Изобретения относятся к производству пенополистирольных блоков и могут быть использованы в строительной индустрии.
Известен способ получения изделий на основе пенополистирола по а.с. СССР №1804393 (опубл. 23.03.1993 г.). Этот способ включает заполнение формы при помощи приспособления в виде съемной, разграничивающей объем формы на внутреннюю и внешнюю полости рамки. Внутреннюю полость заполняют вспененными гранулами полистирола. Наружную полость заполняют до 100% объема формы гранулами невспененного полистирола с пенообразователем.
Данный способ используется преимущественно для изготовления упаковки с плотной наружной поверхностью и менее жесткой сердцевиной.
В отличие от аналога известен способ изготовления крупногабаритных блоков из полистирольного пенопласта плотностью менее 20 кг/м3 по а.с. СССР 1790516 (опубл. 23.01.1993 г.). Способ включает заполнение формы, формообразующие поверхности которой покрыты антипригарной смазкой, предварительно вспененными гранулами полистирола, замыкание формы и формование блоков подачей в формы водяного пара методом теплового удара. Через 6-8 мин после прекращения подачи пара проводят охлаждение со скоростью 60-80°С/мин, циклично, методом "холодного удара" в течение 6-9 мин. Соотношение времени охлаждения к времени выдержки между циклами равно 1:2. После этого форму охлаждают в естественных условиях 40-45°С и извлекают изделие.
Вышеописанное изобретение наиболее близко к предлагаемому по технической сущности, но обладает сложным технологическим процессом, временем его прохождения и высокой стоимостью. Кроме того, форма полностью заполняется предварительно вспененными гранулами полистирола, нет внутренних полостей, которые служат для дальнейшего монтажа, строительства зданий и сооружений из этих блоков.
Предлагаемым способом решается задача упрощения технологического процесса, снижения затрат на производство пенополистирольных блоков и дальнейшее применение их в строительстве по методу "несъемной опалубки".
Для достижения этого технического результата в способе изготовления пенополистирольных блоков, включающем заполнение полости формы предварительно вспененными гранулами полистирола, замыкание формы, формирование блоков подачей водяного пара методом "теплового удара", охлаждение формы методом "холодного удара" с последующим охлаждением в естественных условиях, раскрытие формы и извлечение готовых блоков при достижении температуры формы 40-45°С, форму заполняют после установки в нее съемных приспособлений, которые выполнены пустотелыми, служат для прохождения пара и разграничивают объем формы на внутреннюю и внешнюю полости, причем заполняют наружную полость формы, охлаждение проводят через 3-5 мин после прекращения подачи пара в форму холодной водой в течение 1-2 мин.
Отличительными признаками предлагаемого способа изготовления пенополистирольных блоков является заполнение формы после установки в нее съемных приспособлений, которые выполнены пустотелыми, служат для прохождения пара и разграничивают объем формы на внутреннюю и внешнюю полости, причем заполняют наружную полость формы, охлаждение проводят через 3-5 мин после прекращения подачи пара в форму холодной водой в течение 1-2 мин.
Благодаря наличию этих признаков внутренняя полость блоков остается пустой, что позволяет скреплять блоки между собой и заливать их бетоном при строительстве. Кроме того, упрощается технологический процесс, время его прохождения и снижаются затраты на производство блоков.
Известна форма для изготовления изделий из пенопласта по а.с. СССР №1167023 (опубл. 15.07.85). Эта форма содержит крышку, подвижное днище и боковые стенки, образующие паровую камеру, загрузочное устройство, снабженное патрубком, систему вакуумирования, подачи и удаления пара, газа и конденсата. Внутри паровой камеры установлены подвижные перфорированные формообразующие стенки, смонтированные с возможность фиксации в рабочем положении подвижным днищем.
Данное устройство также предполагает изготовление сплошных блоков без внутренней полости.
Предлагаемым устройством, так же, как и способом изготовления пенополистирольных блоков, решается задача дальнейшего применения блоков в строительстве по методу "несъемной опалубки".
