(5) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВСПЕНЕННЫХ
I
Изобретение относится к области производства фасонных изоляционных изделий из пенополистирола и может быть использовано на предприятиях промышленности строительных материалов, торговли, мясной и молочной промышленности, имеющих участки производства изоляционных элементов (скорлуп) из пенополистирола для изоляции холодильного трубопровода.
Известна форма для изготовления вспененных изделий, содержащая перфорированный корпус, крышку, перфорированный центральный стакан, пароводяную рубашку, узлы подачи пара, охлаждающей воды, выгрузки готовых изделий 1 .
К недостаткам этой формы относится низкие производительность, качество изготавливаемых изделий и эффективность теплохладообменао
Известна также форма для изготовления вспененных изделий, содержащая перфорированный корпус с крышкой, ИЗДЕЛИЙ
перфорированный центральный стакан, днище, встроенные друг в друга паровую и водяную рубашки, узлы подачи пара, охлаждающей воды и выгрузки готовых изделий, патрубки отвода воды и конденсата Г2,
Данная форма является наиболее близкой по технической сущности и достигаемому результату к изобретению.
К недостаткам этой формы относится
10 сложность ее конструкции, невысокая эффективность теплохладообмена и качество изделий.
Целью изобретения является упрощение конструкции формы, повышение
15 эффективности теплохладообмена и качества изделий.
Указанная цель достигается тем, что в форме для изготовления вспененных изделий, содержащей перфорированКный корпус с крышкой, перфорированный центральный стакан, днище, встроенные, друг в друга паровую и водяную рубашки, узлы подачи пара, охлаждающей
