Предметом изобретения является трехроликовый станок для гибки профильного металла но способу, описанному в основном авторском свидетельстве ЛГо 89703.
Отличительная особенность предлагаемого станка состоит в том, что для нагрева заготовки в процессе гибки применен нагревательный нрибор, выполненный в виде высокочастотного индуктора или головки с газовыми горелками.
Кроме того, стол следящего eхаиизма расположен у ведущих роликов станка, причем конусный шаблон, укрепляемый на столе, выполнен в масштабе 1:1, а следящий контакт связан непосредственно с гидравлическим толкачом нажимного ролика.
Такое конструктивное выполнение станка для гибки проф-ильнсго металла облегчает и ускоряет гибку металла, а также упрощает кинематнческую передачу от ведлдних роликов к приводу следящего механизма.
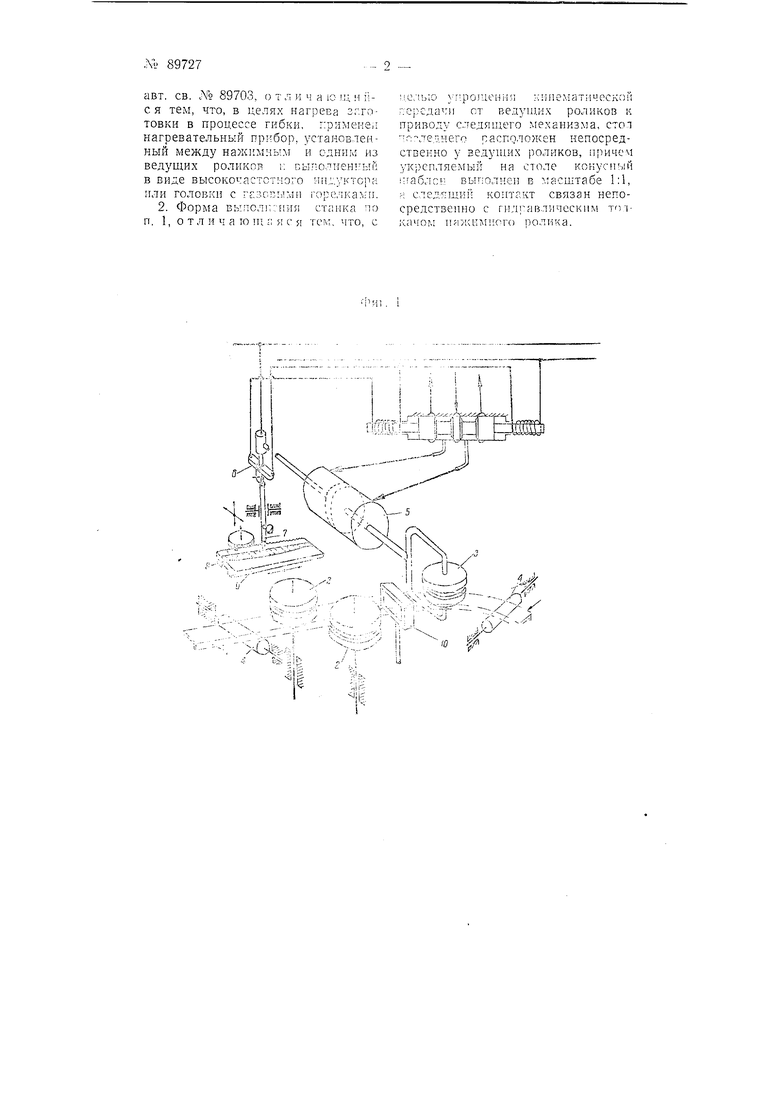
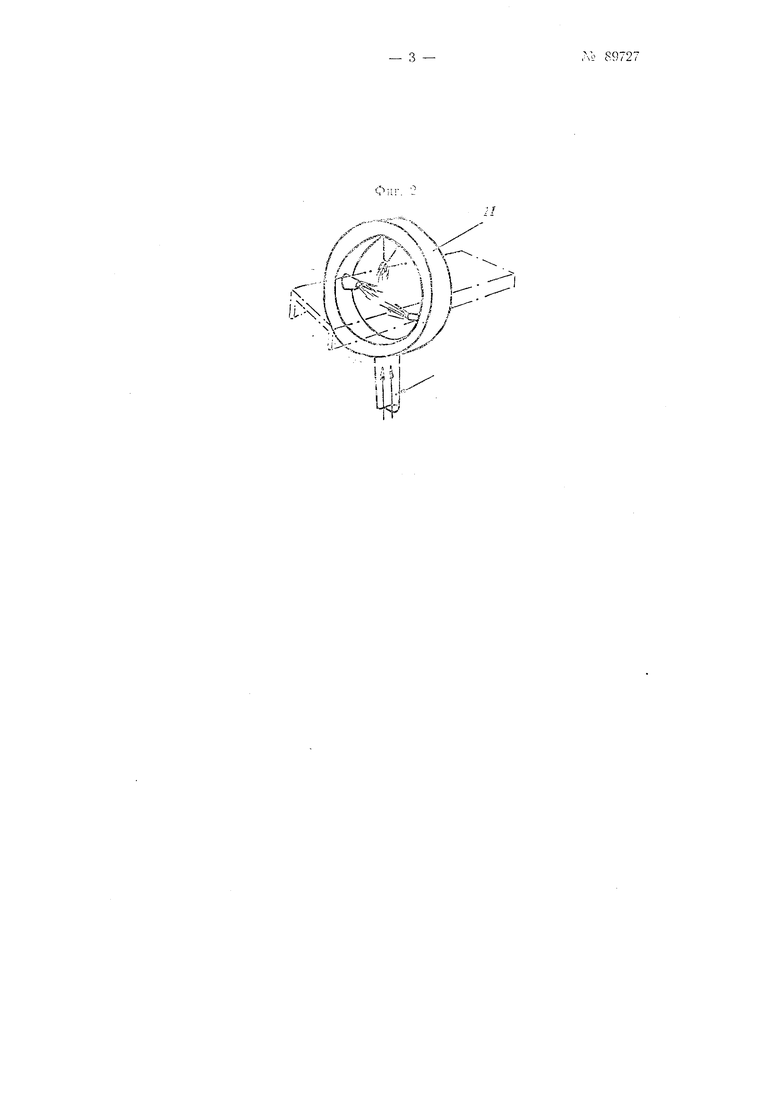
На фиг. 1 изображена пр.инципиальнся схема станка; на фиг. 2головка с газовыми горелками.
Р1зг баемая заготовка / проходит между ведущими роликами 2 к нажимному ролику ,, будучи при подде 1живае га валиками 4. Ролик 3 связан с гидрав.чическим толкачом 5, управляемым известным способом, при помощи следящего- устройства со следяипгм контактом 6, монтированным с черЧертилка 7 взапмодейтилкой 7. направ яется копирным ствует и 8. выполненный в тасатаблоном
Шаблон 5 лттлновлен на щтабе 1:1.
иодвнжиом гтоле Р. расположенном о непоспедгтвенно у ведущих роликов. Контакт б связан непосредственно с гидравлическим толкачом 5.
С целью нагрева заготовки в процессе ее изгибания, между нажимныл роликом 3 и одним из ведущих роликов 2 расиоложеи нагревательный прибор 10, выполненный в виде высокочастотного индуктора. Кроме того, возможно применение также нагревательного прибора в виде головки // с газовьтми горелками.
