Известные станки для чистки профильного металла проволочными щетками требуют большого числа переналадок и не обеспечивают необходимой производительности и срока щеток.
Эти недостатки устранены в предлагаемом станке применением поворотной подвески картера перебора шлинделей, увеличивающей срок службы проволочных щеток,а также щеточных фигурных щайб, позволяющих чистить разные профили и, следовательно, сократить число переналадок и повысить производительность станка.
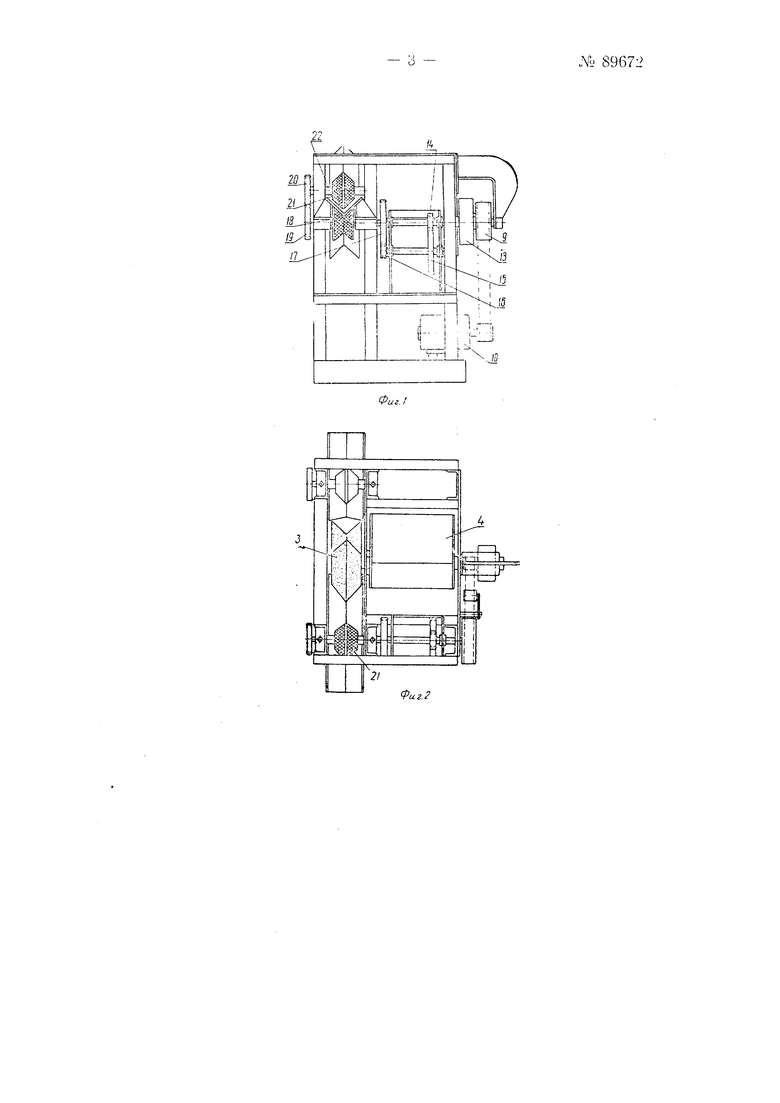
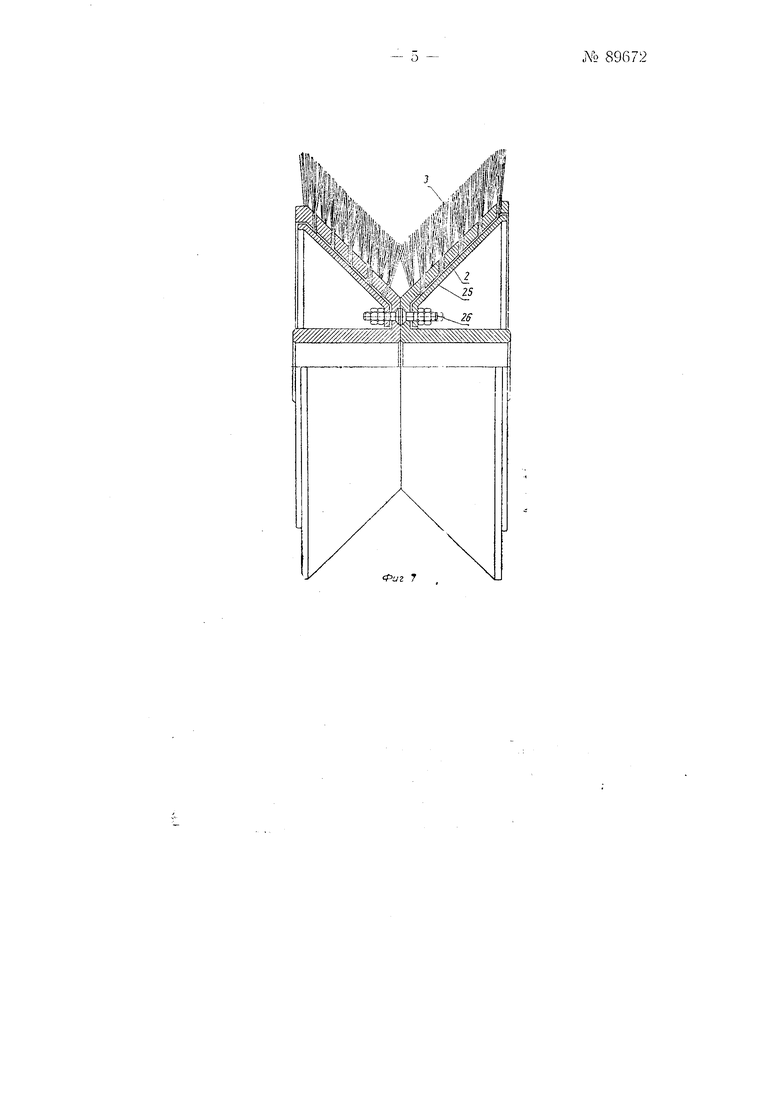
На фиг. 1, 2, 3 и 4 схематически изображен станок в нескольких проекциях; на фиг. 5 поворотная подвеска картера перебора шпинделей; на фиг. б - фигурные щайбы; на фиг. 7 и 8 - щайба с молтированной на ней щеткой, продольный и поперечный разрез.
Для передачи вращения шпинделя.м /, на которых укреплены фигурные шайбы 2 с монтироваь ными на них прово точными щетками 3, станок имеет перебор шпинделей, помещенный в картере 4, снабженном подвеской 5. Крепление подвески к станине станка осуществляется радиально расположенными болтами 6, которые входят в прорези щек 7 и 5, поичем щека 7 приварена к станине, а щека 8 выполнена съемной. Применение подвески 5 обеспечивает максимальное использование проволочных щеток без переналадки станка, так как по мере износа щеток последние приближаются к изделию путем поворачивания картера шпиндельного перебора на некоторый угол.
Перебор щпинделей приводится в движение двухступенчатым шкивом 9 посредством ременной передачи от электродвигателя W. На одном валу со шкивом 9 укреплсмш шестерня 11, передающая вращение шестерням 12, которые закреплены на щнинделях /. Также щкив 9 с помощью ременной передачи передает вращение 13 и шестерне М, закрепленной на одном валу со шкивом 13 и посредством шестерен 15 и 16 передает вращение шестерне 17, а вместе с ней- ролику 18 и шестерне 19. зацепляющейся с шестерней 20, вращающей
