Изобретение относится к изготовлению металлических сеток из проволоки, в частности, к оборудованию для изготовления проволочных сеток полотнами (картами) с квадратными ячейками.
Известно устройство для изготовления проволочных сеток, содержащее установленные на раме и кинематически связанные между собой механизм подачи проволок основы (продольные проволоки), механизм образования зева в основе и механизм подачи проволок утка (поперечные проволоки), а также узел подачи утка в зев, смонтированный на батане (SU, авт.св. 540426, кл. B 21 F 27/02, 1974).
Известно устройство для изготовления проволочных сеток, содержащее установленные на станине и кинематически связанные между собой механизм подачи проволок основы, механизм образования зева в основе, механизмы рифления проволоки утка и ее периодической подачи в зев основы, батанный механизм с бердом, смонтированный на раме батане, укладчик проволоки утка, закрепленные на станине копиры и механизм резки проволоки утка с приводом (SU, авт.св. 689768, кл. B 21 F 27/02, 1975).
Наиболее близким по технической сущности является устройство для изготовления металлических сеток, содержащее навойную и проборную станции, зевообразовательный механизм, выполненный в виде разъемного штампа, состоящего из подвижных плит на сопрягающихся поверхностях которых выполнены выступы и впадины, расположенные в соответствии с видом переплетения проволок (SU, авт.св. 895582, кл. B 21 F 27/12, 1982).
Данное устройство не позволяет получать сетные полотна и рассчитано на производство металлических сеток в рулоне. Узел переплетения проволок сетки, изготовленной на данном устройстве, не имеет жесткой (без смещения проволок друг относительно друга) фиксации. В узле переплетения взаимная фиксация проволок происходит при растяжении под действием натяжного ролика основы и соответствующей при этом некоторой деформации уточных проволок, что не исключает возможность смещения продольных и поперечных проволок.
Задача, на решение которой направлено изобретение, - выработка крупноячейных сетных полотен с жесткофиксированным узлом переплетения проволок.
Поставленная задача решается за счет того, что предложена установка для изготовления металлических сеток, содержащая кинематически связанные между собой механизмы размотки и подачи продольных и поперечных проволок, узел пробора, зевообразовательный механизм, выполненный в виде разъемного штампа с выступами и впадинами на сопрягающихся поверхностях, расположенными в соответствии с видом переплетения проволок, механизм образования узла переплетения и механизм перемещения сетки, совмещенный с механизмом подачи продольных проволок, в которой в отличие от прототипа механизм образования узла переплетения выполнен в виде штампа с фигурными ложементами на рабочих поверхностях, образующими при смыкании полость, соответствующую поверхности формируемого узла, при этом штамп зевообразовательного механизма, как и штамп механизма образования узла переплетения снабжен отлипателями, а механизм подачи продольных проволок представляет собой каретку с зажимным механизмом и механизмом шагового перемещения каретки. Установка также в отличие от прототипа дополнительно содержит ножницы, разделяющие сетку на полотна и приемник-накопитель полотен.
Заявляемое техническое решение позволяет исключить смещение проволок в узле их переплетения, придать формоустойчивость сетке, ослабленной в результате увеличения ее живого сечения или потери формы и размеров ячеек. С использованием данного решения появляется возможность получения сетных полотен из обычной проволоки с крупными ячейками (100 - 200 мм) и жесткой фиксацией узла переплетения. Такой результат достигается за счет расширения конструктивных возможностей известного оборудования, в том числе сеточного. Поэтому изобретение соответствует критерию "Промышленная применимость".
Заявляемая совокупность признаков не известна заявителю из уровня техники, что свидетельствует о соответствии критерию изобретения "Новизна".
"Изобретательский уровень" заявляемого решения определяется решением задачи формоустойчивости и прочности крупноячейного сеточного полотна в условиях работы не отдельных станков, осуществляющих каннелирование (волнообразный изгиб), штамповку проволоки для последующего ткачества, и даже не спаренной работы металлоткацкого станка и станков для каннелирования и штамповки. Данное решение позволяет в формирующем штампе осуществлять штамповку не проволоки, а узла переплетения продольных и поперечных проволок. Штамповка узла переплетения имеет преимущество перед штамповкой раздельно продольных и поперечных проволок и последующей их сборкой. При раздельной штамповке зиг на проволоке должен быть несколько шире диаметра проволоки, чтобы можно было вложить проволоку одну в другую, а это приводит к ослаблению узла переплетения. При штамповке узла переплетения проволоки продольная и поперечная обжимают друг друга без зазора, так как каждая из проволок является для другой матрицей-пуансоном. При эксплуатации такой сетки исключено смещение проволок и форма ячейки не изменяется.
