Данное изобретение относится к устройствам для нанесения жидких, пастообразных или порошкообразных веществ на твердые подложки и предназначено для прецизионного нанесения слоя композиции заданной толщины на поверхность твердой подложки.
Известны устройства для получения лакокрасочных покрытий заданной толщины [1], содержащие следующие основные узлы: несущую плиту, съемный трафарет, каретку с приводом, шпатель с микрометрическим винтом. Причем трафарет может быть установлен на несущей плите так, чтобы при нанесении покрытий каретка с приводом непосредственно устанавливается сверху трафарета, установленного в свою очередь на подложке для нанесения слоя. При этом каретка может перемещаться по горизонтальным направляющим. В каретке также имеются вертикальные направляющие, по которым свободно движется шпатель, соединенный с микрометрическим винтом. Зазор необходимой величины между шпателем и подложкой устанавливается микрометрическим винтом по делениям, нанесенным на его корпус. Покрытие получают следующим образом. С несущей плиты снимают шпатель, каретку и трафарет. На плиту кладут подложку и сверху на фиксирующие штифты устанавливают трафарет. На трафарет ставят каретку, в направляющие каретки вставляют до упора шпатель с микрометрическим винтом, шток которого упирается в выступ каретки и ограничивает перемещение шпателя вниз. После этого материал помещают на скос трафарета и разравнивают его по поверхности подложки. Затем каретка приводится в движение и перемещается по трафарету над поверхностью подложки. При движении каретки шпатель сдвигает излишек материала и оставляет за собой слой требуемой толщины. Однако регулировка зазора между ножом и подложкой вручную по делениям, нанесенным на корпус микрометрического винта, не позволяет обеспечить точную регулировку зазора. Кроме того, не обеспечивается равномерность нанесения покрытия, поскольку опорной поверхностью является элемент каретки, а не поверхность подложки, на которую наносится слой материала. Процесс нанесения покрытия заданной толщины плохо воспроизводим вследствие того, что каретка с трафаретом при установке каждой новой подложки должны сниматься с рабочей поверхности.
Известны также устройства для получения покрытий [2], содержащие следующие основные узлы: основание, транспортер, раму крепления ракеля, ракель и винты установки зазора, при этом транспортер устанавливается на основание, над транспортером закрепляется рама крепления ракеля, на которую через прижимные пружины устанавливается ракель, а расстояние между его лезвием и подложкой, проходящей по транспортеру, задается при помощи винтов установки зазора, закрепленных на ракеле и опирающихся при нанесении покрытия на поверхность подложки. Для нанесения покрытия нужной толщины подложка помещается на транспортер и перемещается по нему. При движении на подложку методом полива наносится слой материала, затем подложка проходит под ракелем, который опирается на нее при помощи регулировочных винтов, зазор между ракелем и подложкой при этом регулируется вручную при помощи поворота регулировочных винтов. Однако точность регулировки зазора между ракелем и подложкой в таких устройствах низкая вследствие отсутствия точного механизма регулировки зазора.
Кроме того, известны устройства для регулировки высоты ракеля [3], содержащие следующие основные узлы: транспортер подложки, направляющие, цилиндрический вращающийся корпус, ракель и привод установки зазора, при этом цилиндрический вращающийся корпус устанавливается над поверхностью транспортера подложки в направляющих при помощи поддерживающих осей, расположенных на торцах корпуса, и соединяется с приводом, содержащим шаговый двигатель и передачу вращательного движения, а ракель крепится на вращающийся корпус параллельно оси этого корпуса. Регулировка зазора между ракелем и подложкой осуществляется вращением цилиндрического вращающегося корпуса относительно его оси, а параллельность ракеля и подложки достигается перемещением корпуса по направляющим. Такие устройства не позволяют учесть неровности поверхности подложки и не могут обеспечить точную установку зазора, так как положение лезвия ракеля устанавливается не относительно поверхности подложки, а относительно транспортера подложки.