воды и выгрузки готовых изделии, патрубки отвода воды и конденсата, паровая рубашка выполнена в виде вертикально .закрепленных на наружной стеке корпуса и равномерно расположенных по его периметру уголков, соединенных в нижней части .корпуса общим коллектором, причем отверстия перфорации на корпусе выполнены в местах крепления уголков и направлены под углом к вертикальной оси формы в сторону выгрузки изделий.
Кроме того, узел подачи охлаждающей воды выполнен в виде L-образного элемента, вертикальная часть которого встроена в водяную рубашку и выпол«ена перфорированной, причем верхняя ее часть соединена через равномерно расположенные по периметру фланца крышки переливные отверстия с кольцевой канавкой, связанной через сливные отверстия с водяной рубашкой. При этом отверстия перфорации центрального стакана выполнены под углом к вертикальной оси формы в сторону выгрузки изделий.
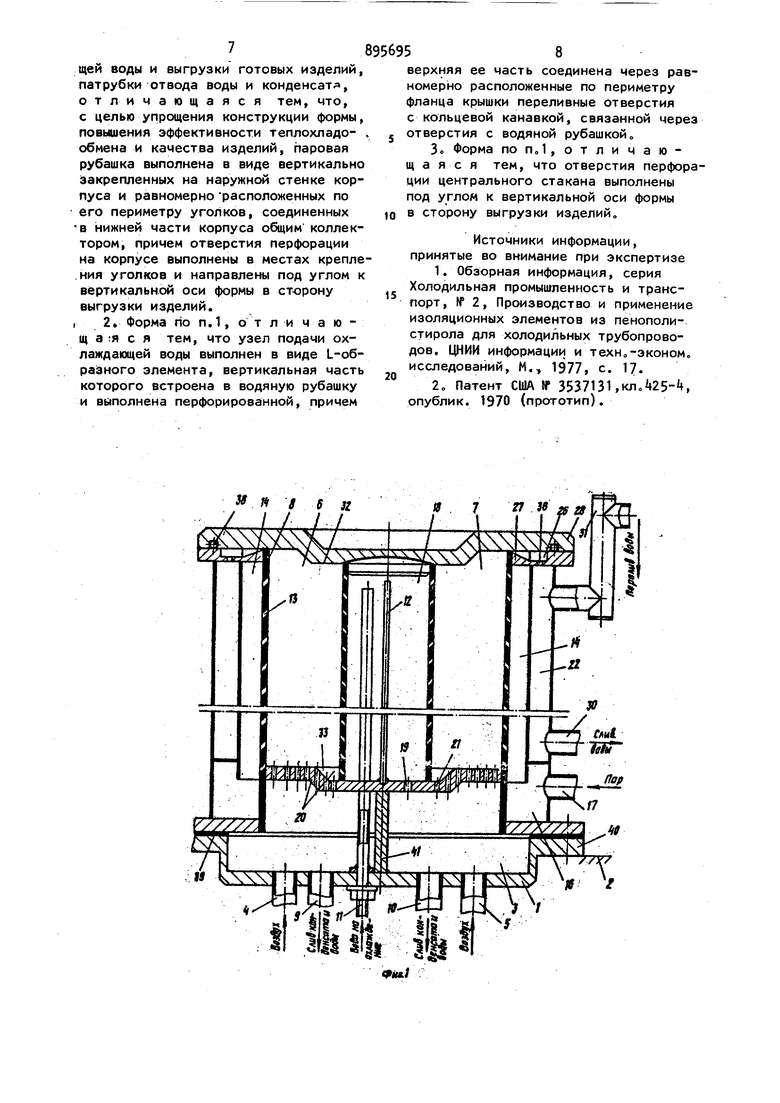
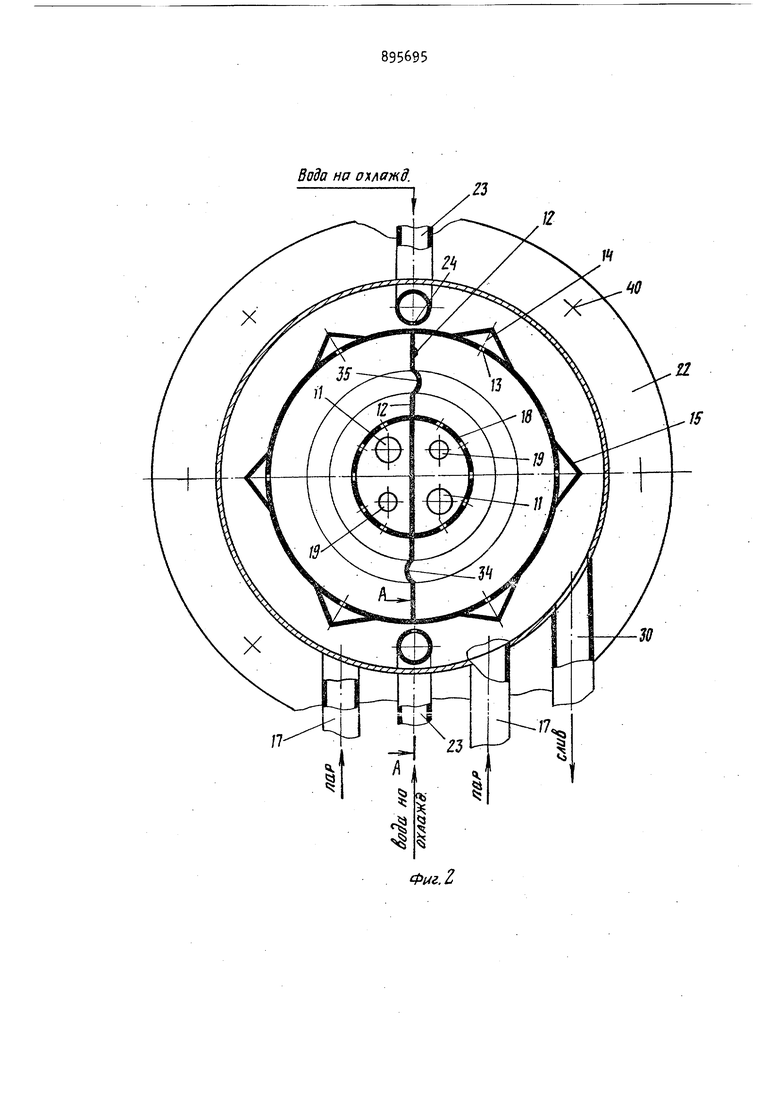
На фиг, схематически изображена форма, разрез; на фиг. 2 - то же, поперечный разрез; на фиг. 3 узел подачи охлаждающей воды;
Форма содержит основание 1,жестко установленное на общей плите 2 и выполненное в виде камеры 3 с патрубками 4,. 5 для подачи воздуха в пблуформы 6, 7 корпуса 8 формы и патрубками 9 10 для сброса конденсата и воды, а также патрубками 11 для подачи воды Корпус формы, разделенный на две полуформы 6, 7 перегородкой 12, имеет перфорацию 13, выполненную наклонно к горизонту под углом 5 в сторону выгрузки изделий о Перфорация 13 имеется лишь в местах прерывистой паровой рубашки (см. фиг. 2), выполненной в виде уголков 15, соединенных в нижней части корпуса общей паровой камерой-коллектором 16 (см.. фиг 1), имеющий патрубки 17 для подачи пара.
