Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ ИЗ ПЕНОПОЛИСТИРОЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2400365C1 |
| Форма для изготовления вспененных изделий | 1979 |
|
SU895695A1 |
| Устройство для изготовления изделий из вспененных материалов | 1978 |
|
SU749676A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОСТРУКТУРНЫХ ПАНЕЛЕЙ ИЗ ПЕНОПОЛИСТИРОЛА | 2009 |
|
RU2400363C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИНЖЕКЦИОННЫМ ФОРМОВАНИЕМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2006 |
|
RU2330756C1 |
| Форма-вагонетка | 1973 |
|
SU466994A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ ЛАД-5 | 1997 |
|
RU2137933C1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИНЖЕКЦИОННЫМ ФОРМОВАНИЕМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2006 |
|
RU2314198C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПОЛИСТИРОЛЬНЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2342252C2 |
| Способ получения сухого пара и мобильный кавитационно-гидродинамический генератор для его осуществления | 2024 |
|
RU2829393C1 |
Использование: оборудование для изготовления изделий из вспененных материалов. Сущность изобретения: устройство содержит полуформы, закрепленные на подвижной и неподвижной передних плитах. Полости плит соединены через клапаны с магистралью нагнетания перегретого пара, системой подачи воды и патрубком для отвода конденсата и охлаждающей жидкости. Патрубок выполнен с отогнутым вверх концевым участком и снабжен обратным клапаном. 2 ил.
Изобретение относится к оборудованию для переработки пластмасс в изделия из вспененного термопласта, например, полистирола и других гранулированных вспенивающихся материалов.
Известно устройство для производства изделий из вспененного полистирола, состоящее из двух полуформ, закрепленных в полых плитах, с установленными на них управляемыми клапанами соединенными с магистралями горячего воздуха под давлением, вакуум-насосов холодного воздуха и дренажа обработанной воды, а также установленными внутри плит форсунками соединенными с магистралями холодной воды.
Недостатком известного устройства является то, что оно не имеет средств механизации и автоматизации, а также в связи с тем, что процесс нагрева и охлаждения материала производится без нагрева стенок
полуформ, поверхность готового изделия получается рыхлой, без гладкой корки, что отрицательно влияет как на прочностные свойства изделия, так и на товарный вид таких изделий как игрушки или выплавляемые модели, т.е. может быть использовано при производстве неответственных изделий.
Известна также машина для формования пенополистирола, включающая полую переднюю неподвижную и подвижную на колонках относительно задней неподвижной плиты полую промежуточную плиты с закрепленными на них полуформами, полость каждой из плит которой через управляемый клапан сообщена с магистралью нагнетания перегретого пара, имеет установленную внутри форсунку, связанную с каналом подачи охлаждающей жидкости и оснащена патрубком для отвода конденсата
4 00 Ю CJ
fe
пара и охлаждающей жидкости перекрытыми аналогичными клапанами, снабженная средствами механизации и автоматизации для управления всеми механизмами и устройствами.
Данная машина для формования пено- полистирола обеспечивает как автоматизацию всего процесса изготовления так и высокое качество изделия, по прочности так и по гладкости его внешней поверхности.
Недостатком такси о С |рийыьа для изготовления изделий из вспененных материалов является то, что при охлаждении водой заформованногохв форме изделия после его тепловой обработки, влага через перфорации (венты), предназначенные для поперечной обработки перегретым паром гранул полистирола вспенивающегося, находящихся внутри формы, попадает на изделие и обильно смачивает его в нижней части, в связи с чем готовое изделие необходимо подвергать операции сушки (обезвоживания).
Целью изобретения является снижение энергозатрат устройства за счет получения обезвоженных изделий.
Поставленная цель достигается тем, что в устройстве для изготовления изделий из вспененных материалов, содержащем установленные на колонках подвижную плиту и неподвижные переднюю и заднюю плиты, полуформы, закрепленные на подвижной плите и неподвижной передней плите, полости которых соответственно соединены через клапаны с магистралью нагнетания перегретого пара, системой подачи охлаждающей воды посредством форсунки и патрубком для отвода конденсата и охлаждающей жидкости, патрубок выполнен с отогнутым вверх концевым участком и снабжен обратным клапаном.
