(54) СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбовое соединение с сухим смазочным покрытием | 2017 |
|
RU2671759C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2006 |
|
RU2324857C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КОНИЧЕСКИХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 1999 |
|
RU2163654C1 |
| СОЕДИНЕНИЕ КОРРОЗИОННОСТОЙКИХ ОБСАДНЫХ ИЛИ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2384789C1 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2005 |
|
RU2294475C1 |
| Способ визуального контроля свинчивания муфтового соединения нефтегазопромысловых труб | 2018 |
|
RU2687718C1 |
| Способ визуального контроля свинчивания нефтепромысловых труб. | 2017 |
|
RU2668582C1 |
| Резьбовое соединение "ниппель-муфта с термодиффузионным цинковым покрытием" | 2017 |
|
RU2676340C1 |
| СПОСОБ ОБРАБОТКИ НИППЕЛЬНОЙ ЧАСТИ РЕЗЬБОВОГО СОЕДИНЕНИЯ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2015 |
|
RU2644836C2 |
| СМАЗКА ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2007 |
|
RU2355740C1 |
1
Изобретение относится к способам герметизации и может быть использовано при изготовлении труб с резьбовыми соединениями, например труб нефтяного сортамента - обсадных, насосно-компрессорных и др.
Известен способ герметизации резьбовых соединений, включающий нанесение противокоррозионного жидкого материала на внутреннюю поверхность резьбового соединения, затем вытеснение противокоррозионного материала путем свинчивания во внутрь трубопровода и последующее отверждение материала 1.
Недостатком этого способа является то, что он не обеспечивает герметичности резьбовых соединений при многократном свинчивании - развинчивании их. Это объясняется тем, что противокоррозионный материал после отверждения (отверждение - процесс необратимый) теряет свои пластические свойства, вследствие чего при повторном свинчивании - развинчивании резьбовых соединений возникают заедания, задиры и т.п., вызывающие нарущения герметичности. Кроме того, способ ухудшает санитарно-гигиенические условия труда, так как
при отверждении противокоррозионного материала выделяются токсичные вещества.
Известен также способ герметизации резьбовых соединений, включающий нанесение на резьбовую поверхность металлического покрытия с переменной толщиной слоя, возрастающей от торцов к середине резьбы 2.
Наиболее близким по технической сущности к предлагаемому изобретению является способ герметизации резьбовых соединений путем нанесения на резьбовую поверх10ность равномерного по толщине металлического, в частности гальванического покрытия 3.
Основным недостатком обоих последних указанных способов является то, что они 5 также не обеспечивают необходимой герметичности резьбовых соединений. Это объясняется тем, что металлические покрытия не обладают достаточной пластичностью и при свинчивании резьбовой пары не полностью заполняют конструктивные зазоры в резьбо20вом соединении. Кроме того, при сборке резьбовое соединение в этом случае перенапрягается, вследствие чего снижается прочность его на восприятие осевых нагрузок.
Целью изобретения является повышение герметичности резьбовых соединений труб.
Цель достигается тем, что в способе герметизации резьбовых соединений, включающем нанесение на резьбу одной из сопрягаемых деталей равномерного по толщине металлического покрытия, на последнее дополнительно наносят термопластичное пластмассовое покрытие переменной толщины с равномерным увеличением ее от захода резьбы к ее сбегу.
Вследствие того, что толщина покрытия увеличивается к сбегу резьбы и находится при свинчивании - развинчивании в пластичном состоянии (термопластичное покрытие нагревают до температуры его размягчения 60-90°С) торцовые винты нарезки второй сопрягаемой детали внедряются в этот слой, при этом происходит полное заполнение конструктивных зазоров в резьбовом соединении. Последнее обеспечивает необходимую герметизацию резьбовых соединений.