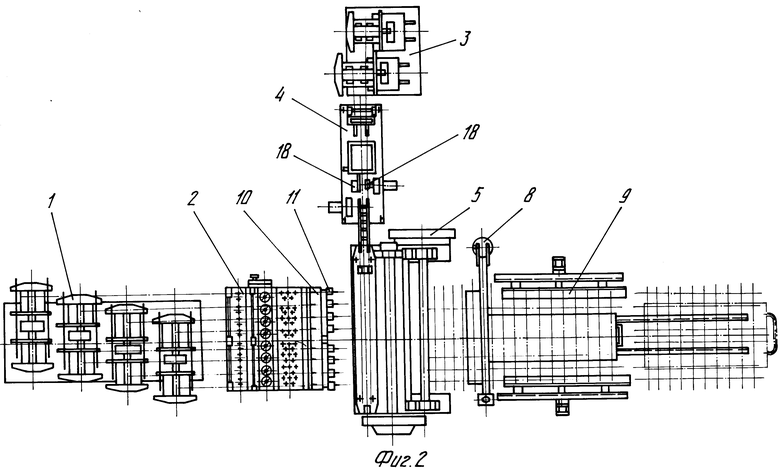
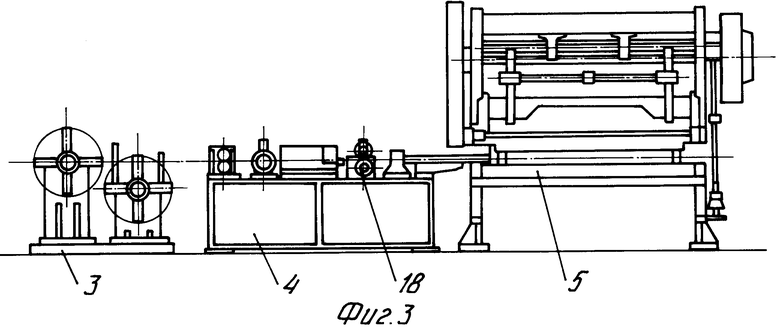
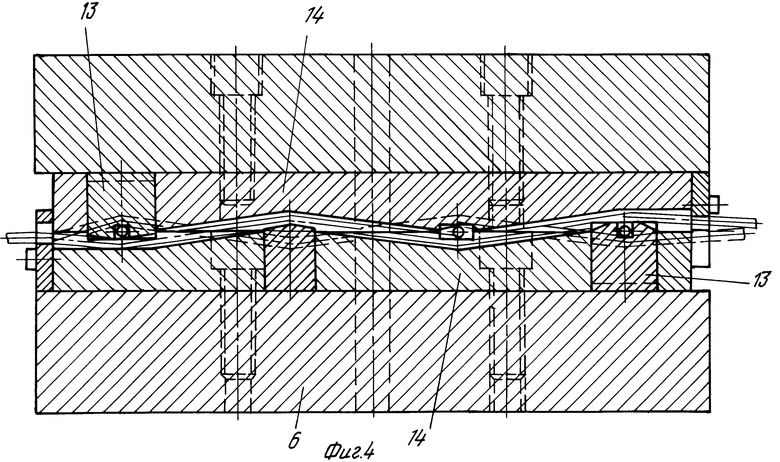
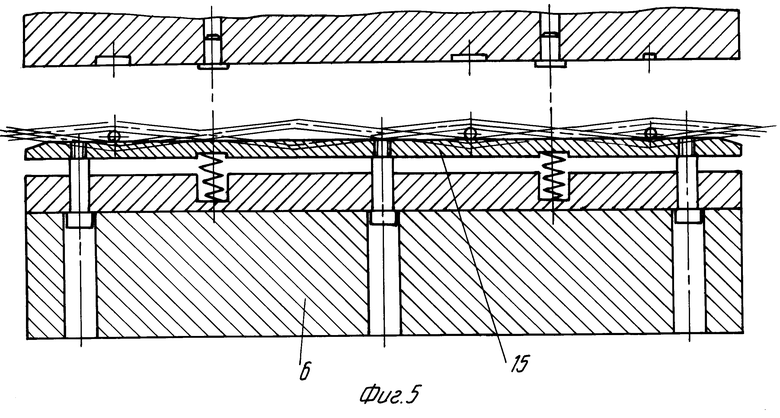
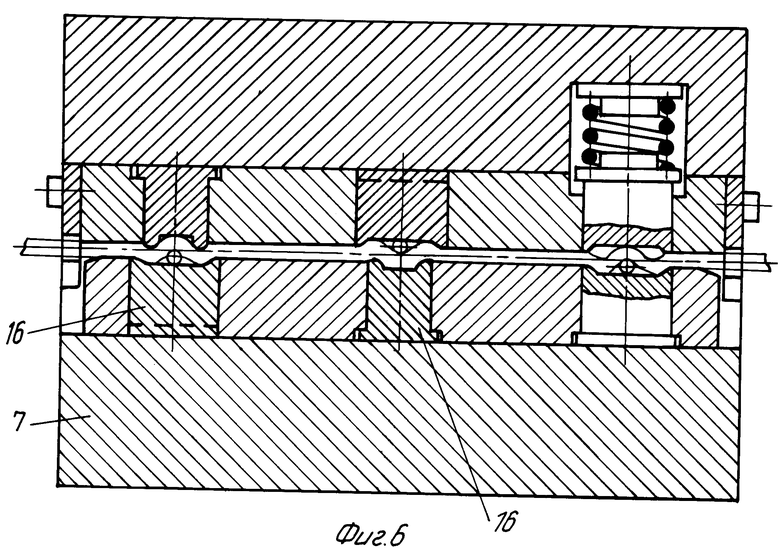
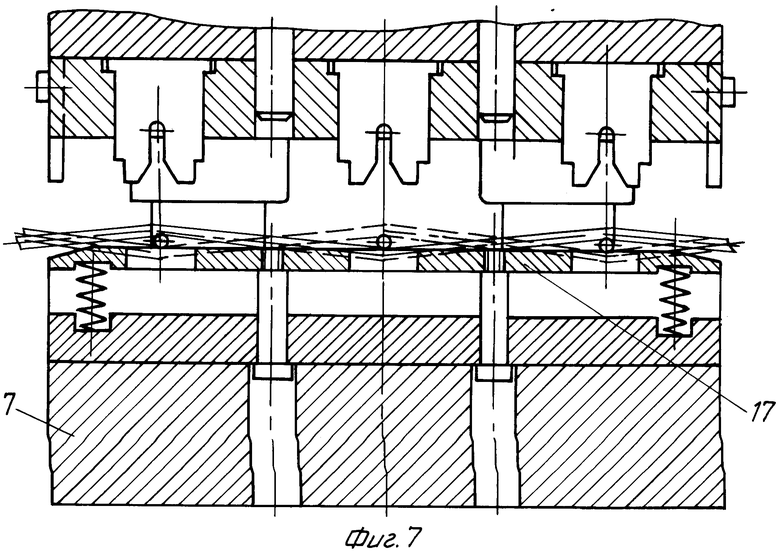
Общий вид установки изображен на фиг. 1 фиг. 1, фиг. 2 - вид на установку сверху; фиг. 3 - поперечное сечение установки; фиг. 4 - поперечное сечение штампа зевообразовательного механизма по элементам, раздвигающим продольную проволоку; фиг. 5 - поперечное сечение того же раздвижного штампа по отлипателям (отлипатели в верхнем положении); фиг. 6 - поперечный разрез штампа формирующего узла переплетения продольных и поперечных проволок; фиг. 7 - поперечный разрез штампа формирующего по отлипателям (отлипатели и верхнем положении).
Установка содержит размоточное устройство 1 и устройство подачи 2 продольных проволок, размоточное устройство 3 и устройство 4 подачи поперечных проволок, установленные на столе кривошипного пресса 5, зевообразовательный механизм 6 в виде разъемного штампа и формирующий штамп 7, ножницы 8, разделяющие сетку на полотна, приемник-накопитель 9 для приема сеточных полотен. Устройство подачи продольных проволок снабжено кареткой 10 с механизмом 11 зажима и механизмом 12 шагового перемещения каретки 10. На сопрягающихся поверхностях штампа 6 зевообразовательного механизма выполнены в соответствии с видом переплетения проволок выступы 13 и впадины 14, а между ними установлены отлипатели 15, формирующий штамп 7 выполнен с фигурными ложементами 16 на рабочих поверхностях и оснащен отлипателями 17. Ложементы 16 образуют при смыкании штампа 7 полость, соответствующую поверхности формируемого узла переплетения проволок (фиг. 6).
Перед включением установки необходимо выполнить подготовительные операции. Бухты проволоки с центраторами и закрепленными на каждом из них крестовинами в количестве 8 штук (может быть и больше в зависимости от количества продольных проволок в сетке) устанавливают в гнезда размоточного устройства 1. Сначала производят установку нижних бухт, затем верхних. Концы продольных проволок заправляют в зажимной механизм 11 на каретке 10 устройства подачи 2 и зажимают их. Концы поперечных проволок, сматываемых с двух бухт посредством механизма 3, заправляют в механизм подачи 4 поперечных проволок и зажимают их между роликами 18. При этом плиты штампов 6 и 7 находятся в раскрытом положении, как и ножницы 9. Нажатием кнопки "Пуск" на пульте управления осуществляется включение установки в работу.