Наиболее близким техническим решением по отношению к заявляемому устройству является аппарат для нанесения электродной пасты [4], содержащий основание, подложку с бортами (емкость), раму поддержки лезвий, направляющие для ее установки, механизм горизонтального перемещения рамы поддержки лезвий, разравнивающее лезвие и механизм вертикального перемещения разравнивающего лезвия. Емкость, на поверхность которой наносится слой электродной пасты, устанавливается на основание. Рама поддержки лезвий передвигается по направляющим, закрепленным на основании при помощи механизма горизонтального перемещения, содержащего двигатель и передачу вращательного движения в поступательное. Емкость устанавливается между направляющими. Разравнивающее лезвие, предназначенное для нанесения на поверхность емкости равномерного слоя электродной пасты, установлено на раме поддержки лезвий и регулируется по высоте при помощи специального механизма вертикального перемещения, содержащего шаговый двигатель и шарико-винтовую передачу. Принцип действия прибора следующий. На поверхность емкости предварительно наносится электродная паста. Разравнивающее лезвие посредством механизма вертикального перемещения переводится в опущенное состояние на расстояние, необходимое для обеспечения требуемого зазора между краем лезвия и поверхностью емкости. Рама поддержки лезвий, на которой закреплено разравнивающее лезвие, продольно перемещается при помощи механизма горизонтального перемещения относительно поверхности емкости, при этом разравнивающее лезвие сдвигает излишек предварительно нанесенной пасты, оставляя за собой на поверхности емкости равномерный слой с толщиной, определяемой зазором между разравнивающим лезвием и поверхностью емкости.
В данном аппарате зазор между разравнивающим лезвием и поверхностью емкости определяется расстоянием, на которое было опущено лезвие. Однако при подобной регулировке зазора не могут быть учтены такие параметры, как непараллельность разравнивающего лезвия и поверхности емкости, кривизна поверхности подложки, на которую наносится паста, неровность направляющих, по которым движется рамка поддержки лезвий. Это приводит к отклонению от требуемой толщины наносимого слоя вещества, а также неравномерности слоя. Кроме того, следует учитывать, что в подобной системе регулировки зазора обязательно существуют люфты, которые приводят к плохой воспроизводимости регулировки зазора.
Существующие решения не обеспечивают нанесение материала на поверхность с отклонением толщины наносимого слоя менее 1 мкм от заданной величины, что требуется, например, при получении полимерных покрытий для вывода голографических изображений.
В предлагаемом устройстве равномерность заданной толщины покрытия подложки жидким или пастообразным материалом обеспечивается за счет того, что опоры блока крепления лезвия прижимаются усилием пружин непосредственно к подложке в процессе разравнивания жидкого или пастообразного материала, предварительно нанесенного на подложку, а точность задания толщины наносимого на подложку слоя материала повышается за счет введения в устройство дополнительного механизма предварительной калибровки с использованием подпружиненной подвески, исключающей влияние механических люфтов сопрягаемых деталей на точность задания толщины наносимого слоя и воспроизводимость результатов при получении подложек с покрытием независимо от толщины и дефектов поверхностей подложек, поскольку сама подложка исключается из процесса калибровки, а толщина покрытия задается путем точной установки зазора между лезвием и гладкой опорной поверхностью основания механизма калибровки, к которой без зазора усилием пружин прижимается лезвие в начале калибровки.
Предлагаемое устройство для нанесения жидких или пастообразных веществ на твердые подложки содержит раму, площадку для размещения подложек, каретку крепления блока, называемого в дальнейшем ракельным, привод и направляющие каретки, съемный ракельный блок с калибруемым зазором. В ракельный блок устанавливается лезвие для разравнивания жидкого или пастообразного материала, наносимого на подложку.
