(54) УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПРЕРЫВИСТЫХ ПОКРБ1ТИЙ НА ЛЕНТОЧНЫЙ МАТЕРИАЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения прерывистого покрытия на ленточный материал | 1974 |
|
SU511111A1 |
| Устройство для нанесения смазки на ленточный материал | 1990 |
|
SU1733117A1 |
| Устройство для нанесения не сплошного пленочного покрытия на полотно ткани, бумаги и другого подобного материала | 1960 |
|
SU141617A1 |
| Устройство для изготовления пленочныхМАТЕРиАлОВ | 1979 |
|
SU804484A1 |
| Машина для печатания тканей | 1975 |
|
SU562444A1 |
| Устройство для нанесения не сплошного пленочного покрытия на полотно ткани, бумаги и другого подобного материала | 1961 |
|
SU140945A1 |
| Машина для трафаретной печати на полотне | 1988 |
|
SU1762744A3 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЖИДКИХ ИЛИ ПАСТООБРАЗНЫХ ВЕЩЕСТВ НА ТВЕРДЫЕ ПОДЛОЖКИ И ЕГО МЕХАНИЗМ КАЛИБРОВКИ ЗАЗОРА РАКЕЛЬНОГО БЛОКА | 2003 |
|
RU2238153C1 |
| КРАСКОПОДАЮЩЕЕ УСТРОЙСТВО С КРАСОЧНЫМ НОЖОМ | 2014 |
|
RU2667814C1 |
| СИСТЕМА И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЕМКОСТИ | 2007 |
|
RU2431094C2 |
1
Изобретение относится к технике нанесения покрытий на изделия неограниченной длины и может использоваться, например, в легкой промышленности для получения точеных нолихлорвиниловых покрытий на ткани, а также в других отраслях народного хозяйства, применяющих подобные материалы.
Известно устройство для нанесения прерывистого покрытия на ленточный материал. Устройство содержит механизм транспортировки материала, вращающийся барабанщаблон и систему подачи полимерной композиции, выполненную в виде трех ракелейпитающего, расположенного снаружи, дозирующего и наносного,расположенных внутри барабана-щаблона. Привод барабана осуществляется от механизма транспортировки материала. С целью регулирования привеса наносимых композиций питающий, дОзирующий и наносной ракели подвижно установлены на валу барабана-шаблона 1.
Известное устройство имеет ряд недостатков, среди которых быстрый выход из строя барабана-шаблона и ограниченная производительность устройства, обусловленные тем, что усилия, возникающие при
деформации одновременно трех ракелей, приводят к усиленному износу стенок барабана-шаблона и требуют для обеспечения стабильной скорости его вращения и преодоления усилий, возникающих при трении трех ракелей о его стенки, больших усилий 5 прижима барабана-щаблона к механизму транспортировки материала.
Кроме того, недостатком устройства является неудобство технического обслуживания наладки, сборки и разборки устройства
jj из-за установки барабана-щаблона и трех ракелей одновременно на одной общей оси. К недостаткам устройства относится неравномерность нанесения покрытий, связанная с тем, что при регулировке угла наклона и усилия прижима ракелей к бара15 бану-шаблону нарушается их взаимное расположение, что, в свою очередь, приводит к неравномерной подаче полимерных композиций.
Наиболее близким к описываемому устройству по технической сущности и достигаемому результату является устройство для нанесения прерывистых покрытий на ленточный материал, содержащее установленный с возможностью вращения барабан-шаблон с расположенными внутри него питающей трубой для подачи полимерной композиции, разравнивающим и наносным ракелями, механизм регулировки положения ракелей и механизм транспортировки материала 2.
Устройство работает следующим образом.
Краска, вытекая из питающей трубы, попадает на разравнивающий ракель, стекает по нему (при этом происходит разравнивакие потока жидкости за счет ее растекания по поверхности) и через зазор между барабаном-шаблоном и разравнивающим ракелем подается под наносной ракель, который и продавливает ее через перфорацию барабана-щаблона на материал.
При остановке устройства для предотвращения загрязнения краской материала и других узлов конструкцией предусмотрена возможность поворота системы подачи краски вокруг оси барабана-щаблона до положения, при котором краска, находящаяся внутри него, стекает по каналу, образованному захватывающим и разравнивающим ракелями, через выходное отверстие обратно в питающую трубу.
