(54) СТАНОК ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ТОРЦОВ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Станок для абразивной обработки вращающимися щетками деталей типа дисков | 1979 |
|
SU889409A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
1
Изобретение относится к абразивной обработке, например, полированию, зачистке, скруглению кромок деталей типа крупногабаритных дисков, например роторов газотурбинных двигателей.
Известен станок для абразивной обработки торцов изделий, содержащий вращающийся шпиндель изделия, установленную над ним инструментальную головку с приводом вращения, шпиндель и механизм радиального перемещения, а также механизм поджима 1.
В известном станке привод вращения инструментального щпинделя осуществляется от отдельного электродвигателя, что усложняет конструкцию станка.
Цель изобретения -- устранение -указанного недостатка.
Поставленная цель достигается тем, что привод вращения инструментального шпинделя, выполнен в виде (|)рикционного ролика, установленного с возможностью взаимодействия со шпинделем изделия, снабженным смонтированной в нем пинолью, механизм поджима выполнен в виде коромысла, один конец которого установлен с возможностью, взаимодействия с пинолью, а на другом
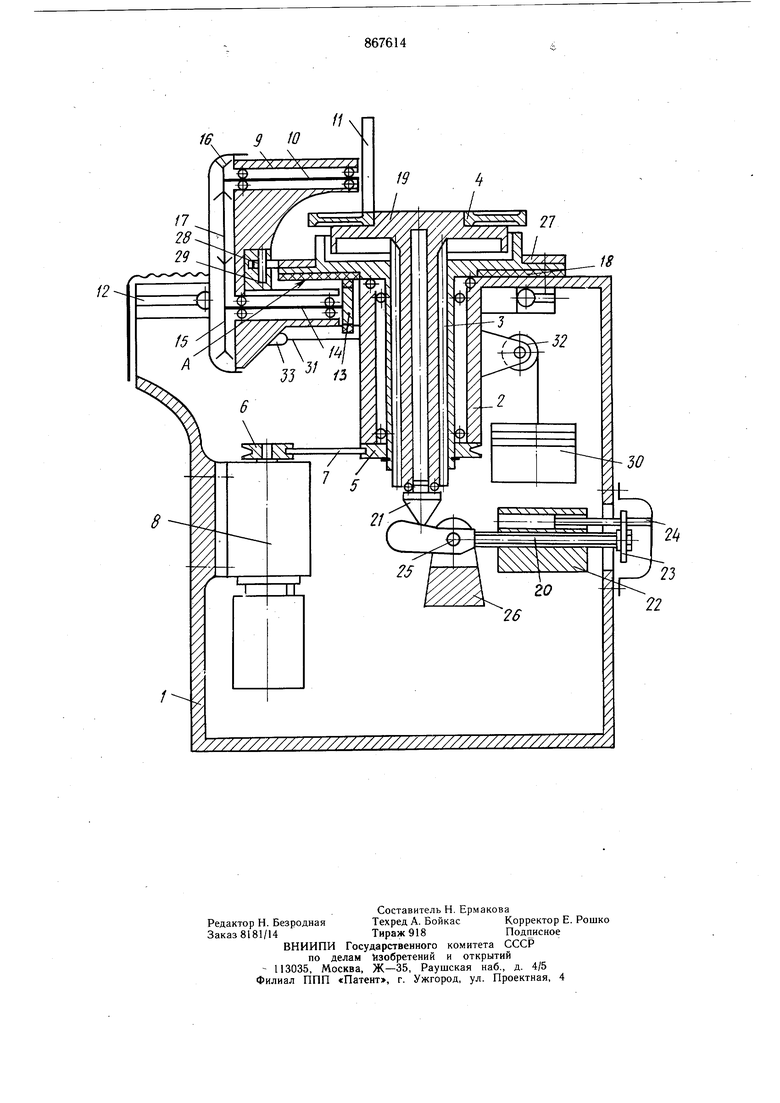
расположен введенный в механизм груз, а механизм радиального перемещения выполнен в виде кулачка, установленного на поворотном столе, и ролика,закрепленного на инструментальной головке, и снабжен устройством для поджима ролика ккулачку. На чертеже изображен вертикальный разрез станка в плоскости проходящей через оси вращения щетки и шпинделя изделия. На станине 1 в корпусе 2 с помощью подшипников установлен вращающийся
10 шпиндель 3 изделия, на котором крепится обрабатываемое изделие 4.
