1
Изобретение относится к машиностроению и может быть использовано для изготовления шарнирных соединений деталей машин.
Известен способ изготовления шарового шарнира путем завальц9вывания шаровой головки пальца в корпусе и упрочнения поверхностей трения, например, азотированием 1J.
Недостатком известного способа является то, что упрочнение напряженн лх поверхностей трения производят совместно, после завальцовки головки пальца в корпусе, что затрудняет упрочнение и ведет к недостаточной долговечности шарнира.
Цель изобретения - увеличение долговечности шарового шарнира.
Поставленная цель достигается тем, что в, способе изготовления шарового шарнира путем завальцовывания шаровой головки пальца в корпусе и упрочнения сопрягаемых поверхностей трения, упрочнение сопрягаемых поверхностей трения проводят раздельно перед завальцовыванием,при этом на внутренней поверхности завальцовываемой части корпуса предварительно наносят сетку пазов с глубиной не .менее толщины упрочняемого слоя, и образующие
пазы поверхности покрывают легкоплавким металлом.
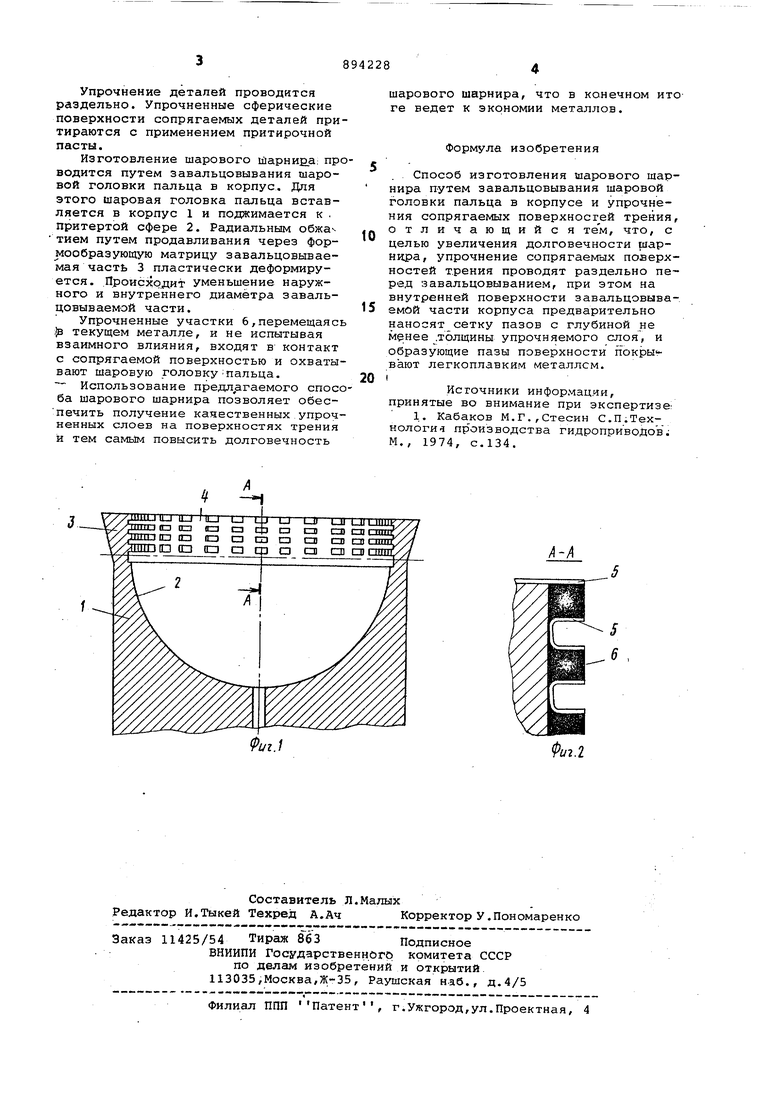
На фиг.1 изображен корпус шарнира до завальцовывания; на фиг. 2 - сечение А-А на фиг.1.
В корпусе 1 шарового шарнира выполнена внутренняя сферическая поверхность 2, притертая с сопрягаемой по10верхностью головки пальца. На завальцовываемой части 3 корпуса 1 выдолнена сетка пазов 4 с глубиной, равной наибольшей возможной глубине упрочненного слоя. Пазы выполняются
15 механической обработкой резцов в виде пересекающихся продольных и окружных- канавок прямоугольного сечения со округлениями углов.
Местная защита пазов на внутренней
20 поверхности завальцовываемой части корпуса от упрочнения, например, азотированием, выполняется нанесением гальванического, покрытия 5 из легкоплавкоГо металла, например, олова.
25 Участки,предназначенные для азотирования, предохраняются от гальванического покрытия путем нанесения слоя изолирующего лака,который удалялся перед азотированием продувкой
30 сжатым воздухом.
Упрочнение деталей проводится раздельно. Упрочненные сферические поверхности сопрягаемых деталей притираются с применением притирочной
пасты.