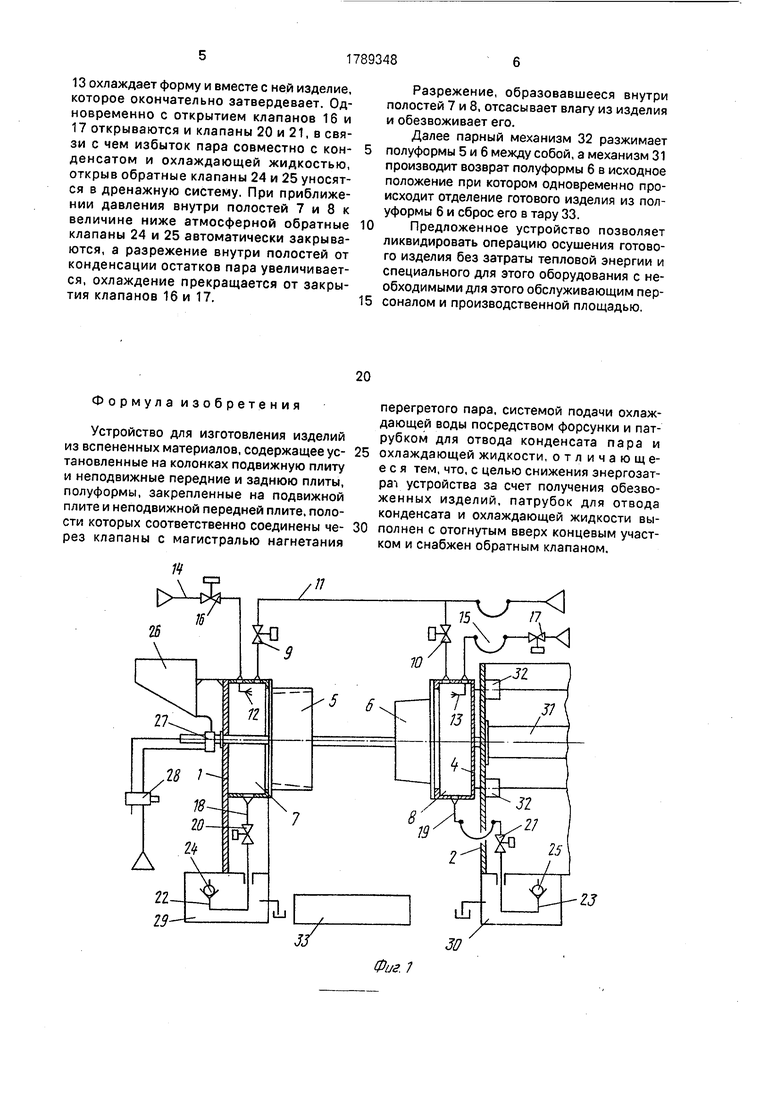
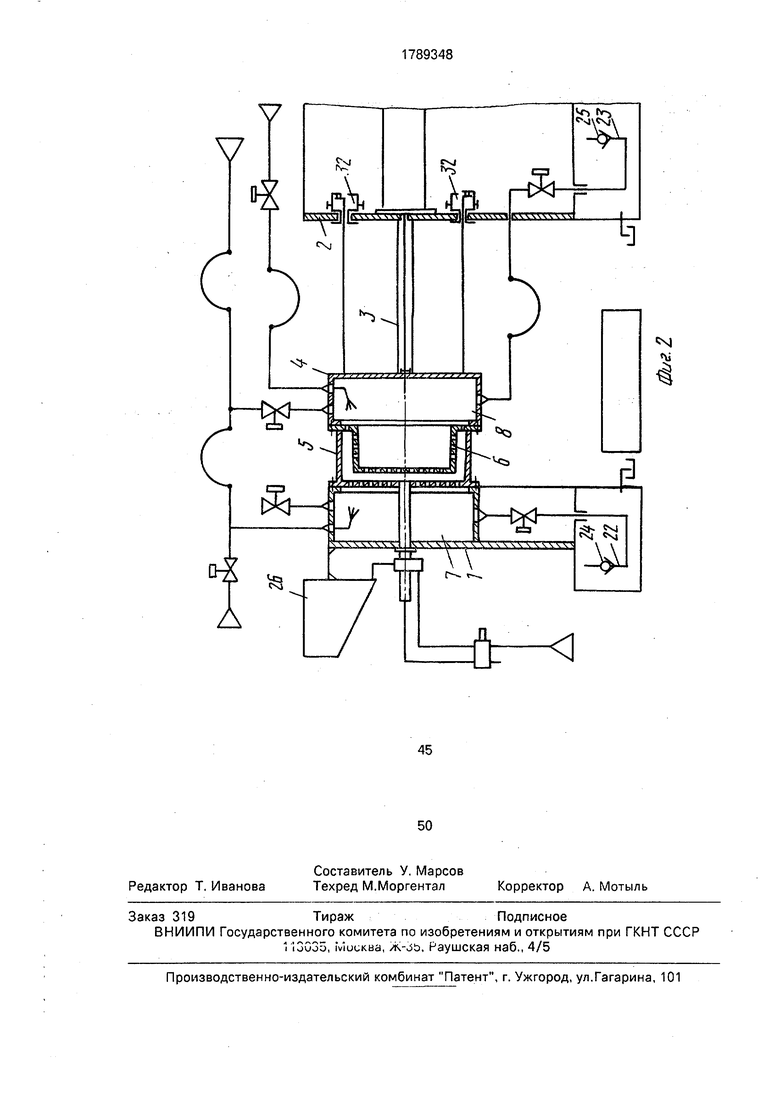
На фиг.1 схематично изображено предлагаемое устройство в исходном положении; на фиг.2 - то же, рабочее положение при сомкнутых полуформах.
