1
Изобр€гет1е относится к обработке силикат ных материалов и предназначено для резки крупногабаритных пустотелых оболочек, например, из кварцевого стекла.
Известен способ резки труб под различными углами путем движущихся в противофазе двух диаметрально расположенных инструментальных головок 1.
Недостатком известного способа являются ограниченные технологические возможности в процессе резки труб, которые, в частности, исключают возможность обработки пустотелых оболочек нецилиндрической формы.
Наиболее близким к предлагаемому является способ резки крупногабаритных пустотелых оболочек из силикатных материалов путем врезания рабочего инструмента в стенку оболочки и обкатывания его по образующей 12.
Недостаток этого способа заключается в том, что врезание рабочим инструментом в стенку оболочки производят блез учета величины искривления образующей, что исключает возможность разрезания оболочек, напримео
из кварцевого стекла с переменным по образующей радиусом кривизны.
Цель изобретения - разрезание оболочек с переменным по образующей радиусом кривизны.
Поставленная цель достигается тем, что в способе резки крупногабаритных пустотелых оболочек из силикатных материалов путем врезания рабочего инструмента в стенку оболочки л обкатывания его по образующей,
10 врезание начинают на участках с наименьшими радиусами кривизны постепенно переходя к участкам с больцшми радиусами кривизны.
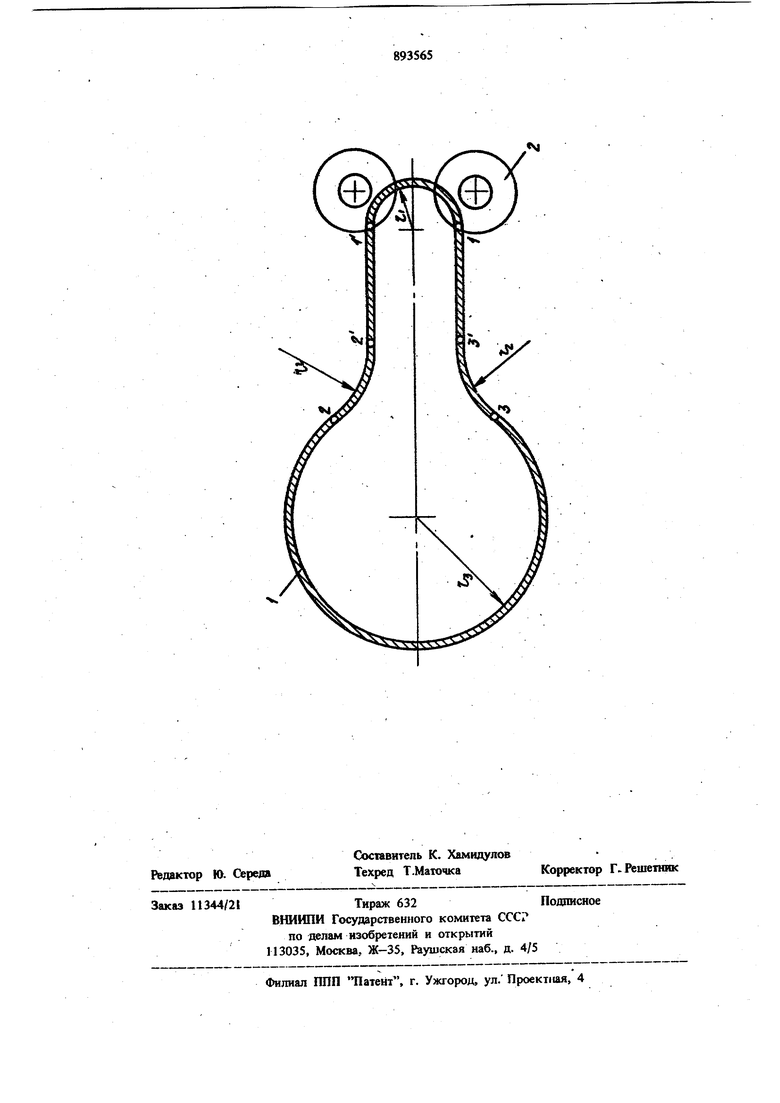
На чертеже показана схема осуществления способа.