Внутри формы установлен перфорированный стакан 18, отверстия перфораций которого также направлены под углом Л5 в сторону выгрузки. В стакане 18 установлены патрубки 11 и имеются отверстия 19 на днище 20 для слива конденсата и воды. Днище 20 имеет перфорацию 21 для отвода конденсата в процессе формования и пода чи воздуха для выгрузки готовых изделий. Охлаждение форм осуществляется
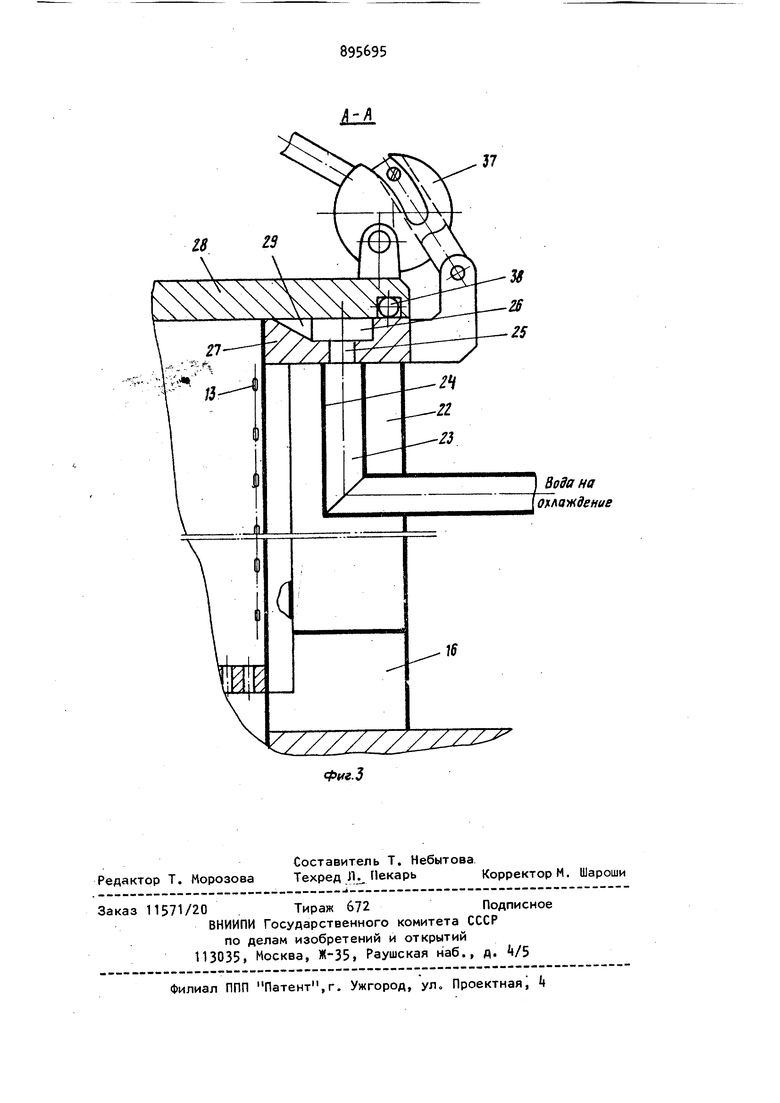
с помощью водяной рубашки 22 (см, фиг. 1,2,3) L-образных патрубков 23 (см. фиг. 2,3), имеющих в верхней части направленную в сторону центра
формы перфорацию 2, и верхним концом соединенных через переливные отверстия 25 (фиг. 3) с кольцевыми канавками 26 верхнего фланца 27. Для увеличения поверхности контакта фланца 27 и крышки 28 с холодной водой по кругу предусмотрены пазы 29 в верхнем фланце 27. Слив воды из водяной рубашки 22 (см. фиг, 2) осуществляется через патрубок 30,
5 Водяная рубашка 22 снабжена также приспособлением 31 для перелива водЫо Крьника 28 и перфорированное днище 20 имеют соответственно выступ 32 и впадину 33 для образования при сборке изоляционных изделий замка на торцах, а также для образования замков вдоль изоляционных элементов на перегородке 12 (см. фиг. 2) впадины 3, 35 справа и слева соответ твенно.
