Изобретение относится к машиностроению для легкой промышленности, а более конкретно к струйно-абразивной обработке (САО) деталей обуви, и может быть использовано на обувных и ремонтно-обувных предприятиях, например, для нанесения декоративных рисунков на поверхность плоских деталей обуви, для подготовки их поверхности под нанесение клеевых пленок и лакокрасочных покрытий, для снятия старого лакокрасочного покрытия с деталей верха обуви, для выполнения других операций.
Целью изобретения является обеспечение высокого качества обработки за один проход каждого участка поверхности детали относительно воздушно-абразивной струи при одновременном снижении мощности привода путем изменения скорости перемещения обрабатываемой детали относительно воздушно-абразивной струи.
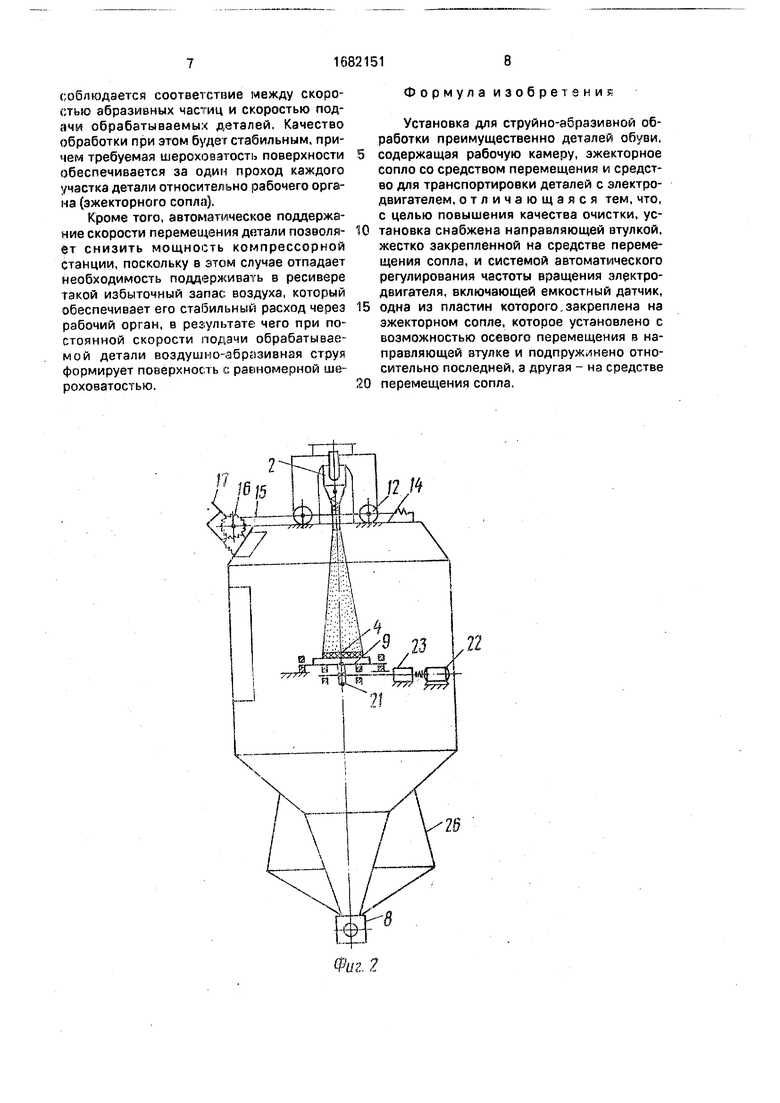
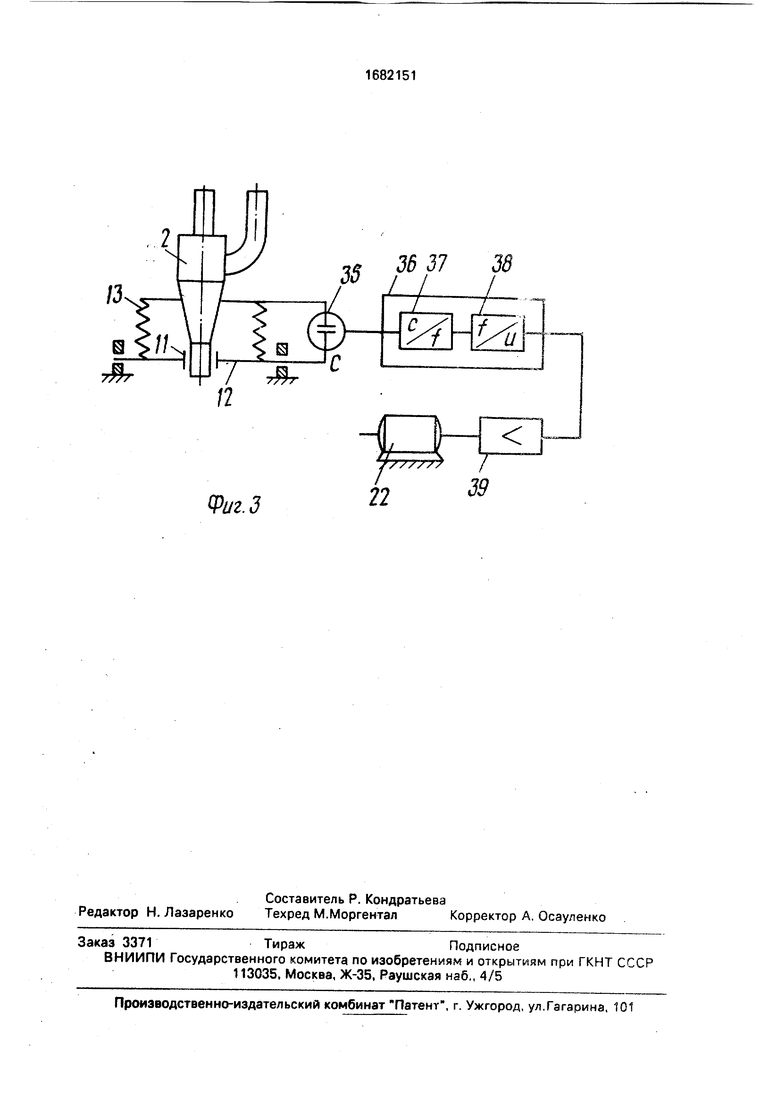
На фиг. 1 представлена общая схема установки; на фиг. 2 - установка во фронтальной плоскости; на фиг, 3 - схема системы автоматического регулирования частоты вращения электродвигателя.
Установка содержит герметичную рабочую камеру 1, в верхней части которой в щелевом отверстии закреплено эжекторное сопло 2, предназначенное для разгона воздушно-абразивной смеси до оптимальных скоростей соударения с обрабатываемым материалом. Рабочая камера снабжена дверцей 3 для установки и снятия обрабатываемых деталей 4 и окнами 5 и 6 визуального контроля за процессом обработки, Камера своей конической нижней частью соединена с бункером 7 и дозатором 8 таким образом, чтобы абразив под действием собственного веса ссыпался в бункер-дозатор. В камере смонтировано средство для транспортировки деталей, выполненное в виде подвижного стола 9, предназначенное для закрепления кассет 10 с обрабатываемыми деталями 4, Камера 1 выполнена