На раме закреплены площадка для размещения подложек, привод каретки, содержащий шаговый двигатель и ходовой винт, связанный с шаговым двигателем передачей вращательного движения, и направляющие каретки, одной из которых является ходовой винт привода каретки. На направляющих установлена каретка, содержащая корпус, пружинный подвес, механизм поднятия ракельного блока и узел крепления ракельного блока, соединенный с корпусом каретки посредством пружинного подвеса, а с шаговым двигателем механизма поднятия ракельного блока посредством винторычажного привода. Узел крепления ракельного блока содержит основание, замок крепления ракельного блока.
Ракельный блок с калибруемым зазором имеет корпус, опоры, фиксаторы опор, ось крепления ракельного блока на каретке и лезвие, причем лезвие жестко закреплено на корпусе ракельного блока и рабочей поверхностью обращено к основанию корпуса и параллельно ему. По обеим сторонам от лезвия корпус ракельного блока содержит направляющие в виде сквозных отверстий, расположенных перпендикулярно основанию ракельного блока, в которых находятся две опоры, имеющие сферические поверхности на торцах, обращенных к поверхности основания ракельного блока. На боковых сторонах корпуса ракельного блока расположены фиксаторы опор для фиксации положения опор относительно корпуса. Каждый фиксатор опор содержит прижимной винт и прижимную пяту, причем прижимная пята одним из своих торцов находится в непосредственном контакте с опорой, а другим - с концом прижимного винта. На задней стороне корпуса ракельного блока закреплена ось крепления ракельного блока к каретке, расположенная перпендикулярно плоскости лезвия ракельного блока.
Кроме того, в состав устройства введен отдельный механизм калибровки зазора ракельного блока. Такое решение позволило задавать толщину слоя наносимой на подложки композиции с погрешностью не более 1 мкм, что невозможно достигнуть в упоминавшихся ранее устройствах задания толщины наносимого материала с использованием микрометрических винтов. Авторам неизвестны устройства для нанесения на твердые подложки жидких или пастообразных веществ, в которых толщина композиции задается в отдельном механизме калибровки.
Механизм калибровки зазора ракельного блока содержит неподвижную опорную площадку для опор ракельного блока, подвижную опорную площадку для лезвия ракельного блока, шаговый двигатель привода подвижной опорной площадки для лезвия ракельного блока и датчик нулевого положения подвижной опорной площадки для лезвия ракельного блока, причем подвижная опорная площадка для лезвия ракельного блока находится в вертикальных направляющих и связана с шаговым двигателем передачей преобразования вращательного движения в поступательное. В нулевом положении неподвижная опорная площадка для опор ракельного блока и подвижная опорная площадка для лезвия ракельного блока находятся в одной плоскости, что достигается путем совместной обработки этих площадок после окончательной сборки механизма калибровки. Механизм калибровки зазора ракельного блока, кроме того, содержит кронштейн, закрепленный на неподвижной опорной площадке для опор ракельного блока, на котором закреплены направляющие для установки ракельного блока в механизм калибровки и установлен прижим ракельного блока, расположенный над подвижной опорной площадкой для лезвия ракельного блока и содержащий подпружиненную планку прижатия опор ракельного блока и пружину прижатия корпуса ракельного блока.