Механизмы регулировки определяют угол наклона и точку приложения наносного ракеля к внутренней поверхности барабана-щаблона и обеспечивают минимально необходимое усилие прижима ракеля к барабану-щаблону, т.е. минимально возможную нагрузку на последний. При этом обеспечивается независимая друг от друга регулировка выщеухазанных эле.ментов.
Равномерность распределения краски по длине наносного ракеля обеспечивается за счет растекания жидкости по поверхности разравнивающего ракеля, калибровки ее потока в щели, образованной им и внутренней поверхностью барабана-щаблона, а также при растекании жидкости под сами.м наносным ракеле.м (за счет постоянного запаса
краски под ним).
К недостаткам данного устройства применительно к технике нанесения прерывистых полимерных покрытий следует отнести ограниченные технологические возможности, не позволяющие получать высококачественные прерывистые полимерные покрытия различной толщины, равнотолщинные по всей щирине нанесения, с использованием полимерных композиций щирокого диапазона вязкости и других физических свойств.
Устройство рассчитано на применение только маловязких красок и получение покрытий сра)нительно небольшой тол1цины, разнотолщи1 ность которых по щирине нанесения особого значения не и.меет.
Применяемая система подачи краски не обеспечивает равномерное распределение композиции по всей длине наносного ракеля, так как выходное отверстие питающей
трубы не регулируется по толщине и, следовательно, не ко.мпенсирует потерю давления композиции по длине трубы. Полностью же компенсировать это неравномерное распределение за счет растекания композиции по поверхности разравнивающего ракеля и под наносным ракелем практически невозможно ввиду вязкотекучестк полимерных композиций, требуюп их на это гораздо большего по сравнению с жидкими красками времени. Калибровка же потока композиции в щели, образованной разравнивающи.м ракеле.м и внутренней поверхностью барабана-щаблона, .может быть осуществлена только при условии сохранения строгой ее параллельности, чего достичь практически невозможно, так как в процессе работы устройства часто возникает необходимость неравномерного прижатия наносного ракеля к внутренней поверхности барабана-шаблона для ко.мпенсации, например, погрешностей формы и неравномерного износа гибкого ножа наносного ракеля. Это, в свою очередь, приводит к искажению формы и размеров вышеуказанной щели.
Целью изобретения является улучшение качества получае.мых прерывистых покрытий и расширение тех 1ологических возможностей устройства при использовании полимерных композиций различной вязкости, в том числе высоковязких паст.
Поставленная цель достигается за счет того, что в устройстве для нанесения прерывистого покрытия на ленточный .материал, содержаще.ч установле.чный с возможностью вращения барабан-шаблон с расположенными внутри него питающей трубой для подачи полимерной композиции и разравнивающи.м и наносным ракелями, механизм регулировки положения ракелей и .механизм транспортировки .материала, питающая труба выполнена с рядом выходных отверстий, в каждом из которых установлен дросселирующий элемент.
При этом дросселирующий элемент выполнен в виде ци;шндрической заслонки, установленной с возможностью перемещения по резьбе, выполненной в корпусе питающей трубы.