Устройство для изготовления изделий из вспененных материалов содержит полую неподвижную переднюю плиту 1 и неподвижную заднюю плиту 2 связанных между собой колонками 3, установленную на колонках полую подвижную плиту 4 с закрепленными на них полуформами 5 и 6. Полости 7 и 8 плит 1 и 4 через управляемые клапана 9 и 10 сообщены с магистралью 11 нагнетания перегретого пара и имеют установленные в них форсунки 12 и 13, связанные с системой подачи воды посредством управляемых клапанов 16 и 17,
Полости 7 и 8 посредством патрубков 18 и 19 сообщаются с дренажной системой отвода конденсата пара и отработанной охлаждающей воды.
Средняя часть патрубков 18 и 19 оснащена управляемыми клапанами 20 и 21, а отогнутые вверх их концевые участки 22 и 23 снабжены обратными клапанами 24 и 25. Для механизации и автоматизации процесса изготовления изделий, устройство содержит также бункер 26 связанный с дозирующим устройством 27 имеющим пневматическую систему управления 28, тумбу 29 передней плиты 1, тумбу 30 задней
плиты 2, механизм ускоренного смыкания 31 полуформ 5 и 6, парный механизм дожа- тия 32 полуформ и тару 33.
Устройство работает следующим образом.
Посредством механизма ускоренного смыкания 31 полуформы 5 и 6 смыкаются между собой с образованием крекинг-зазора и в этом положении производится продувка образующей полости сборной формы
сжатым воздухом для удаления конденсата. Затем посредством дозирующих устройств 27 форма заполняется гранулированным предвспененным материалом засасываемым из бункера 26. Посредством парного
механизма дожатия 32 полуформы 5 и 6 окончательно смыкаются.
При закрытых управляемых клапанах 10, 16, 17 и 20 и одном открытом 21, открывается клапан 9 и перегретый пар из магистрали 11 заполняет полость 7 и через перфорации полуформы 5 проходит сквозь гранулы к перфорации полуформы 6 в полость 8 и отработанный, через патрубок 19,
клапан 21 и обратный клапан 25, уходит в дренажную систему.
При прохождении перегретого пара сквозь гранулы они от нагрева расширяются и спекаются между собой и препятствуют
дальнейшему прохождению пара, После этого клапан 21 закрывается, а клапан 10 открывается, вследствие чего начинается автоклавный прогрев формы, т.е. прогрев ее стенок с двух или со всех сторон, что
способствует образованию на поверхности изделия гладкой сплошной корочки, увеличивающей как прочность изделия так и улучшающей внешний вид готового изделия.
По окончании автоклавной обработки клапаны 9 и 10 закрываются и изделие подвергается операции стабилизации. По истечении времени стабилизации, клапаны 16 и 17 открываются и распыленная охлаждаю- щая жидкость выходящая из форсунок 12 и
13 охлаждает форму и вместе с ней изделие, которое окончательно затвердевает. Одновременно с открытием клапанов 16 и 17 открываются и клапаны 20 и 21, в связи с чем избыток пара совместно с конденсатом и охлаждающей жидкостью, открыв обратные клапаны 24 и 25 уносятся в дренажную систему. При приближении давления внутри полостей 7 и 8 к величине ниже атмосферной обратные клапаны 24 и 25 автоматически закрываются, а разрежение внутри полостей от конденсации остатков пара увеличивается, охлаждение прекращается от закрытия клапанов 16 и 17.
Ф о р м у л а и з о б р е те н и я
Устройство для изготовления изделий из вспененных материалов, содержащее установленные на колонках подвижную плиту и неподвижные передние и заднюю плиты, полуформы, закрепленные на подвижной плите и неподвижной передней плите, полости которых соответственно соединены через клапаны с магистралью нагнетания
0
5
Разрежение, образовавшееся внутри полостей 7 и 8, отсасывает влагу из изделия и обезвоживает его.
Далее парный механизм 32 разжимает полуформы 5 и б между собой, а механизм 31 производит возврат полуформы 6 в исходное положение при котором одновременно происходит отделение готового изделия из полуформы 6 и сброс его в тару 33.
Предложенное устройство позволяет ликвидировать операцию осушения готового изделия без затраты тепловой энергии и специального для этого оборудования с необходимыми для этого обслуживающим персоналом и производственной площадью.
перегретого пара, системой подачи охлаждающей воды посредством форсунки и патрубком для отвода конденсата пара и охлаждающей жидкости, отличающееся тем, что, с целью снижения энергозат- pai устройства за счет получения обезвоженных изделий, патрубок для отвода конденсата и охлаждающей жидкости выполнен с отогнутым вверх концевым участком и снабжен обратным клапаном.
М
3
4
| Патент США № 4813859, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Солесос | 1922 |
|
SU29A1 |
