 3, а ссыпная труба )2 с направляющими 18 пррдолжает перемещаться вместе с досыпным бункером 11 до тех пор, пока не остановится тележка 8 с трубой 10. В этот момент отверстие в ссыпной трубе 12 располагается над воронкой 4, и флюс из досыпного бункера 1 ссыпается в приемную камеру флюсоаппарата 3. Одновременно выполняется выдача сваренной трубы 10 и прием на тележку 8 сл дующей. По окончании этих операций новая труба 10 на тележке 8 перемещается к штанге I. Упор 5, взаимодействуя с подпружиненным упором 19, перемещает заслонку I5 в направляющих 18 до ограничительного упора 17, возвращая ее в исходное положение, прекращаетс ссыпка флюса из досыпного бункера 11 в приемную камеру флюсоаппарата 3, упоры 5 и 6, отжимая и отклоняя упор 0 19, проходят под ним. Начинается процесс варки внутреннего шва трубы, после окончания которого труба 10 на тележке 8 возвращается в исходное положение, и повторяется автоматическая засыпка флюса в приемную камеру флюсоапп&рата 3, При переходе тележкой 8 положения оси совмещения выходного отверстия ссыпиой трубы I2 досыпного бункера 11 с воронкой 4 флюсоаппарата 3 упор 6 на корпусе флюсоаппарата, взаимодействуя с упором 20 на заслонке, перемещает заслонку 15 в направляющих 18 до ограничительного упора 16, перекрывая отверстия ссыпной трубы 12, прекращается ссыпка флюса. При дальнейшем передвижении тележки упор 6 отжимает и отклоняет подпружиненный упор 20 и проходит под ним, предохраняя устройство для автоматической засыпки флюса от поломки. Формула изобретения Устройство для сварки внутренних продольных швов труб, содержащее консольную штангу со сварочной головкой, флюсоаппаратом и тележкой с установленным на ней досьтным бункером, снабженным на выходном отверстии подвижной заслонкой, притом на корпусе флюсоаппарата выполнен упор, взаимодействующий с заслонкой, отличающееся тем, что, с целью повышения надежности конструкции, устройство снабжено двумя качающимися подпружиненными упорами, смонтированными иа заслонке по обе стороны от выходного отверстия досыпного бункера и дополнительшш упором, закрепленным на корпусе флюсоаппарата, при этом упоры на корпусе флюсоаппарата и качающиеся упоры на заслонке имеют возможность взаимодействия друг с другом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР .№ 460132. кл. В 23 К 31/06, 1973.