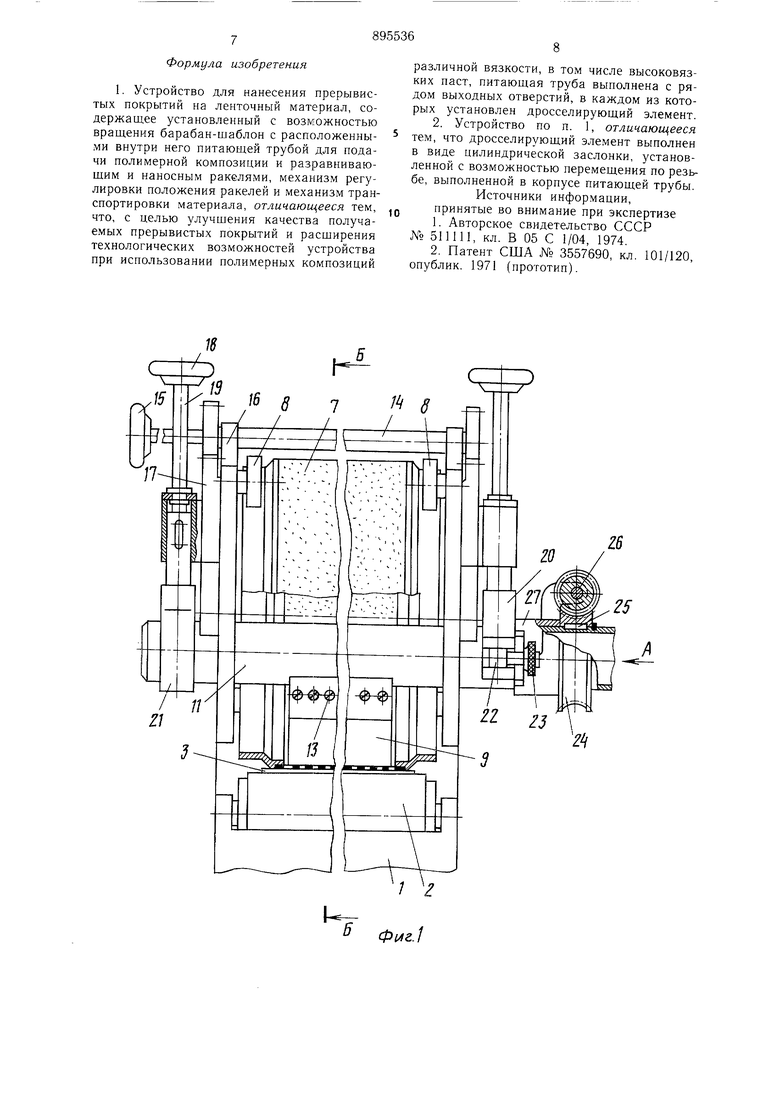
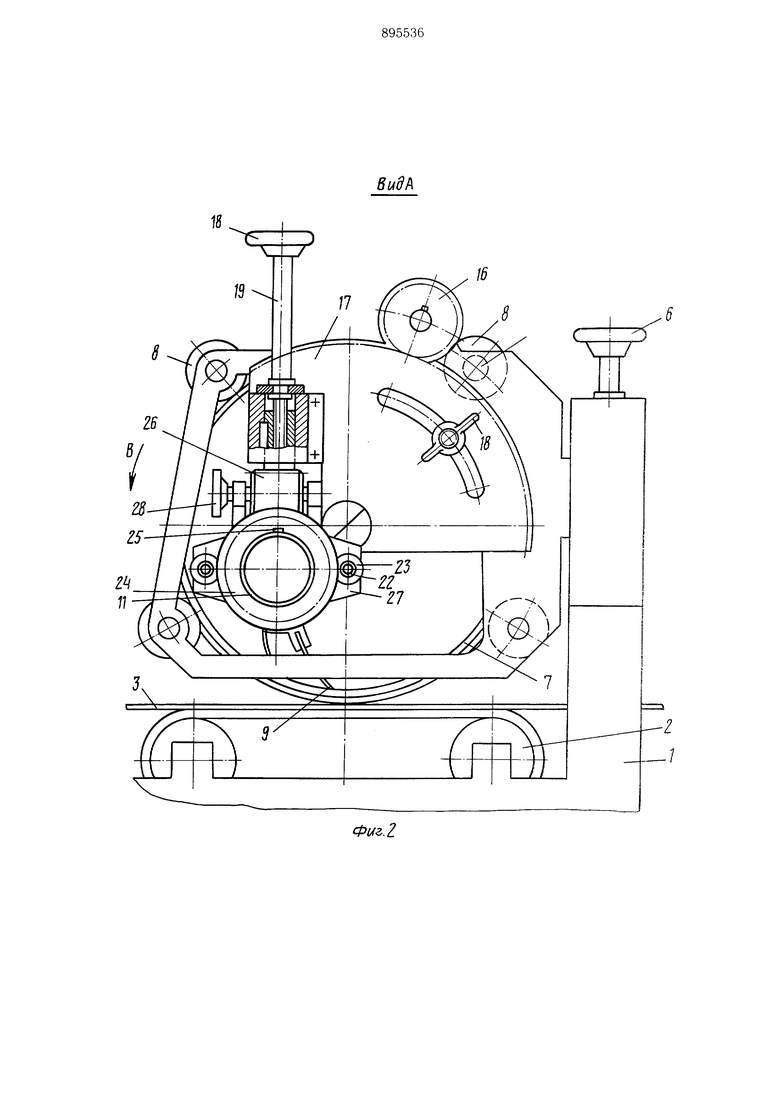
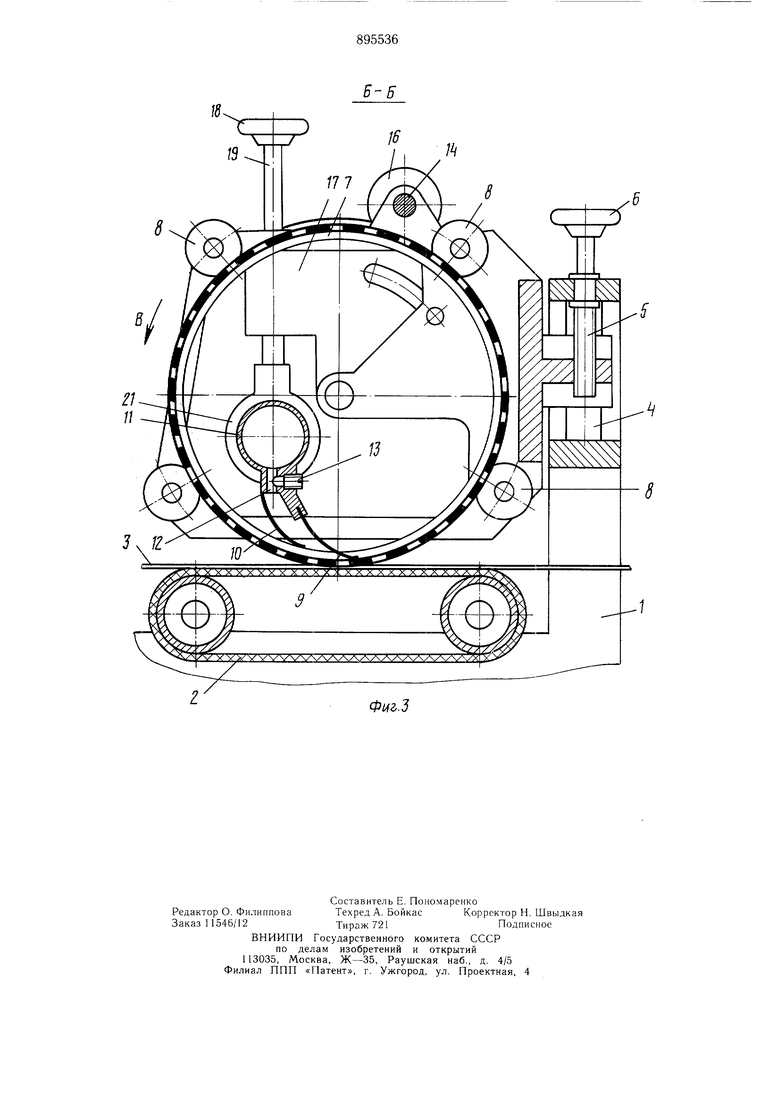
На фиг. 1 изображено устройство, общий вид с .местными разрезами; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез по .6-Б на фиг. 1.
Устройство для нанесения прерывистых покрытий включает неподвижную станину 1, механизм транспортировки 2 материала 3 и наносную головку, установленную в направляющих 4 и закрепленную винтами 5, соединенными с маховиками 6.
Наносная головка состоит из установленного с возможностью барабанащаблона 7 с опорами в виде роликов 8 и с расположенными внутри него наносным ракелем 9, разравнивающим ракелем 10 и
питающей трубой 11, выполненной с рядом выходных отверстий 12, в каждом из которых установлен дросселирующий элемент в виде цилиндрической заслонки 13.
Устройство включает также механизм поворота питающей трубы с наносным ракелем вокруг оси барабана-шаблона, выполненный в виде установленных на валу 14 маховиков 15, зубчатых колес 16, находящихся в зацеплении с зубчатыми секторами 17, рабочее положение которых фиксируется гайками 18, и систему регулировки угла наклона и прижима наносного ракеля, размещенную на зубчатых секторах 17, в которую входят механизм радиального перемещения питающей трубы с ракелями и механизм поворота питающей трубы с ракелями вокруг ее оси.