Изготовление шарового шарнира: проводится путем завальцовывания шаровой головки пальца в корпус. Для этого шаровая головка пальца вставляется в корпус 1 и поджимается к . притертой сфере 2. Радиальным обжа-тием путем продавливания через формообразующую матрицу завальцовываемая часть 3 пластически деформируется. Происходит уменьшение наружного и внутреннего диаметра завальцовываемой части.
Упрочненные участки 6,перемещаясь .JB текущем металле, и не испытывая взаимного влияния, входят в контакт с сопрягаемой поверхностью и охватывают шаровую головкуПальца. - Использование предлагаемого способа шарового шарнира позволяет обеспечить получение каяественных упрочненных слоев на поверхностях трения и тем самым повысить долговечность
шарового шарнира, что в ко.нечном ито ге ведет к экономии металлов.
Формула изобретения
Способ изготовления шарового шарнира путем завальцовывания шаровой головки пальца в корпусе и упрочнения сопрягаемых поверхкосгей трения, отличающийся тем, что, с целью увеличения долговечности шарнира, упрочнение сопрягаемых поверхностей трения проводят раздельно перед завальцовыванием, при этом на внутренней поверхности завальцовываемой части корпуса предварительно наносят сетку пазов с глубиной не .толщины упрочняемого , и образующие пазы поверхности пЪкрывают легкоплавким металлом. I
Источники информации, принятые во внимание при экспертизе:
1. Кабаков М.Г.,Стесин С.П.Тех. нологИ производства гидроприводов; М., 1974, с.134.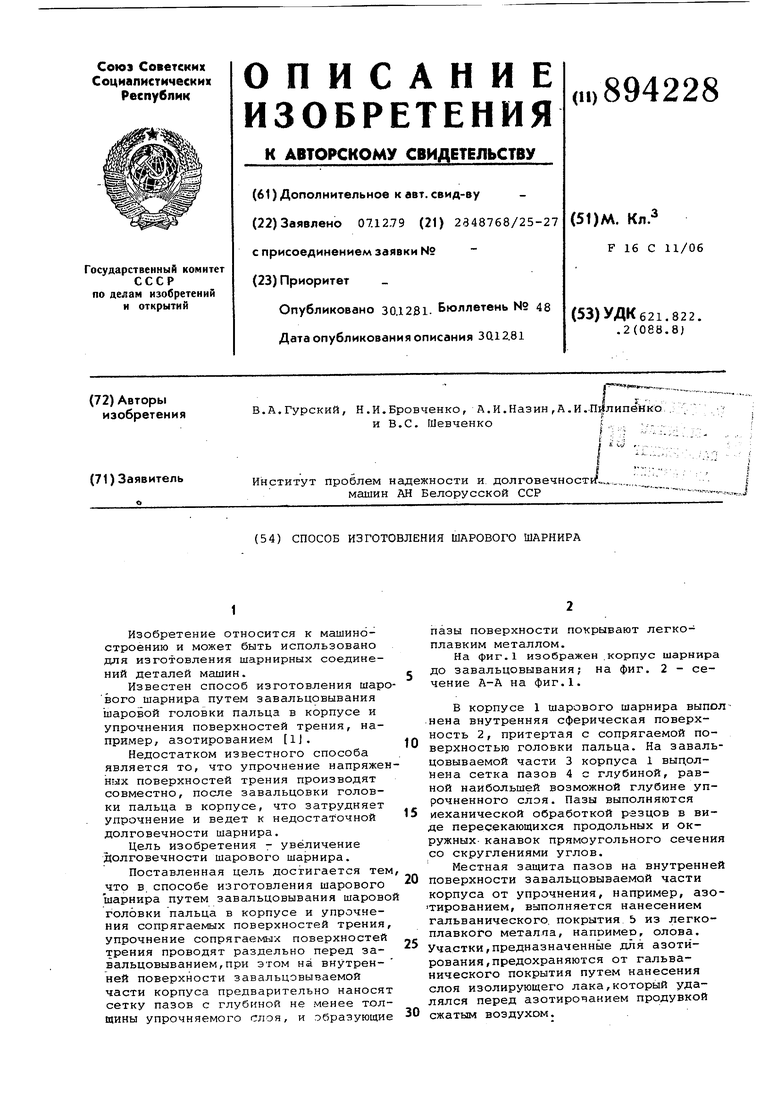
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАРОВОЙ ШАРНИР, КОРПУС, ВКЛАДЫШ И ЗАЩИТНЫЙ ЧЕХОЛ ЭТОГО ШАРНИРА | 2004 |
|
RU2267665C2 |
| ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ НАСЫПНЫХ ГРУЗОВ | 1991 |
|
RU2043274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ БИМЕТАЛЛИЧЕСКИХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ТРУБ | 2004 |
|
RU2263013C1 |
| Способ изготовления составного образца с поверхностным слоем и ведения испытаний по определению параметров поверхностного упрочнения | 2020 |
|
RU2743618C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ АЛМАЗОАБРАЗИВНОЙ И ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2333093C1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ АЛМАЗОАБРАЗИВНОЙ И ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2333092C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2350454C1 |
| СФЕРИЧЕСКИЙ ШАРНИР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2127835C1 |
| Способ определения прочности материалов | 2020 |
|
RU2758685C1 |
| УСТРОЙСТВО ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2371299C1 |