Фланец 27 по пазу (см.фиг.1) имеет сливные отверстия 36 для образования душа холодной воды вдоль кольцевой канавки 26. Крышка 28 (см. фиг. 3)
крепится к фланцу 27 посредством эксцентрикового механизма 37 и петель с другой стороны (условно не показаны). Между крышкой и фланцем вертикальной формы установлено уплотнение 38 (фиг.1) Между нижним фланцем .и основанием установлено уплотнение 39 и они соединены между собой болтовым соединением - болт, гайка, контргайка, шайба - 0„ Камера 3 нижней крышки разделена на две части перегородкой .
Форма работает следующим образом, В холодном состоянии открывают откидную крышку 28 (см. фиг. 3) с помощью замка 37. Внутренняя поверхность формы (см. фиг. 1) вручную смазывается кремнийорганической жидкостью ГКЖ-9t или раствором хозяйственного мыла для снижения коэффициента трения между изделием и металлической формой, т.е. для облегчения выгрузки изделий. Затем крышку 28 закрывают и подают в коллектор (паровую камеру) 16 через патрубок 17 пар, который проходит через паровую рубашку 14 (см. поперечный разрез формы фиг. 2) и ее перфорацию 13, перфорацию 21, днище 20, перфорацию стакана 18 и отверстия 19 Попадая в камеру 3 пар окончательно конденсируется, а конденсат сливается через патрубок 9, 10. Затем пар перекрывают и, отбросив крышку 28, загружают полуформы 6, 7. Загрузка полистиролом производится заподлицо (ориентировочно от 95 до 100). Крышку 28 вновь закрывают Включают вакуум-насос для сброса конденсата через патрубки 9 и 10, а затем подачу пара через патрубки 17«Окончательное вспенивание и частичное формование изделия осуществляется подачей острого пара в межгранульное пространство через патрубок 17, камеру 16, уголки паровой рубашки 1, перфорацию 13, меж гранульное пространство полистирола в полуформах 6, 7, перфорацию вертикального стакана 18, отверстия 19 днища 20 и на конденсациюо Вакуумирование конденсата осуществляется через перфорацию 21 днища 20, камеру 3 основания 1, и патрубки 9 и 10. В камере 3 конденсат из вертикального стакана 18 и полуформ 6, 7 смешивает ся и сливается через одни и те же патрубки 9 и 10. С увеличением объема гранул полистирола отверстия перфорации 13 запи раются и перекрывается доступ пара в межгранульное пространство полуфор б и 7, о чем сигнализируется маномет рами и звуковой сигнализацией (на чер тежах условно не показано). С повыше нием давления по Манометру с Oj t-l/O до 1, атм отключается подача пара и дальнейший процесс осуществляется за счет оставшегося тепла. Если окончательное вспенивание и предварительное формование осуществлялось за счет прямого воздействия пара на гранулы, то окончательное формование с образованием лицевого слоя и окончательным структурообразованием - путем контакт ного нагрева вспененного полистирола с разогр(етыми в процессе вспенивания стенками и крышками форм при продолжающемся вакуумировании. Длительность вспенивания и предварительного формования составляет 1-1,3 мин. Длительность окончательного формования с образованием лицевого слоя и окончательным структурообразованием равна 0,3-0,6 мин. Практически общая длительность термической обработки полистирола не превышает 1,,0 мин. Режим используется например, для производства изоляционных формованных изделий для изоляции 956 холодильного трубопровода до диаметра 350 мм и длиной изоляционных элементов 1000 мм. Охлаждение форм (и изделий) осуществляется следующим образом. Через патрубки 23 (см.фиг.