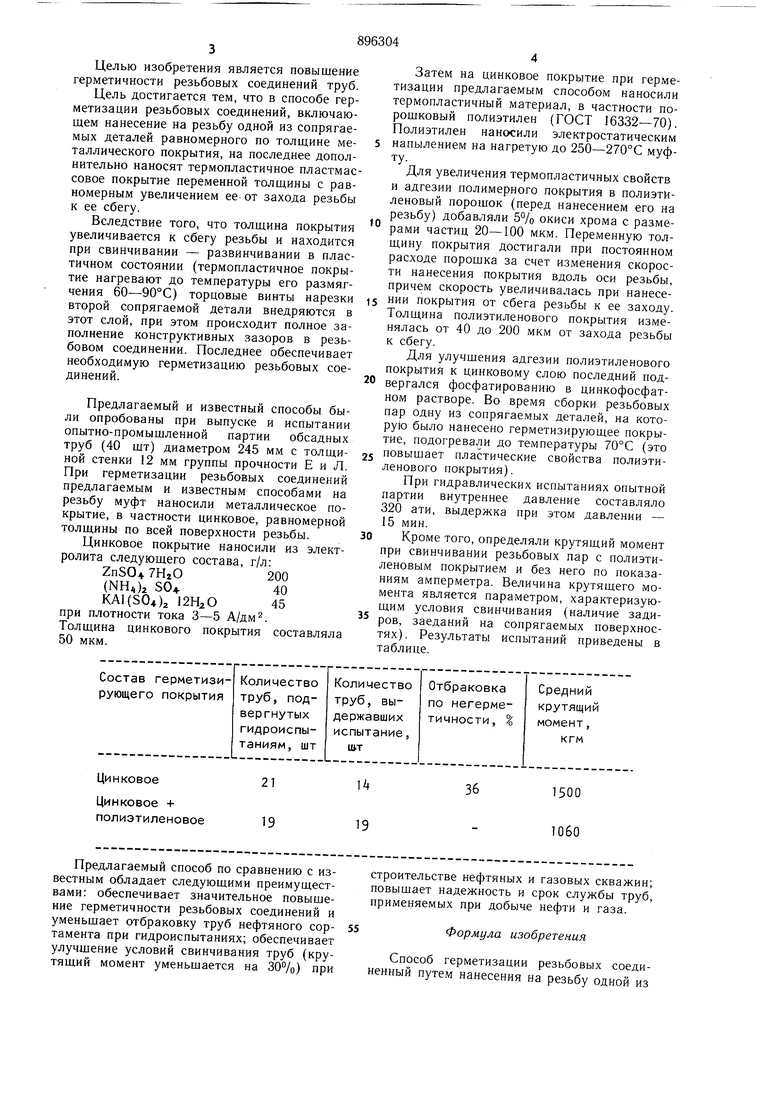
Предлагаемый и известный способы были опробованы при выпуске и испытании опытно-промышленной партии обсадных труб (40 шт) диаметром 245 мм с толщиной стенки 12 мм группы прочности Е и Л. При герметизации резьбовых соединений предлагаемым и известным способами на резьбу муфт наносили металлическое покрытие, в частности цинковое, равномерной толщины по всей поверхности резьбы.
Цинковое покрытие наносили из электролита следующего состава, г/л:
ZnSO 7НгО200
(NH)2 504-40
KA1(S04)2 12HiO45
при плотности тока 3-5 А/дм 2. Толщина цинкового покрытия составляла 50 мкм.
Предлагаемый способ по сравнению с известным обладает следующими преимуществами: обеспечивает значительное повышение герметичности резьбовых соединений и уменьшает отбраковку труб нефтяного сортамента при гидроиспытаниях; обеспечивает улучщение условий свинчивания труб (крутящий момент уменьшается на 30%) при
Затем на цинковое покрытие при герметизации предлагаемым способом наносили термопластичный материал, в частности порошковый полиэтилен (ГОСТ 16332-70). Полиэтилен наносили электростатическим
напылением на нагретую до 250-270°С муфту.
Для увеличения термопластичных свойств и адгезии полимерного покрытия в полиэтиленовый порошок (перед нанесением его на резьбу) добавляли 5% окиси хрома с размерами частиц 20-100 мкм. Переменную толщину покрытия достигали при постоянном расходе порошка за счет изменения скорости нанесения покрытия вдоль оси резьбы, причем скорость увеличивалась при нанесеНИИ покрытия от сбега резьбы к ее заходу. Толщина полиэтиленового покрытия изменялась от 40 до 200 мкм от захода резьбы к сбегу.
Для улучшения адгезии полиэтиленового покрытия к цинковому слою последний подвергался фосфатированию в цинкофосфатном растворе. Во время сборки резьбовых пар одну из сопрягаемых деталей, на которую было нанесено герметизирующее покрытие, подогревали до температуры 70°С (это повышает пластические свойства полиэтиленового покрытия).
При гидравлических испытаниях опытной партии внутреннее давление составляло 320 ати, выдержка при этом давлении - 15 мин.
Кроме того, определяли крутящий момент при свинчивании резьбовых пар с полиэтиленовым покрытием и без него по показаниям амперметра. Величина крутящего момента является параметром, характеризующим условия свинчивания (наличие задиров, заеданий на сопрягаемых поверхностях). Результаты испытаний приведены в таблице.
строительстве нефтяных и газовых скважин; повышает надежность и срок службы труб, применяемых при добыче нефти и газа.
55Формула изобретения
Способ герметизации резьбовых соединенный путем нанесения на резьбу одной из
56
сопрягаемых деталей равномерного по тол-Источники информации, щине металлического покрытия, отличающий-принятые во внимание при экспертизе ся тем, что, с целью повышения герметичности, на металлическое покрытие дополнитель-1. -3. Руководство по трубам нефтяного но наносят термопластичное пластмассовоесортамента и их соединениям, применяемым покрытие переменной толщины с равномер-5 за рубежом. Стандарты американского нефным увеличением ее от захода резьбы к еетяного института. Справочник. М., «Недра, сбегу.1969, с. 116-118.
896304
