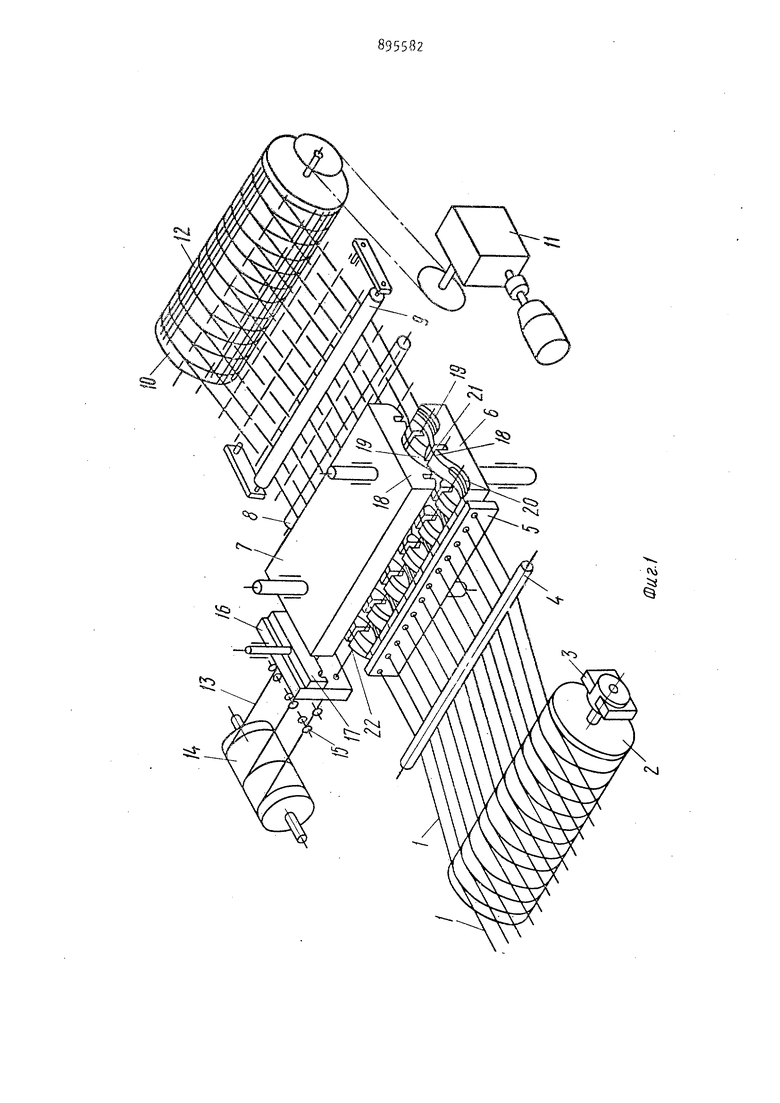
(Б) СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК И УСТРОЙСТВО ДЛЯ ЕГО.ОСУЩЕСТВЛЕНИЯ Изобретение относится к области изготовления металлических сеток из проволоки. Известен способ, заключающийся в разделении проволок основы и прокладке в образовавшийся зев уточной проволоки. Данный способ является на более близким к описываемому изобретению по технической сущности и достигаемому результату. При каядцом раз делений-проволок основы в образовавшийся зев прокладывают очередную уточную проволоку и прибивают к -опуш ке сетки. Полученную сетку постепенно отводят из рабочей зоны и наматывают на товарный барабан, а основу перемещают в продольном направлении, сматывая с навойного барабана с определенным натяжением, необходимым для осуществления технологического процесса 1. Ос.новной недостаток известного способа - низкая производительность. Цель изобретения - увеличение производительности . Указанная цель достигается тем, что несколько участков проволок основы одновременно изгибают в вертикальном направлении и разделяют в зависимости от вида переплетения с помощью разъемного штампа, а прокладку уточных проволок ведут одновременно сквозь сомкнутый штамп в образовавшиеся зевы основы. 8 устройстве для осуществления способа, содержащем навойную и пробсрную станции, зевообразовательный механизм, механизм прокладки отсчета длины и отрезки уточных проволок и товарный барабан, зевообразовательный механизм выполнен в виде разъемного штампа, состоящего из подвижных плит, на сопрягающихся поверхностях которых выполнены и впадины, расположенные в соответствии с видом переплетения проволок основы, и сквозные пазы для уточных проволок. 389 На фиг. 1 показано ycTpui-icToo для осу ii(;cTi ne :,-т способа (еерхняя плита 1;р-йиг;Э ycnoDi-io поднята); на флг,./}, и 3 - последовательные этапь; изготовленп; се гки-, Устройство содержит навойную станцию (ра фиг и 2 не показана), слу;:(аи,ую дт;я 1-;лвиЕКИ прополок основы 1, |-1авоЙ1-1ый барабан 2 с тормозом 3$ ска ло - и проборную пластину 5: В устройстпо рзход;-гг такн;е зсоообразовател механизм, выполненный- в виде разъ емного штампа, состоящего из подвижных плит 6 и 7 с приводом (на фиг Л и 2 на показан , проглаживающий 8; :-1атя«ной вали1с 3, товормуй б гзабан U) с приводом 11 для намотки готовой сетки 12, а таюке механизм прокладки УТОЧ) ПрОВОПОК 13; ВКПЮ чаюций барабан 14. правильно по,паю1ци 1Ь; кондуктор1-1ую плиту 16 и очковый 17.- Сопрягаемь;е поверх ности подаи -;ных плит б и 7 ccnajiei- bi выступлгли 18 м впади на --и 13 с BiiGopкаг.и 20 5 служащими для разделения и укладки прОЕО/кзк основы, 3 также сквозн1з1ми тазаг и 21 и 22, с.пу) иагра :5ля;п;: И1--и для Г1ро;(|;адк:, утс::-ч ь Х npOBOriOK , Перед осу;деств.г ением предлагаемо-го способа гроизводггг следуииие подГ oif в и т е л ь и h е о п с р а ц и м, Про з о л о к и основы 1 перемать;зо:ст; навивают иа навойиый барабан 2, проводят по,а сха ло сквозь отверстия ги гоборь-юй плас-Г1--1НЬ 5s между разоьИччутыми пли-тами 6 и 7 зевообразователЬ-юго ме ха1:изма, пслгерх гчюг-.