Для достижения этого технического результата в устройстве для изготовления пенополистирольных блоков, содержащем паровую камеру, состоящую из крышки, стенок и днища, внутри которых установлены подвижные перфорированные формообразующие крышка и стенки, смонтированные с возможность фиксации в рабочем положении на основании, загрузочное устройство, систему подачи и удаления пара и конденсата, при этом паровая камера снабжена системой подвода воды, а внутри формообразующих стенок установлены съемные приспособления-вкладыши, разграничивающие форму на внутренние и внешнюю полости, оси которых параллельны формообразующим стенкам.
Предлагаемый способ и устройство для изготовления пенополистирольных блоков иллюстрируются чертежами, представленными на фиг.1-3.
На фиг.1 показан поперечный разрез устройства;
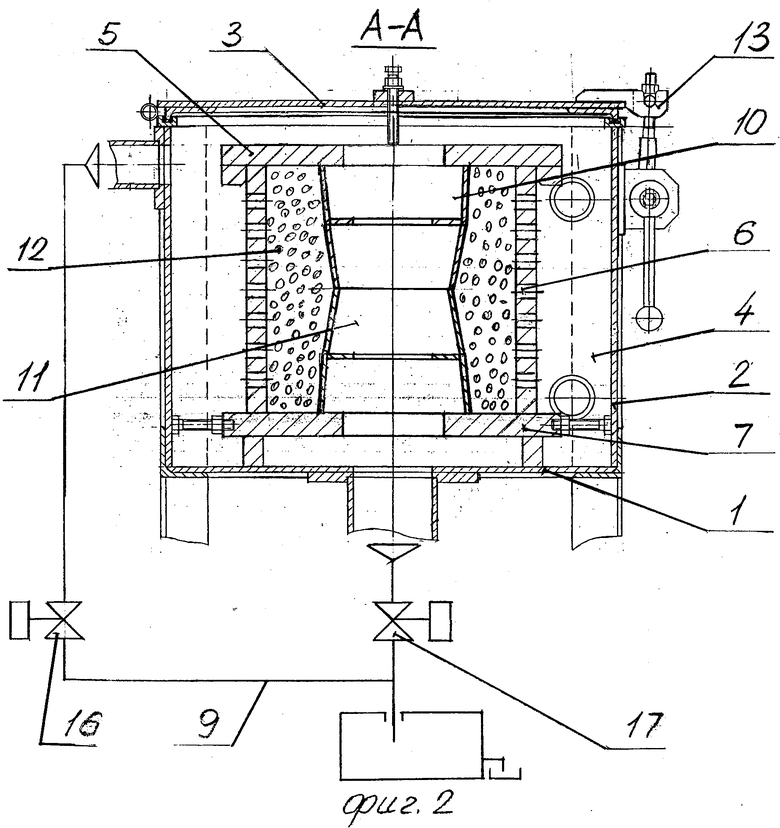
на фиг.2 - то же, разрез по А-А;
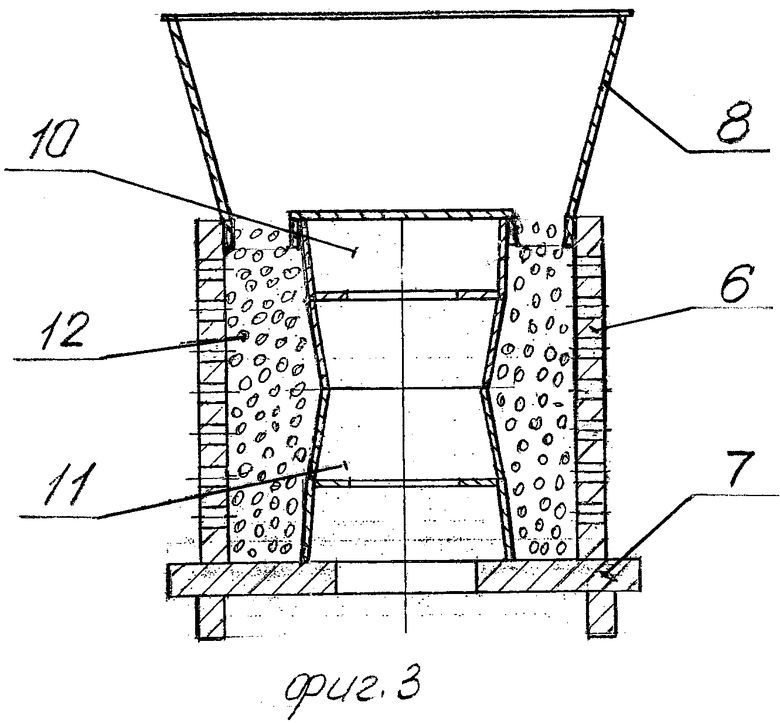
на фиг.3 - показано заполнение формы полистиролом.