Отличительными признаками предлагаемого устройства для нанесения жидких или пастообразных веществ на твердые подложки по сравнению с известным устройством является введение: ракельного блока с калибруемым зазором, имеющего корпус, опоры, фиксаторы опор, ось крепления ракельного блока на каретке и лезвие, причем лезвие жестко закреплено на корпусе ракельного блока и рабочей поверхностью обращено к основанию корпуса ракельного блока и параллельно ему, а по обеим сторонам от лезвия корпус ракельного блока содержит направляющие в виде отверстий, расположенных перпендикулярно основанию ракельного блока, в которых находятся две опоры, которые независимо друг от друга перемещаются в направляющих корпуса ракельного блока либо фиксируются относительно корпуса ракельного блока при помощи фиксаторов опор, расположенных на боковых сторонах корпуса ракельного блока и содержащих прижимные винты и прижимные пяты, такие, что каждая прижимная пята одним из своих торцов находится в непосредственном контакте с опорой, а другим - с концом прижимного винта, указанные опоры имеют сферические основания на торцах, обращенных к поверхности основания ракельного блока; пружинного подвеса, с помощью которого опоры ракельного блока своими сферическими основаниями без зазора упруго прижимаются к подложке, и которыми узел крепления ракельного блока соединен с корпусом каретки; отдельного механизма калибровки зазора ракельного блока, содержащего неподвижную опорную площадку для опор ракельного блока, подвижную опорную площадку для лезвия ракельного блока, причем поверхности этих площадок в начале калибровки находятся в одной плоскости за счет совместной обработки этих площадок при сборке механизма калибровки, датчик нулевого положения подвижной опорной площадки для лезвия ракельного блока, шаговый двигатель перемещения подвижной опорной площадки для лезвия ракельного блока, причем подвижная опорная площадка для лезвия ракельного блока находится в вертикальных направляющих и связана с шаговым двигателем клиновидной передачей преобразования вращательного движения в поступательное, а на неподвижной площадке для опор ракельного блока установлен кронштейн, на котором закреплены направляющие для установки ракельного блока в механизм калибровки и расположенный над подвижной опорной площадкой для лезвия ракельного блока прижим ракельного блока, содержащий подпружиненную планку прижатия опор со сферическими основаниями ракельного блока к неподвижной опорной площадке и пружину прижатия корпуса ракельного блока к подвижной опорной площадке.
Отличительным признаком является также задание толщины слоя наносимого материала путем установки зазора между лезвием ракельного блока и вершинами сферических оснований опор в дополнительно введенном отдельном механизме калибровки зазора.
Новыми техническими решениями являются введение имеющего опоры ракельного блока с калибрующимся зазором, пружинного подвеса, соединяющего узел крепления ракельного блока с корпусом каретки, и отдельного механизма калибровки зазора ракельного блока. Введенные узлы обеспечивают более точное регулирование зазора между лезвием и подложкой, позволяют отследить неровности подложки и устранить влияние погрешностей, возникающих вследствие непараллельности лезвия ракельного блока и подложки, неидеальности поверхности подложки и направляющих, по которым движется каретка с установленным ракельным блоком, что позволяет наносить равномерные жидкие, пастообразные или порошкообразные слои с хорошей воспроизводимостью и отклонением толщины слоя от заданной менее 1 мкм.
Предлагаемое изобретение иллюстрируется специальными графическими материалами.
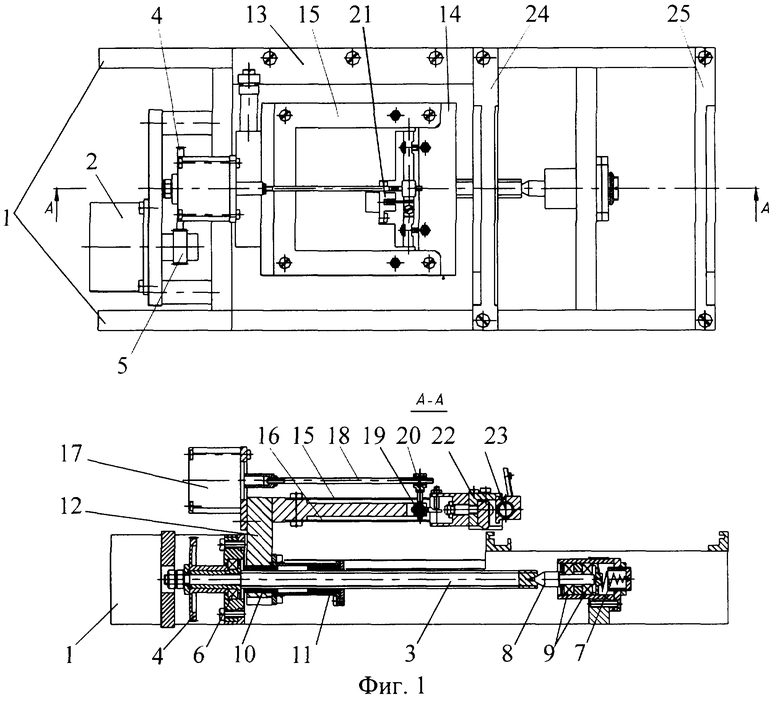
Фиг.1 - конструкция устройства для нанесения жидких, пастообразных или других текучих веществ на твердые подложки.