Прел м е т изобретения
1. Трехрол1 ковый станок для гибки профильного металла по
авт. св. № 89703, о т л и ч а ю щ и iiся тем, что, в целях нагрева зг:готовки в процессе гибки, г:римене11 нагревательный прибор, установленный между нажимным и одним из ведущих роликоя i: сыполиенныа в виде высокочастотного ин.г.уктора или головки с гЕЗопымп горелка ;г1. 2. Форма Быпол1;:ния стайка по п. 1, о т л и ч а ю Hi. я с я тем, что, с
ripoJueHi-i; кинематической псрСдачи от ведущих роликов к нриводу следяихего .ге.ханизма, стот п-леднего расположен неносредственно у ведущих роликов, иричсм )епляел1ый на столе конусный :; аблсн выполнен в тасштабе 1:1, а следгпли контакт связан непосредственно с гид;авлическим Tvi; ачог- пяжкмиого г;олика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехвалковый станок для гибки профильного металла | 1948 |
|
SU89703A1 |
| Трехвалковый станок для гибки профильного металла с гидравлическим приводом нажимного ролика | 1949 |
|
SU89728A2 |
| Трехроликовый следящий привод к универсальному станку для гибки профильного металла | 1948 |
|
SU89254A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Станок для гибки труб с одновременной осадкой и нагревом твч | 1972 |
|
SU467555A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Станок для формообразования фланцев на цилиндрических заготовках | 1979 |
|
SU958007A1 |
| СТАНОК РАСКАТКИ ФАСКИ НА ДИСКАХ | 2018 |
|
RU2790332C1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОЙ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 1996 |
|
RU2103109C1 |