Устройство для изготовления пенополистирольных блоков содержит днище 1, боковые стенки 2 и крышку 3, образующие паровую камеру 4. Внутри этой камеры установлены подвижные перфорированные формообразующие: крышка 5 и стенки 6, смонтированные с возможностью фиксации в рабочем положении на основании 7. Кроме того, устройство содержит загрузочное устройство 8, систему подачи и удаления пара, конденсата и систему подвода воды 9. Внутри формообразующих стенок установлены съемные приспособления-вкладыши 10 и 11, разграничивающие форму на внутренние и внешнюю полости, оси которых параллельны формообразующим стенкам.
Изготовление пенополистирольных блоков происходит следующим образом. После установки перфорированных дюралюминиевых стенок 6 в вертикальном положении на основании 7 и установки верхнего съемного вкладыша 10 над нижним стационарным вкладышем 11, установленным на основании 7, проводят заполнение формы вспененными гранулами 12 полистирола при помощи загрузочного устройства 8, позволяющего заполнять форму, не допуская попадания гранул в полость внутри вкладышей 10, 11, которые остаются пустыми и служат для прохождения пара. По окончании заполнения формы загрузочное устройство 8 убирается и устанавливается верхняя формообразующая крышка 5, фиксирующая стенки 6 и верхний вкладыш 10 от смещений. После ее установки закрывается герметичная крышка 3 на замки 13. Далее открывается клапан 14, и перегретый пар из магистрали заполняет полость паровой камеры 4. В течение 1 мин в форму вводят острые струи пара (метод «теплового удара») и закрывают клапан 14. Выдерживают паузу в течение 3 мин, благодаря чему все частицы гранул полистирола 12 равномерно прогреваются. Подавляющее большинство гранул полностью вспенивается, а плотность блока по всему объему выравнивается.
По истечении времени открывается клапан 15 и одновременно открывается клапан перелива 16, и холодная вода заполняет камеру на 1 минуту. После этого воду перекрывают клапаном 15 и открывают клапан слива 17. Дальнейшее охлаждение осуществляют в естественных условиях и при достижении температуры стенок формы 40-45°С открывают крышку 3 камеры и без особых усилий снимают формообразующую крышку 5, раздвигают перфорированные стенки 6, вынимают верхний вкладыш 10 и готовый блок 18.