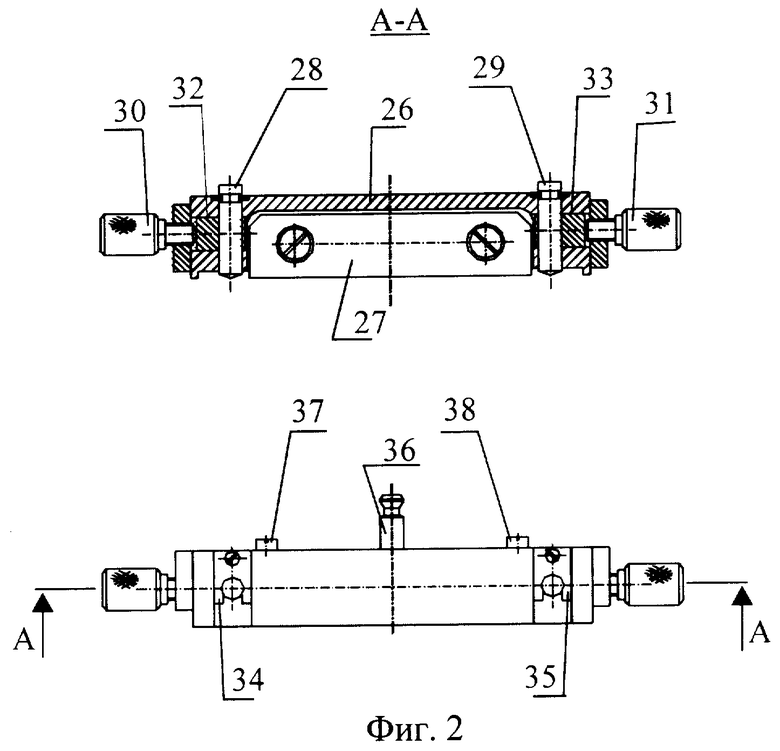
Фиг.2 - конструкция ракельного блока.
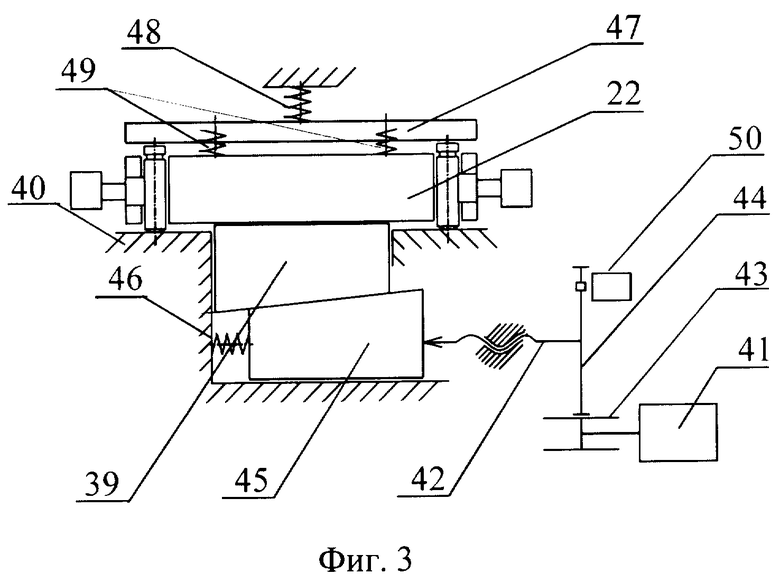
Фиг.3 - кинематическая схема механизма калибровки зазора ракельного блока.