Установка работает следующим образом. После зажима продольных проволок механизмом 11 включается привод шагового перемещения 12 каретки 10. Каретка 10 перемещается на шаг. Продольная проволока подается в штамп 6 зевообразовательного механизма. Верхняя плита штампа 6 перемещается вниз, при смыкании плит штампа 6 продольная проволока изгибается посредством выступов 13 и впадин 14 на рабочих поверхностях штампа, приобретая при этом форму треугольных зигов, как показано на фиг. 4. В крайнем нижнем положении верхней плиты штампа 6 включаются приводы двух пар роликов 18 (фиг. 3), поперечная проволока разматывается с бухт с помощью размоточного устройства 3. Расстояние между поперечными проволоками соответствует шагу сетки. Устройство подачи 4 осуществляет подачу двух поперечных проволок в образовавшиеся зиги на продольных проволоках в штамп 6. Заготовка сеточного полотна с уложенной первой парой поперечных проволок из штампа 6 механизмом шагового перемещения 12 подается в штамп 7, формирующий узел переплетения проволок. При этом зажимной механизм 11 освобождает продольные проволоки и каретка 10 возвращается в исходное положение механизмом 12, а подача поперечных проволок прекращается. В исходном положении каретки 10 механизм 11 вновь зажимает проволоки. Цикл изготовления сетки повторяется до тех пор, пока сеточное полотно, передвигаемое по опорам накопителя 9 механизмом 12 устройства подачи 2, не достигает требуемой длины и не коснется соответствующих упоров, в результате чего включается привод ножниц 8, отрезающих сеточное полотно. При возврате ножниц в исходное положение осуществляется поворот накопительного стеллажа 9 и полотно сетки падает на платформу тележки 19.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛИКВИДАЦИИ УТЕЧЕК | 2001 |
|
RU2206814C2 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| УСТАНОВКА ДЛЯ ЗАПОЛНЕНИЯ БАЛЛОНОВ СЖИЖЕННЫМ ГАЗОМ | 1990 |
|
RU2037736C1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2007 |
|
RU2376115C2 |
| УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ ПРОДОЛЬНЫХ УГЛУБЛЕНИЙ НА ОБЕЧАЙКАХ | 2004 |
|
RU2264878C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| КОДОВОЕ УСТРОЙСТВО ДЛЯ ЗАМКА | 1991 |
|
RU2045649C1 |
| Автоматическая линия для сварки сеток | 1974 |
|
SU555953A1 |
Изобретение относится к оборудованию для изготовления сеточных полотен из проволоки с квадратными ячейками и жесткофиксированнми узлом переплетения. В установке кинематически связаны размоточные устройства и устройства подачи продольных и поперечных проволок, зевообразовательный механизм и механизм образования узла переплетения проволок, механизм перемещения сетки, ножницы, разделяющие сетку на полотна, и накопитель полотен. Узел переплетения сетки формируется в штампе, на рабочих поверхностях которого выполнены фигурные ложементы, образующие при смыкании полость, соответствующую поверхности формируемого узла. Перемещение сеточного полотна осуществляется механизмом шагового перемещения каретки, подающей продольные проволоки в штамп зевообразовательного механизма. Изобретение позволяет расширить технические возможности устройства и повысить качество сеток. 7 ил.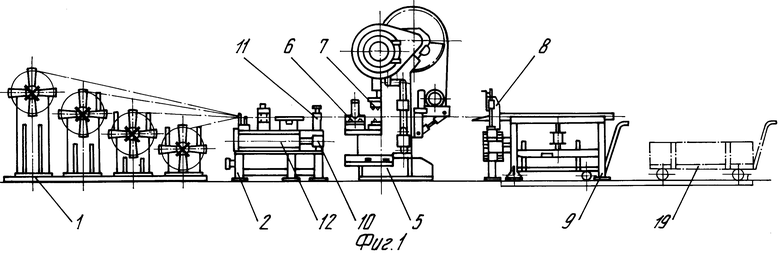
Установка для изготовления металлических сеток, содержащая кинематически связанные между собой механизмы размотки и подачи продольных и поперечных проволок, узел пробора, зевообразовательный механизм, выполненный в виде разъемного штампа с выступами и впадинами на сопрягающихся поверхностях, расположенными в соответствии с видом переплетения проволок, механизм образования узла переплетения и механизм перемещения сетки, совмещенный с механизмом подачи продольной проволоки, отличающаяся тем, что механизм образования узла переплетения выполнен в виде штампа, на рабочих поверхностях которого выполнены фигурные ложементы, образующие при смыкании полость, соответствующую поверхности формируемого узла переплетения, механизм подачи продольных проволок снабжен кареткой с механизмом зажима проволок и механизм шагового перемещения каретки, при этом установка оснащена ножницами, разделяющими сетку на полотна, и накопителем сеточных полотен, а штампы зевообразовательного механизма и механизм образования узла переплетения снабжены отлипателями.
| SU, авторское свидетельство, 895582, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