Привод вращения шпинделя 3 изделия состоит из щкивов 5 и 6, связанных ременной передачей 7, смонтированных соответственно на шпинделе 3 изделия и редукторе 8,
15 установленном на станине 1. Инструментальная головка 9 со шпинделем 10, несущим щетки 11, имеет возможность горизонтально перемещаться по направляющим 12 станины 1. Привод вращения шпинделя 10 содержит фрикционный ролик 13, поджатый к
шпинделю 3 изделий и связанный через вал 14, шкивы 15 и 16 и ремень 17 со шпинделем 10. Для уменьшения проскальзывания на контактирующую с роликом 13 поверхфрикционныйнанесен ность шпинделя слой 18. Концентрично оси шпинделя 3 изделия установлена пиноль 19, связанная со шпинделем 3 шлицевым соединением, обеспечиваюш,им совместное врашение и поступательное перемешение пиноли 19. Механизм поджима изделия к инструменту и шеткам 11 выполнен в виде коромысла 20, один конец которого взаимодействует с опорой 21 пиноли 19. На другом резьбовом конце коромысла расположен с возможностью регулировочного перемещения груз 22. Перемещение производится при вращении диска 23, закрепленного в осевом направлении, рукояткой 24, свободно проходящей через отверстие в грузе. Коромысло 20 качается на оси 25 кронштейна 26, смонтированного на станине. Механизм радиального перемещения инструментальной головки выполнен в виде кулачка 27, установленного на шпинделе 3, и ролика 28, вращающегося на оси 29, закрепленной на инструментальной головке 9. Поджим ролика 28 к кулачку 27 или радиальное перемещение инструментальной головки производится грузом 30, связанным гибким элементом 31, перекинутым через ролик 32, с кронштейном 33 инструментальной головки 9. Станок работает следующим образом. На пиноли 19 крепят обрабатываемое изделие 4. Включают электродвигатель редуктора 8, вращение вала которого передается через шкивы 5 и 6 и ременную передачу 7 на шпиндель 3 и далее от фрикционного ролика 13 через вал 14, шкивы 15 и 16 и ременную передачу 17 на шпиндель 10 и щетку 11. Поджим к щетке 11 осуществляется при перемещении пиноли - вверх от груза 22. 8 Поворот шпинделя 3, а следовательно, и кулачка 27 влечет за собой перемещение инструментальной голорки 9 грузом 30 в горизонтальном направлении. Величина перепада профиля кулачка 27 выбрана так, что обеспечивается обработка всего торца изделия 4. Выполнение привода вращения шп;.нделя со щеткой от шпинделя изделия значительно упрощает конструкцию станка. Формула изобретения Станок для абразивной обработки торцов изделий, содержащий вращающийся шпиндель изделия, установленную над ним инструментальную головку с приводом вращения шпинделя и механизм радиального перемещения, а также механизм поджима, отличающийся тем, что с целью упрощения конструкции станка, привод вращения инструментального щпинделя выполнен в виде фрикционного ролика установленного с возможностью взаимодействия со шпинделем изделия, снабженным смонтированной в нем пинолью, механизм поджима выполнен в виде коромысла, один конец которого установлен с возможностью взаимодействия с пинолью, а на другом расположен введенный в механизм груз, а механизм радиального перемещения выполнен в виде кулачка, установленного на щпинделе изделия, и ролика, закрепленного на инструментальной головке, и снабжен устройством для поджима ролика к кулачку, Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2853933/25-08, кл. В 24 В 7/00,, 1970.