З) подается холодная вода, которая одновременно поступает и в водяную рубашку 22, и в кольцевую Канавку 26 крышки 27 через переливное отверстие 25. Вода соответственно равномерно растекается по канавке сразу с двух сторон и затем через сливные отверстия Зб идет для образования душа холодной воды. При движении воды через патрубки часть ее через перфорацию (сМо фиг, 2,3) рубашки 22 поступает в места стыков наружной стенки формы и перегородки 12. Для сокращения длительности охлаждения в конструкции предусмотрено поступление воды в первую очередь к наиболее толстостенным деталям корпуса 27, 28, а также к стыку формы с перегородкой 12 (фиг. 2) формы, Длительность охлаждения составляет 5-12 мин и зависит от толщины формуемого изделия. Контроль температуры охлаждения форм осуществляется контактными термометрами. Разгрузка форм осуществляется следующим образом. Закрывается вся запорная арматура на патрубках 9, 10, 11, 17 (патрубок 17 закрыт ранее), 23 и открывается крышка 28, а затем подается воздух через патрубки j, 5. По достижении определенного давления в камере 3 под ложным днищем 20 готовые изделия выталкиваются сжатым воздухом из полуформ 6, 7. Подача воздуха осуществляется с помощью общеизвестного педального механизма. Далее процесс повторяется. Применение изобретения позволяет начительно улучшить разработку струкуры фасонных изделий по объему .достигуть создание прочного лицевого слоя, лучшить пароизоляционные свойства зделий и повысить эффективность тепохладообменё в процессе изготовения изделий. Формула изобретения 1, Форма для изготовления вспененых изделий, содержащая перфорированый корпус с крышкой, перфорированый центральный стакан, днище,встроеные друг в друга паровую и водяную убашки, узлы подачи пара, охлаждающей воды и выгрузки готовых изделий, патрубки отвода воды и конденсат, отличающаяся тем, что, с целью упрощения конструкции формы, повышения эффективности теплохладообмена и качества изделий, паровая рубашка выполнена в виде вертикально закрепленных на наружной стенке корпуса и равномерно расположенных по его периметру уголков, соединенных в нижней части корпуса общим коллектором, причем отверстия перфорации на корпусе выполнены в местах крепле .ния уголков и направлены под углом к вертикальной оси формы в сторону выгрузки изделий. , 2. Форма по П.1, о т л и ч а ю щ а ;я с я тем, что узел подачи охлаждающей воды выполнен в виде L-образного элемента, вертикальная часть которого встроена в водяную рубашку и выполнена перфорированной, причем 58 верхняя ее часть соединена через равномерно расположенные по периметру фланца крышки переливные отверстия с кольцевой канавкой, связанной через отверстия с водяной рубашкой 3. Форма поп,1,отличающ а я с я тем, что отверстия перфорации центрального стакана выполнены под углом к вертикальной оси формы в сторону выгрузки изделий. Источники информации, принятые во внимание при экспертизе 1. Обзорная информация, серия Холодильная промышленность и транспорт, № 2, Производство и применение изоляционных элементов из пенополистирола для холодильных трубопроводов, ЦНИИ информации и техн,-эконом, исследований, М. 1977, с. 17. 2„ Патент США fP 3537131 ,, опублик. 1Э70 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2424865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПОЛИСТИРОЛЬНЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2342252C2 |
| Форма для изготовления изделий из вспенивающихся материалов | 1986 |
|
SU1382658A1 |
| Устройство для перегонки эфирных масел из эфирномасличного зернового сырья | 2017 |
|
RU2650556C1 |
| КОЛОННЫЙ АППАРАТ ДЛЯ ДИСТИЛЛЯЦИИ МАСЛЯНЫХ МИСЦЕЛЛ | 2021 |
|
RU2809805C1 |
| УСТРОЙСТВО ДЛЯ ВСПЕНИВАНИЯ ПЕНОПОЛИСТИРОЛА | 2005 |
|
RU2283228C1 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ РАСТИТЕЛЬНОГО СЫРЬЯ | 1993 |
|
RU2088644C1 |
| Устройство для изготовления изделий из вспененных материалов | 1990 |
|
SU1789348A1 |
| АППАРАТ ДЛЯ ОЧИСТКИ РАСТИТЕЛЬНЫХ МАСЕЛ И ЖИРОВ | 2014 |
|
RU2558201C1 |
| АППАРАТ ДЛЯ ОТГОНКИ ЭФИРНЫХ МАСЕЛ ИЗ ЭФИРНО-МАСЛИЧНОГО МАТЕРИАЛА | 2014 |
|
RU2583094C1 |
3f К 8 S 31
/..//./У
Вода нсг оматд.
.2,
37
Вода на охлаждение