герметично с тем, чтобы исключить выброс абразива наружу. Эжекторное сопло 2 установлено с возможностью перемещения в направляющей втулке 11, жестко закрепленной на средстве перемещения сопла в виде подвижной каретки 12, и подпружинено пружинами 13. Каретка смонтирована на верхней крышке камеры 1 и имеет продольное перемещение по направляющим 14, жестко закрепленным на верхней крышке камеры. Причем каретка 12 тросом 15 связана с храповым механизмом 16, обеспечивающим перемещение сопла 2 из заданный шаг. Регулирование хода сопла осуществляется рычагом 17. Стол 9, установленный в
направляющих 18, тросом 19 связан с двухрядным ведущим шкивом 20 и ведомым шкивом 21. От электродвигателя 22 через редуктор 23 и шкивы 20 и 21 стол 9 приводится в движение. Электрическая схема системы автоматического регулирования частоты вращения электродвигателя 22 позволяет задать столу 9 возвратно-поступательное перемещение вдоль направляющих
0 18 с оптимальной скоростью, обеспечивающей качественную обработку деталей.
Нагнетание сжатого воздуха и абразива осуществляется с помощью эжекторного сопла 2 через штанги 24 и 25. Отработанный
5 воздух и абразив отсасывается вытяжной вентиляцией через циклон 26 с обратным конусом 27. Причем циклон герметично закреплен на бункере 7 и трубопроводом 28 связан с верхней частью камеры 1. Дав0 ление сжатого воздуха, поступаемого из ресивера 29, предназначенного для образования запаса воздуха и обеспечения стабильного его расхода через рабочий орган (сопло 2), в шланг 24, регулируется вентилем
5 30 и регистрируется манометром 31. Дроссельная заслонка 32, установленная на трубопроводе 33, соединяющим нижнюю часть камеры 1 с бункером-дозатором, регулирует подачу абразива в бункер. Кран 34 регули0 рует подачу абразива по шлангу 25.