верхний подающий ролик 21, сидящий на валу 22. Применение подающих приводных роликов 18 и 21 обеспечивает осуществление непрерывной подачи к щеткам обрабатываемых деталей. Для подведения деталей к роликам и выдачи очищенных деталей из станка служат желобы 23 и 24, а также рольганги, установленные впереди станка и за ним (на чертеже не показанные).
Укрепленные на шпинделях / фигурные -щайбы 2 для проволочных щеток выполнены из двух половин со окощенны.м-и гранями, на которых монтируются пучки проволоки. Шайбы 2 крепятся на щпинделях с помощью конусов 25 винтами 26.
Предмет изобретения
1.Двухшпиндельный станок для чистки профильного металла цроволочными щетками, чающийся тем, что, с целью максимального использования проволочных щеток без переналадки станка, применена новоротная подвеска картера перебора шпинделей, причем крепление подвески осуществлено посредством радиально расположенных болтов, входящих в прорези щак станка.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью использования станка для чистки металла различного профиля, для проволочных щеток применены фигурные щайбы со окошенными краями, на которых монтируются пучки проволоки.
3.Форма выполнения станка по п. 1, отличающаяся тем. что, с целью осуществления непрерывной подачи к щеткам обрабатываемого металла, применены подающие приводные фигурные ролики.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обкатки круглого пруткового металла | 1950 |
|
SU92353A1 |
| Станок для очистки от песка чугунных горшков и т.п. литых изделий посредством щеток | 1925 |
|
SU24952A1 |
| Станок для выбивания и расчесывания кистей | 1941 |
|
SU66293A1 |
| Полуавтомат для полирования деталей | 1979 |
|
SU770759A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| Станок для абразивной обработки торцов изделий | 1980 |
|
SU867614A1 |
| Станок для очистки наружной поверхности труб | 1953 |
|
SU96482A1 |
| Станок для изготовления деревянных фасонных изделий | 1982 |
|
SU1113247A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Многошпиндельный сверлильный станок | 1929 |
|
SU23057A1 |


Фиг. 2
l 12)
.5
Pijz 7
Z5