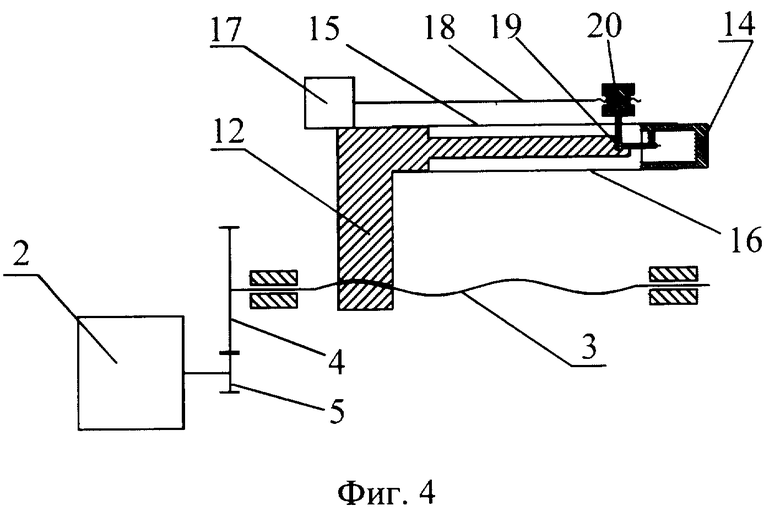
Фиг.4 - кинематическая схема механизма перемещения ракельного блока.
Основанием устройства (фиг.1) для нанесения жидких, пастообразных или других текучих веществ на твердые подложки является рама 1. На раме установлен шаговый двигатель 2 привода каретки, который связан с ходовым винтом 3 парой зубчатых шестерен 4, 5. Винт установлен в подшипнике 6 с одной стороны, а другим концом посажен на подпружиненный пружиной 7 центр 8, вращающийся в подшипниках 9. Движение каретки по ходовому винту, который одновременно является одной из направляющих каретки, осуществляется при помощи гайки 10 и направляющей втулки 11, смонтированных на корпусе каретки 12. Для предупреждения поворота каретки вокруг ходового винта служит направляющая пластина 13, установленная на раме. Узел крепления ракельного блока 14 соединяется с корпусом каретки посредством пружинного подвеса, состоящего из верхней 15 и нижней 16 пружин, а с шаговым двигателем 17 механизма поднятия ракельного блока посредством деталей винторычажного привода (18, 19, 20). На корпусе каретки устанавливается датчик 21 верхнего положения узла крепления ракельного блока. На узел крепления ракельного блока устанавливается ракельный блок 22, на который может быть установлена емкость 23 с наносимым материалом. Подложка, на которую будет наноситься слой материала, устанавливается в направляющие 24, 25.
Ракельный блок (фиг.2) с калибруемым зазором выполнен в виде корпуса 26, на который установлено лезвие 27. На корпусе ракельного блока имеются две опорные площадки, которые лежат в одной плоскости с рабочим краем лезвия ракельного блока. Корпус ракельного блока имеет направляющие в виде отверстий, расположенные перпендикулярно его основанию. В направляющих свободно перемещаются две опоры 28 и 29, имеющие на торцах, обращенных к поверхности основания ракельного блока, сферические поверхности. Для фиксации опор по бокам ракельного блока установлены винтовые зажимы, содержащие прижимные винты 30, 31 и прижимные пяты 32, 33. Для ограничения движения опор по направляющим служат пластины 34 и 35. Ракельный блок крепится в рабочем положении на узел крепления при помощи оси 36, осевое качание ракельного блока ограничивают штыри 37, 38. Зазор между лезвием ракельного блока и подложкой определяется как расстояние между лезвием ракельного блока и линией, проходящей через вершины сфер опор ракельного блока.