яахпмваюцего за-л ка 8, поп, 11атя;:(- 1::1| 9 и закрепляют из ToeapiHOM 6apa6ai-ie О , У-гочные проволоки 13 перематывают и 1- авивают на барабан Ik, -проводят сквозь правильно подаюа1,ие ролики 15 и кондукторную плиту 16 {фиг.З) Способ осущесгвляется слвду10щим образом. Плиты 6 и 7 смыкают, при зтом нес колько участков проволок основы 1 одновременно упруго изгибают и разделяют в вертикальном HanpaBJ-ieHHH j у ладывая их в выборки 20 впадин 19 при этом образуется несколько зевов (фиг.З). Далее при сомкнутых плитах 6 и 7 сквозь замкнутые канапы. образованные пазами 21 и 22, праиипьно-гюдающими роликами И) одповременно проводят уточные прово-локи 13 в несколько зевов ocbKJBhf на заданную длину. Лосле этого смеением очкового иожз Г/ относительно кондукторной пли ГУ 16 одновременно отделяют все уто- Н1з1е проволоки 13 (фиг 2,А) Затем 6 и 7 разводят,, проволоки оснозы 1 распрям ляются и под действием натяжного валика 9 несколько деформируют уточные проволоки 13s при э-гом происходи их взаимная фиксация (). Одновременно пр 1водят во о-варный барабан iO, который наг- атьгвая 1-;а себя готов-ую сетку 12, протягивает в ме)(шта-1гюиое ирсс-гранс во зевообразовательного меха:iODbie УИасТ: - ai-)O.H.:jiO: :-; . СС... СЛ; го -. - .Мч: : В ЗевЬ OCHOi.Li О:i i(O3 .i.)noj-;-:/ -; -;-;:- -..: -; :4;-i6a 0-: л 1:с. /- раздг;Г Я-;- : :,,-: --;: С ;- аи да оозъемно- о neiricnjK;; i з-и-я с поj-iHb;; пговоштампа „ а и с с :С11г:Д jKjK ведут L.;,.::.-(jfipei кнуты и 1:Г: а ИИ i п;;;-iriiiiiiscp зевы ОСНОВЫ, 2,Способ ПС и, Li и и с я гс:х- -, Иго фхИ :;1--розс: ,г-,г ш: без оста точней де зср1--а1ип-1, 3.Ус-гройс-|оО дг я осущес I в.-1ен1:я способа по ги. 1 5 соде.р каиаее ;-авойную л ПробОргНуЮ СТ |-ГДИ , рСХагИИ ЗМЬ ЗеВО образования, прсл-.ладки, отсчета длины J отрезки у-гочн ;. проволок и товарный барабаг- ;, о т п и ч а ю щ е ес я тем, что зево-образовательный м.еханизм выполнен Е .виде разъемного штампа,- состоящего из под1: и;к1-:ых плит, на сопрягаю1Ц1.-1хся поверхностях кото- рых выполнены высту-пы и впадиНЫ; располо,хенн-ь1е s соответствии с видом перегтлетения npoBOjKJic основы, и скво; пазы д,ля уточных проволок, Истомчи ки ;-; -к:оо|), принятые зо в ;имэ- ие при экспертизе .. сгзиде-г-ельс ; ви CUCP по заявке 213 б25/2; кл. В 21 F 27/02
.г.г
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК | 1996 |
|
RU2111821C1 |
| СПОСОБ ТКАЧЕСТВА И ВЕРТИКАЛЬНАЯ ТКАЦКАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2726078C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННОГО АРМИРУЮЩЕГО КАРКАСА ИЗ ВОЛОКОН РАЗЛИЧНОЙ ПРИРОДЫ | 2001 |
|
RU2210641C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАНИ | 2015 |
|
RU2588430C1 |
| Круглый ткацкий станок | 1952 |
|
SU98891A1 |
| Устройство для контроля утка | 1973 |
|
SU467958A1 |
| Зевообразующий механизм ткацкого станка для изготовления объемных изделий | 1980 |
|
SU1033598A1 |
| Ткацкий станок | 1956 |
|
SU108770A1 |
| Штамп для нанесения рельефа на изделия из полимерных материалов преимущественно на конвейерные ленты | 1977 |
|
SU751850A1 |
| БЕСЧЕЛНОЧНЫЙ ЛЕНТОТКАЦКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ УЗКИХ ТКАНЫХ ИЗДЕЛИЙ, А ТАКЖЕ УЗКОЕ ТКАНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2239009C2 |

Фиг. 4
Фи.г.5