15
Разрезаемая оболочка 1 с радиусами кривизны образующей г,, Гз, г, крепится на подвижной опоре (не показано). Резание производится рабочим инструментом 2 (отрезной круг с наружной режущей кромкой).
20
Резка оболочки осуществляется следуюишм образом.
Рабочий инструмент врезают в стенку оболочки н участке образующей, ограниченными
точками 1 и l и имеющим шименьший радиус кривизны (fj , TI ). Если врезание произошло н точке 1, то оболочка обкатывается рабочим инструментом до тех пор, пока он не достигнет точки 1. После зтого врезание и обкатывание таким же образом производится на участках 2-2 или 3-3, так как ri rj. Ввиду того, что оба участка имеют один и тот же радиус кривизны Г1, не имеет значения, какой из зтих учлстков обкатывается в первую очередь. После этото производится врезание и обкатывание на участ ке 2-3, имеющий радиус кривизны Гз (г2 1 гз). В последнюю очередь разрезают прямолинейные участки, ограниченные точками 2-lи 3-1. И в зтом случае не имеет значения, в какой последовательности зти участки будут разрезаны.
Предлагаемый способ использован при резке колб из кварцевого стекла ГОСТ 15130-69 диаметром 250 мм, с радиусами кривизны образующей 125, 40 и 25 мм, толщиной стенки 2 мм.
Резка указанных колб путем врезания рабочего инструмента в их стенку и обкатывания по образующей без учета величины искривления последней приводит к образованию трещин. Это объясняется тем, что в процессе резки в теле колбы происходит возникновение новых нли перераспределение имеющихся внутренних напряжений с макосмальной коф ешрацией послвдаих в наиболее косривленвых местах пове хнрсти колбы.
Положительный эффект изобретения состоит в расширении технологических возможностей известных способов резки, т.е. в возможности разрезания тонкостенных .пустотелых оболочек, например, из кварцевого стекла с переменным по образующей радиусом К1жвизны.
Предлагаемый способ целесообразно применять при резке оболочек, у которых отнощение максимального диаметра D к толщине стенки равно или больше 100, т.е. D/h $: 100. .
Формул.а изобретения
Способ резки крупногабаритных пустотелых оболочек из силикатных материалов путем врезания рабочего инструмента в стенку оболочки и обкатывания его по образующей, отличающийся тем, что, с целыо разрезания оболочек с переменным по образукщей радиусом кривижы, .врезание я обкатку начинают на участках с наименьшими радиусами кривизны постепенно переходя к участкам с больигамн радиусами кривизны.
Источники информадаи, П|И Нятые во внимание при этсспертизе
1.Авторское свидетельство СССР № 181477, кл. В 23 О 45/10, 1966.1
2.Авторское свидетельство СССР N 624794, кл, В 28 D 1/04.. 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки крупногабаритных оболочек | 1979 |
|
SU870158A1 |
| СПОСОБ ДАВИЛЬНОЙ ОХВАТЫВАЮЩЕЙ ОБРАБОТКИ ИНСТРУМЕНТОМ-КОЛЬЦОМ | 2009 |
|
RU2414981C1 |
| Способ обработки конических отверстий | 1982 |
|
SU1074663A1 |
| ДАВИЛЬНЫЙ ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ - КОЛЬЦО | 2009 |
|
RU2411100C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| Способ изготовления стеклянной сферической оболочки с центральным сквозным отверстием | 1982 |
|
SU1047666A1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
| СПОСОБ ОХВАТЫВАЮЩЕЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2411098C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| ДАВИЛЬНОЕ ОХВАТЫВАЮЩЕЕ УСТРОЙСТВО | 2009 |
|
RU2411099C1 |