Механизм (фиг.3) калибровки зазора ракельного блока содержит подвижную опорную площадку 39 для опоры лезвия ракельного блока и неподвижную опорную площадку 40 для опор ракельного блока. Подвижная опорная площадка расположена в направляющих и перемещается в вертикальном направлении, привод подвижной площадки осуществляется посредством шагового двигателя 41, который связан с микровинтом 42 парой зубчатых шестерен 43, 44. Микровинт перемещает клин 45 в горизонтальной плоскости в направлении, соответствующем поднятию подвижной опорной площадки, перемещение клина в противоположном направлении осуществляется с помощью возвратной пружины 46. Первый клин, в свою очередь, перемещает в вертикальной плоскости сопряженный с ним второй клин 39, верхняя плоскость которого является подвижной опорной площадкой для лезвия ракельного блока. Для упругого прижатия ракельного блока к рабочей поверхности механизма калибровки служит прижим, установленный на кронштейне, закрепленном на неподвижной опорной площадке. Прижим содержит планку 47 прижатия опор ракельного блока, которая подпружинена относительно кронштейна пружиной 48. На основании планки прижатия опор ракельного блока закреплены пружины 49 прижатия корпуса ракельного блока. Для определения исходного положения механизма калибровки предназначен датчик 50 нулевого положения подвижной опорной площадки. В начале каждой новой операции калибровки зазора ракельного блока механизм калибровки устанавливается в исходное положение, то есть такое, когда поверхности подвижной и неподвижной опорных площадок находятся в одной плоскости. После этого в механизм калибровки устанавливается ракельный блок и фиксируется с помощью прижима. При этом лезвие ракельного блока упруго прижимается к подвижной опорной площадке 39 механизма калибровки, а опоры к неподвижной опорной площадке 40. Для того, чтобы корпус ракельного блока с закрепленным на нем лезвием мог свободно перемещаться относительно опор, необходимо ослабить винтовые зажимы ракельного блока, тем самым давая возможность опорам свободно перемещаться относительно корпуса. Сущность калибровки зазора ракельного блока заключается в перемещении корпуса ракельного блока и закрепленного на нем лезвия относительно опор на заданную величину зазора.
На фиг.4 приведена кинематическая схема механизма перемещения ракельного блока. Привод подвижной каретки осуществляется посредством шагового двигателя 2. Шаговый двигатель связан с ходовым винтом 3 парой зубчатых шестерен 4, 5.
По ходовому винту перемещается каретка 12, на которой смонтирована пружинная подвеска 15, 16 с узлом крепления ракельного блока 14 для крепления ракельного блока. Перемещение ракельного блока в вертикальной плоскости осуществляется посредством шагового двигателя 17 и винторычажной системы (18, 19, 20).
Нанесение жидких, пастообразных или порошкообразных слоев на твердую подложку производится следующим образом. Вначале при помощи механизма калибровки устанавливается требуемый зазор ракельного блока. Затем ракельный блок устанавливается на пружинной подвеске каретки в узел крепления ракельного блока, а подложка, на которую будет наноситься слой материала, на площадку для размещения подложки. Далее осуществляется перемещение каретки вместе с ракельным блоком при помощи механизма перемещения каретки в позицию начала нанесения слоя материала. При помощи механизма вертикального перемещения, закрепленного на каретке, ракельный блок опускается на подложку. При этом опоры ракельного блока плотно прижимаются к подложке при помощи прижимающих пружин, а между лезвием ракельного блока и подложкой остается зазор требуемой величины. После этого на подложку наносится материал, который требуется разравнивать, и при помощи механизма перемещения каретки осуществляется перемещение каретки вместе с прижатым к подложке ракельным блоком в позицию окончания нанесения слоя материала.