Предложенное устройство позволяет изготавливать блоки несъемной опалубки без затрат на приобретение дорогостоящего оборудования с необходимым для этого обслуживающим персоналом и производственной площадью. Пенополистирольные блоки обладают малым весом, теплоизоляционными свойствами, а внутренние полости обеспечивают надежный и оперативный монтаж прутковой металлической арматурой и бетоном.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2424865C1 |
| Форма для изготовления вспененных изделий | 1979 |
|
SU895695A1 |
| СПОСОБ ПОЛУЧЕНИЯ СПОСОБНОГО ВСПЕНИВАТЬСЯ ПОЛИСТИРОЛЬНОГО ГРАНУЛЯТА | 2009 |
|
RU2398791C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО ИЗДЕЛИЯ | 2005 |
|
RU2286249C2 |
| Устройство для изготовления изделий из полимерных материалов | 1981 |
|
SU1006255A1 |
| Форма для изготовления изделий из пенопласта | 1988 |
|
SU1692858A1 |
| Способ получения изделий на основе пенополистирола | 1991 |
|
SU1804393A3 |
| Устройство для предварительного вспенивания гранул пенополистирола | 1989 |
|
SU1775313A1 |
| КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКОЛОГИЧЕСКИ ЧИСТЫЙ ПОЛИСТИРОЛБЕТОН, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ И СПОСОБ ВОЗВЕДЕНИЯ ИЗ НИХ ТЕПЛОЭФФЕКТИВНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ ПО СИСТЕМЕ "ЮНИКОН" | 2002 |
|
RU2230717C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ БЛОКОВ | 1991 |
|
RU2022791C1 |
Изобретение относится к способу производства пенополистирольных блоков, которые могут быть использованы в строительной индустрии, и к устройству для их производства. Техническим результатом заявленной группы изобретений является упрощение технологического процесса, снижение затрат на производство пенополистирольных блоков и дальнейшее применение их в строительстве по методу "несъемной опалубки". Технический результат достигается способом изготовления пенополистирольных блоков, включающем заполнение полости формы предварительно вспененными гранулами полистирола, замыкание формы и формирование блоков подачей водяного пара методом "теплового удара". Затем охлаждают форму методом "холодного удара" с последующим охлаждением в естественных условиях, раскрывают форму и извлекают готовые блоки при достижении температуры формы 40-45°С. При этом форму заполняют после установки в нее съемных приспособлений, которые выполнены пустотелыми, служат для прохождения пара и разграничивают объем формы на внутреннюю и внешнюю полости. Причем заполняют наружную полость формы, а охлаждение проводят через 3-5 мин после прекращения подачи пара в форму холодной водой в течение 1-2 мин. 2 н.п. ф-лы, 3 ил.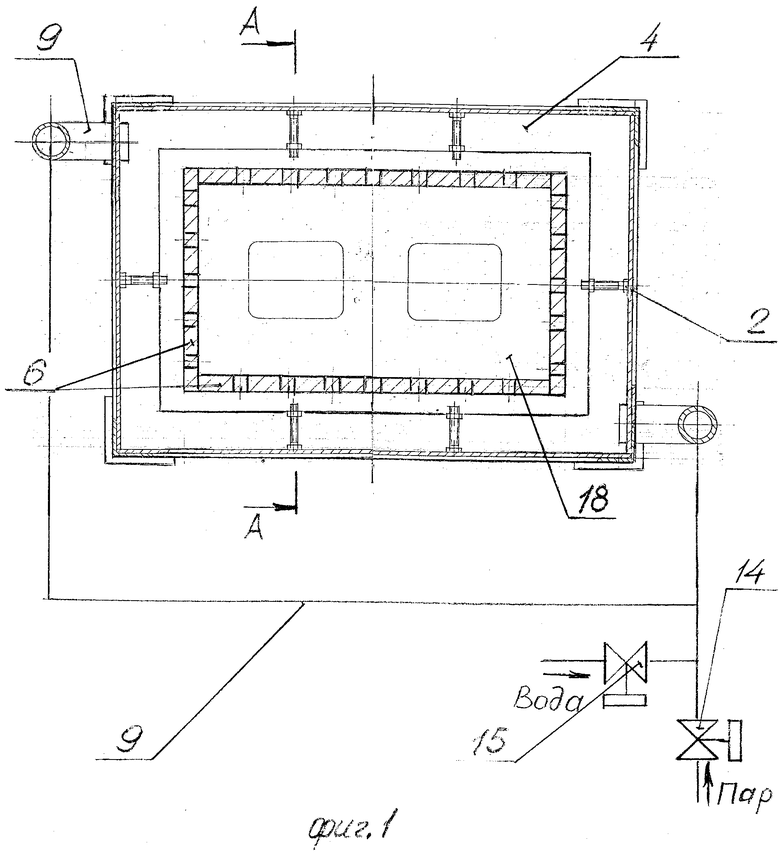
| SU 1790516 A3, 23.01.1993 | |||
| GB 190212920 A, 06.06.1903 | |||
| Форма для изготовления изделий из пенопласта | 1983 |
|
SU1167023A1 |

