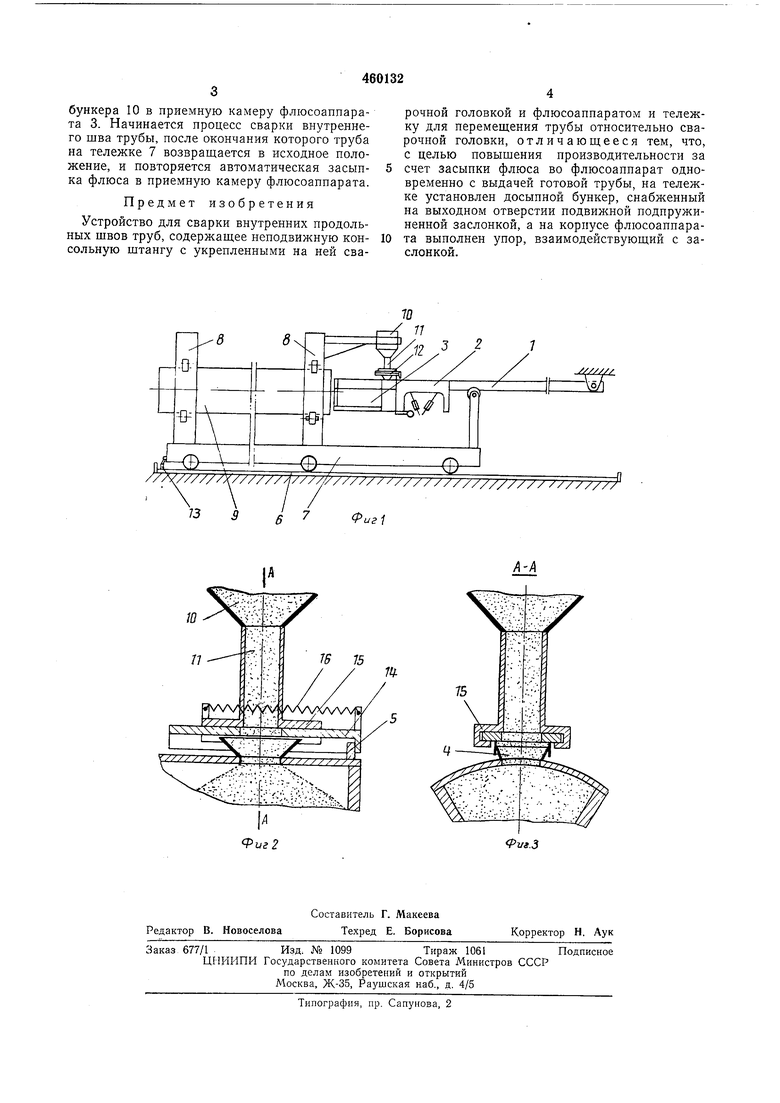
Изобретение относится к области производства прямошовных труб большого диаметра автоматической электродуговой сваркой под флюсом. Известно устройство для сварки внутренних продольных швов труб, содержашее неподвижную консольную штангу с ук|репленными на ней сварочной головкой и флюсоаппаратом и тележку для перемеш,ения 11рубы относительно сварочной головки. С целью повышения производительности за счет засыпки флюса во флюсоаппарат одновременно с выдачей трубы в предлагаемом устройстве на тележке установлен досыпной бункер, снабженный на выходном отверстии подвижной подпружиненной заслонкой, а на корпусе флюсоаппарата выполнен упор, взаимодействующий с заслонкой. На фиг. 1 изображено предлагаемое устройство для сварки внутренних продольных швов труб, общий вид; на фиг. 2 - устройство для автоматической засыпки флюса; на фиг. 3 - разрез по А-А на фиг. 2. На консольной неподвижной штанге 1 закреплена сварочная головка 2 и флюсоаппарат 3 с воронкой 4 для засыпки флюса и упором 5. На рельсовом пути 6 установлена самоходная тележка 7 с люльками 8, снабженными механизмами кантовки и поддержки трубы 9. На передней люльке укреплен досыпной бункер 10 с ссыпной трубой 11 и механизмом 12 для автоматической засыпки флюса во флюсоаппарат 3. В конце рельсового пути 6 установлен концевой выключатель 13. Механизм 12 .для автоматической засыпки флюса выполнен в виде заслонки 14, которая помещена в направляющие 15 и соединена с ними пружиной 16. После окончания сварки тележка 7 с трубой 9, досыпным бункером 10 и механизмом 12 для автоматической засыпки флюса возвращается в исходное