Создание непосредственного контакта опор ракельного блока с подложкой позволяет обеспечить постоянство зазора между лезвием ракельного блока и подложкой, отследить неровности подложки и устранить влияние погрешностей, возникающих вследствие непараллельности лезвия ракельного блока и подложки, неидеальности поверхности подложки и направляющих, по которым движется каретка крепления ракельного блока. Регулировка зазора между лезвием ракельного блока и подложкой при помощи специального механизма калибровки зазора позволяет получить значения зазора с отклонением менее 1 мкм от заданной величины.
Представленное устройство было разработано и изготовлено в Институте автоматики и электрометрии СО РАН. Был проведен ряд экспериментов, в ходе которых было получено практическое подтверждение соответствия ожидаемых технических характеристик устройства реальным.
Источники информации
1. Лабутин Р.А. и др. Аппаратура и приборы для нанесения и испытания лакокрасочных покрытий. М.: Химия, 1973, стр. 143-145.
2. Патент Японии № 10000408, В 05 C 3/18, опубл. 06.01.1998.
3. Патент Японии № 06170298, В 05 C 3/18, опубл. 21.06.1994.
4. Патент США № 5330574, В 05 C 3/18, опубл. 19.07.1994.
| название | год | авторы | номер документа |
|---|---|---|---|
| Каретка для селективного лазерного плавления | 2024 |
|
RU2838930C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЕЛЕКТИВНЫМ ЛАЗЕРНЫМ ПЛАВЛЕНИЕМ | 2022 |
|
RU2801360C1 |
| Ракельное устройство трафаретной печатной машины | 1980 |
|
SU910471A1 |
| Устройство для маркировки первичных элементов | 1980 |
|
SU936099A1 |
| Устройство для маркировки первичных элементов | 1981 |
|
SU1003207A1 |
| ИЗМЕЛЬЧАЮЩЕЕ УСТРОЙСТВО | 2015 |
|
RU2746808C2 |
| Устройство для нанесения прерывистых покрытий на ленточный материал | 1980 |
|
SU895536A1 |
| Станок для нанесения рисунка через трафарет | 1991 |
|
SU1792375A3 |
| Устройство для графаретной печати | 1989 |
|
SU1694419A1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
Устройство для нанесения на твердые подложки жидких или пастообразных веществ содержит механизм горизонтального перемещения ракельного блока и механизм вертикального перемещения ракельного блока и корпус ракельного блока, в который введены две опоры со сферическими основаниями. При перемещении лезвия ракельного блока над подложкой опоры своими сферическими основаниями без зазора упруго прижимаются к подложке с помощью пружинного подвеса. Толщина слоя наносимого материала задается путем установки зазора между лезвием ракельного блока и вершинами сферических оснований опор в дополнительно введенном отдельном механизме калибровки зазора. Механизм калибровки зазора ракельного блока содержит площадку для опор ракельного блока, подвижную площадку для лезвия ракельного блока, датчик нулевого положения, шаговый двигатель, подвижная опорная площадка связана с двигателем клиновидной передачей преобразования вращательного движения в поступательное. Создание непосредственного контакта опор ракельного блока с подложкой позволяет обеспечить постоянство зазора между лезвием ракельного блока и подложкой отследить неровности подложки и устранить влияние погрешностей, возникающих вследствие непараллельности лезвия ракельного блока и подложки, неидеальности поверхности подложки и направляющих, по которым движется каретка крепления ракельного блока. Регулировка зазора между лезвием ракельного блока и подложкой при помощи специального механизма калибровки зазора позволяет получить значения зазора с отклонением менее 1 мкм от заданной величины. 2 с.п. ф-лы, 4 ил.
| US 5330574 A, 19.07.1994 | |||
| ЛАБУТИН Р.А | |||
| и др | |||
| Аппаратура и приборы для нанесения и испытания лакокрасочных покрытий | |||
| - М.: Химия, 1973, с.143-145 | |||
| JP 10000408 B2, 06.01.1998 | |||
| JP 06170298 B2, 21.06.1994. |