Система автоматического регулирования чегтоты вращения электродвигателя 22 содержит емкостной датчик 35. преобразователь 36.
5 На каретке 12 крепится неподвижная пластина емкостного датчика 35, предназначенного для регистрации перемещений эжекторного сопла 2 вдоль оси. Подвижная пластина датчика 35 крепится к соплу 2.
0 Датчик 35 соединен с преобразователем 36, предназначенным для преобразования емкости С в напряжение U. Причем преобразователь 36 содержит опорный генератор 37, преобразующий емкость С датчика 35 в
5 частоту f, и детектор 38, предназначенный для преобразования частоты опорного генератора в напряжение U, подаваемое для усиления на усилитель 39, соединенный с преобразователем 36 и двигателем 22.
0 Установка работает следующим образом.
Предварительно в камере 1 на столе 9 закрепляют кассету 10 с размещенной на ней плоской заготовкой 4, подлежащей об5 работке, и засыпают порцию абразивного материала в нижнюю часть камеры. После этого включают вентиляционную систему, открывают дроссельную заслонку 32 на истечение определенного количества абразива и устанавливают вентиль 30 на заданное
давление сжатого воздуха, регистрируемого манометром 31. Открывают кран 34 абра- зивопровода. Сжатый воздух из ресивера 29, поступая по шлангу 24 в смесительную камеру сопла, создает разрежение в аб- разивопроводе 25 и вызывает движение воздуха из атмосферы через кран 34 в смесительную камеру сопла, увлекая своим движением абразив, поступающий через отверстие дозатора 8 из бункера 7. После этого образующаяся воздушно-абразивная смесь проходит через живое сечение сопла 2, ускоряется и выбрасывается на поверхность детали 4. Возвратно-поступательные движения стола 9 с регулируемой скоростью обеспечивают оптимальную (в зависимости от расхода воздуха через сопло) скорость подачи обрабатываемой заготовки 4 относительно воздушно-абразивной струи, следовательно, равномерную обработку поверхности. Перемещением пистолета вдоль щелевого отверстия добиваются полного охвата пятном контакта воздушно-абразивной струи обрабатываемой поверхности.
Часть воздушно-абразивной смеси после обработки отсасывается вытяжной вентиляцией. С помощью вытяжной вентиляции из камеры 1 удаляется з процессе САО только та часть абразива, которая находится в воздухе во взвешенном состоянии. Остальной же объем абразива под действием собственного веса ссыпается через нижнюю воронкообразную часть рабочей камеры и, минуя дроссельную заслонку 32. попадает в бункер 7, причем величина проходного отверстия в дроссельной заслонке подобрана таким образом, чтобы над заслонкой все время находился некоторый объем абразива (абразивная подушка), исключающий подсос воздуха в бункер-дозатор и в циклон из нижней части рабочей камеры. Таким образом, абразивная подушка, обеспечивая герметизацию нижней части циклона, позволяет повысить эффективность работы циклона. Далее абразив, проходя дозатор 8, вновь засасывается струйно-абразивным пистолетом и по абразивопроводу через кран 34 поступает в сопло.
При обработке детали обуви циркуляция абразива в установке происходит неоднократно. Абразивные частицы, раздробленный от удара абразив и изношенные частицы обрабатываемой детали при отсосе их из рабочей камеры поступают во вход циклона с обратным конусом, который герметично установлен на бункере-дозаторе и соединен с вытяжной вентиляцией. В результате сепарационного процесса в
циклоне чзсгицы абразива (не изношенный абразив), оседая в бункере 7, скатываются и через дозатор S и крзн 34 абразивопровода поступают а сопло 2. Поэтому в процессе САО используется -олько чистый абразив, не подверженные оэзрушению и не загрязненный продуктами обработки.