положение, определяемое концевым выключателем 13. В конце пути заслонка 14 задерживается упором 5, и отверстие в заслонке 14 устанавливается над воронкой 4 флюсоаппарата 3, а ссыпная труба 11 с направляющими 15, растягивая пружины 16, продолжает перемещаться вместе с досыпным бункером 10 до тех пор, пока не остановится тележка 7 с трубой 9. В этот момент отверстие в ссыпной трубе 11 располагается над воронкой 4, и флюс из досыпного бункера 10 ссыпается в приемную камеру флюсоаппарата 3. Одновременно выполняются выдача сваренной трубы и прием на тележку следующей. По окончании этих операций новая труба на тележке 7 перемещается к штанге 1, пружина 16, возвращаясь в исходное положение, перемещает заслонку 14 в направляющих 15, прекращая ссыпку флюса из досыпного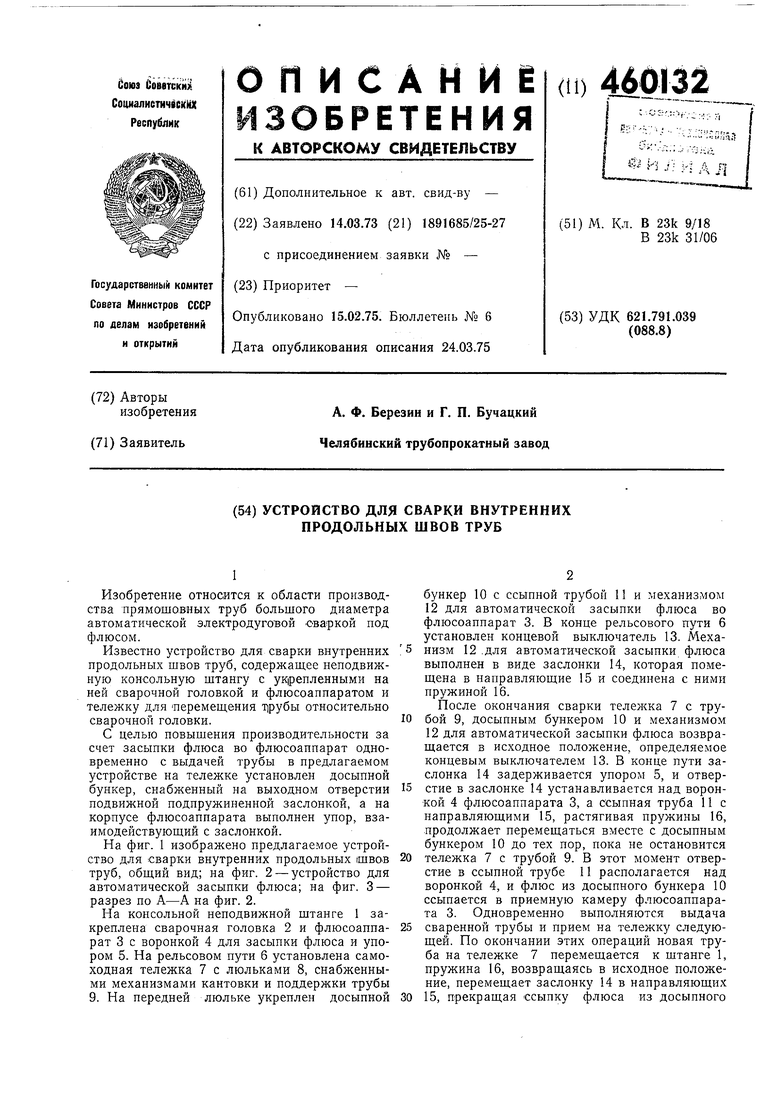
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки внутренних продольных швов труб | 1979 |
|
SU863240A1 |
| Устройство для сварки внутренних продольных швов труб | 1980 |
|
SU893473A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ и УБОРКИ ИЕИСПОЛЬЗОВАННОГО ФЛЮСА ПРИ АВТОМАТИЧЕСКОЙ СВАРКЕ | 1973 |
|
SU363556A1 |
| Аппарат для подачи и уборки флюса | 1978 |
|
SU749595A1 |
| Аппарат для сварки внутренних продольных швов труб | 1984 |
|
SU1181816A1 |
| АППАРАТ ДЛЯ ПОДАЧИ И УБОРКИ ФЛЮСА ПРИ СВАРКЕ ВНУТРЕННИХ ПРОДОЛЬНБ1Х ШВОВ ТРУБ | 1969 |
|
SU239469A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ВНУТРЕННИХ СПИРАЛЬНЫХ И КОЛЬЦЕВЫХ ШВОВ | 1972 |
|
SU351654A1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| Установка для сварки внутренних кольцевых швов цилиндрических изделий | 1983 |
|
SU1097472A1 |