Механизм ралтиального перемещения питающей трубы с ракелями состоит из маховиков 18, закрепленных на винтах 19, связанных с опорами 20 и 21.
Питающая труба 11 вместе с наносным ракелем 9 и разравнивающим ракелем 10 устанавливается в опорах 20 и 21 с возможностью вращения вокруг собственной оси и крепится к опоре 20 откидными болтами 22 и гайками 23.
Такая конструкция позволяет устанавливать и снимать трубу 11 быстро и без разборки других узлов устройства.
Механизм поворота питающей трубы с ракелями вокруг ее оси включает неподвижно установленное на питающей трубе 11 червячное колесо 24 со шпонкой 25, червяк 26, закрепленный в корпусе 27, и маховик 28.
Устройство работает следующим образом.
Шнековым питателе.м или другим известным механизмом (на чертеже не показан) полимерная композиция под давлением подается в питающую трубу 11. Через отверстия 12 в питающей трубе 11 композиция попадает на разравнивающий ракель 10. Здесь, за счет растекания композиции по поверхности разравнивающего ракеля 10, происходит выравнивание ее потока. Затем композиция попадает под наносной ракель 9, который и продавливает ее через перфорацию барабана-шаблона 7 на материал 3, расположенный между ним и механизмом транспортировки материала 2. При этом под наносным ракелем 9 всегда находится постоянный запас полимерной композиции, что также, за счет ее растекания, способствует более равномерному нанесению покрытий.
Барабан-шаблон 7 приводится во вращение механизмом транспортировки материала 2. Вращение осуществляется по стрелке В.
При вращении маховика 6, установленного на винте 5, наносная головка перемешается по направляющим 4. Эти.м регулируется усилие прижима барабана-шаблона 7 к материалу 3 и механиз.му транспортировки 2.
Угол наклона наносного ракеля 9 к внутренней поверхности барабана-щаблона 7 регулируется вращением маховика 28, закрепленного на червяке 26. Червяк.26 установлен неподвижно относительно опор 20 и 21 в корпусе 27. Вращение от червяка 26 передается на червячное колесо 24 и далее через шпонку 25 на питающую трубу 11, которая вместе с установленным на ней наносным ракелем 9 поворачивается в неподвижных опорах 20 и 21 вокруг собственной оси на требуемый угол.
Прижим наносного ракеля 9 к внутренней поверхности барабана-шаблона 7 осуществляется механизмом радиального перемещения. При вращении .маховика 18, закрепленного на винте 19, происходит перемещение в радиальном направлении опор 20 и 21 вместе с установленной в них питающей трубой I1 с наносным ракелем 9.
Регулировка привеса композиции осуществляется путем изменения точки приложения наносного ракеля 9 к внутренней поверхности барабана-щаблона 7. Это происходит при повороте питающей трубы 11 с наносным ракелем 9 вокруг оси барабанашаблона 7, точнее путем вращения маховика 15, передающего через вал 14 движение зубчатым колесам 16 и далее зубчатым секторам 17, ось вращения которых совпадает с осью барабана-шаблона 7. Фиксация секторов 17 в рабочем положении осуществляется фиксирующими гайками 18.
Цилиндрические заслонки 13, перемещаясь по резьбе, могут частично или полностью перекрывать выходные отверстия 12 питающей трубы 11 и тем самым изменять размер их сечения. В каждом отдельном случае, в зависимости от вязкости и других свойств полимерной композиции, можно путем регулировки размера сечений отверстий 12 по длине питающей трубы 11 добиться равномерного распределения композиции по
5 всей длине наносного ракеля 9 и, в конечном счете, равномерного нанесения прерывистых покрытий на материал. Размер сечения отверстий при регулировке увеличивается по мере их удаления от входа в питающую трубу (с целью компенсации потерь
0 давления композиции внутри ее).
Применение данного устройства в установке для формования и нанесения точечного полихлорвинилового покрытия на ткань 5 позволит значительно увеличить производительность установки, улучшить качество получаемой продукции и расширить ассортимент выпускаемой продукции.
Формула изобретения
различной вязкости, в том числе высоковязких паст, питающая труба выполнена с рядом выходных отверстий, в каждом из которых установлен дросселирующий элемент.
принятые во внимание при экспертизе
В .1
Фиг.2
Фиг,.3