В процессе обработки давление в ресивере 29 падает, Зто обусловлено тем, что
0 для снижения мощности компрессорной станции производительность компрессора обычно делают мечьше производительности ресивера, Падение давления вызывает уменьшение расхода воздуха,
5 поступающего е смесительную камеру сопла 2. Изменяется скорость истечения воздушно-абразивной струи, и корпус сопла 2 под воздействием изменения реактивной силы (возникающей при изменении импуль0 са струи) перемещается вниз (фиг. 2) вдоль своей оси относительно втулки 11 на некоторое малое расстояние. При этом увеличивается емкость конденсатора, так как зазор между обкладками конденсатора уменьша5 ется. Изменение емкости вызывает в преобразователе 36 соответствующее изменение частоты f опорного генератора 37, которое после детектирования частоты детектором 38 преобразуется в напряжение U, подава0 емое на усилитель 39 для усиления. Усиленный сигнал подается на двигатель 22, который вследствие изменения тока, протекающего через его обмотки, синхронно (в соответствии с изменением частоты опор5 ного генератора) изменяет скорость вращения вала. Замедление вращения вала двигателя вызывает уменьшение скорости транспортирования детали относительно абразивной струи. В результате участок де0 тали, на который воздействует струя с меньшей скоростью абразивных частиц, будет находиться под струей большее время. Это приводит к тому, что шероховатость этого участка поверхности будет такой же, как и
5 того, который обработан струей с более высокой скоростью частиц (высоким давлением воздуха в ресивере). После технологической паузы, во время которой происходит подкачка воздуха в ресивер (в
0 этот момент оператор производит установку и сьем детали) давление в нем возрастает. Работа установки при повышении давления в ресивере обратна описанной. Таким образом, всякое изменение ско5 рости воздушно-абразивного потока влечет за собой изменение скорости вращения вала двигателя 22 и, следовательно, изменение скорости перемещения подвижного стола 9 с обрабатываемыми деталями 4. Следовательно, в любой момент времени
соблюдается соответствие между скоростью абразивных частиц и скоростью подачи обрабатываемых деталей. Качество обработки при этом будет стабильным, причем требуемая шероховатость поверхности обеспечивается за один проход каждого участка детали относительно рабочего органа (эжекторного сопла).
Кроме того, автоматическое поддержание скорости перемещения детали позволя- ет снизить мощность компрессорной станции, поскольку в этом случае отпадает необходимость поддерживать в ресивере такой избыточный запас воздуха, который обеспечивает его стабильный расход через рабочий орган, в результате чего при постоянной скорости подачи обрабатываемой детали воздушно-абразивная струя формирует поверхность с равномерной шероховатостью.
Формула изобретения
Установка для струйно-абразивной обработки преимущественно деталей обуви, содержащая рабочую камеру, эжекторное сопло со средством перемещения и средство для транспортировки деталей с электродвигателем, отличающаяся тем, что, с целью повышения качества очистки, установка снабжена направляющей втулкой, жестко закрепленной на средстве перемещения сопла, и системой автоматического регулирования частоты вращения электродвигателя, включающей емкостный датчик, одна из пластин которого,закреплена на эжекторном сопле, которое установлено с возможностью осевого перемещения в направляющей втулке и подпружинено относительно последней, а другая - на средстве перемещения сопла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ КОЖ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2102488C1 |
| УСТАНОВКА ПЕСКОСТРУЙНАЯ УНИВЕРСАЛЬНАЯ | 2013 |
|
RU2525955C1 |
| СПОСОБ ВОЗДУШНО-АБРАЗИВНОЙ ОБРАБОТКИ ДЕРЕВА "БЛЮЗОВОЕ ДЕРЕВО" | 2012 |
|
RU2506151C2 |
| Установка для испытаний на газоабразивное изнашивание | 2018 |
|
RU2688879C1 |
| Устройство для обработки абразивной струей поверхностей | 1981 |
|
SU1054036A1 |
| Устройство для обработки абразивной струей поверхностей | 1982 |
|
SU1092036A2 |
| Устройство для гидроабразивной обработки | 1983 |
|
SU1151441A1 |
| Устройство для струйной обработки изделий | 1988 |
|
SU1650409A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБЛОЯ С ПОЛИМЕРНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2012500C1 |
| УСТАНОВКА ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2503534C1 |
Изобретение относится к машиностроению для легкой промышленности, конкрет31 Я 30 (ft24 4-tk 34 но кструйно-абразивной обработке деталей обуви. Цель изобретения - повышение качества очистки путем изменения скорости перемещения обрабатываемой детали относительно воздушной абразивной струи. Устройство содержит рабочую камеру 1, эжекторное сопло 2 со средством для транспортировки деталей, выполненное в виде подвижного стола 9 с электродвигателем 22. Эжекторное сопло 2 установлено с возможностью перемещения в направляющей втулке 11, жестко закрепленной на столе 9. Система автоматического регулирования частоты вращения электродвигателя 22 содержит емкостный датчик и преобразователь. Подвижная пластина емкостного датчика крепится к соплу 2. 3 ил. Qs 00 ю ел 21 зг Рог t
/7
Фиг. 2
к 36 37 К i /
Фиг.З
38
I
| Заявка ФРГ № 3523647, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
