(54) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ С ВОЛОЧЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной гидроэкструзии с волочением | 1977 |
|
SU707640A1 |
| Устройство для гидростатической деформации проволоки | 1990 |
|
SU1782684A1 |
| Устройство для волочения проволоки с гидродинамической подачей смазки | 1979 |
|
SU904823A1 |
| Устройство для непрерывной гидроэкструзии проволочной заготовки совмещенной с волочением | 1978 |
|
SU743766A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 1990 |
|
RU2015761C1 |
| Устройство для непрерывной гидроэкструзии заготовок | 1982 |
|
SU1044374A1 |
| СТАН ДЛЯ ПОЛУЧЕНИЯ ОВАЛЬНЫХ ПРОФИЛЬНЫХ ТРУБ | 2007 |
|
RU2337778C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
| Тянущее устройство | 1979 |
|
SU845925A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
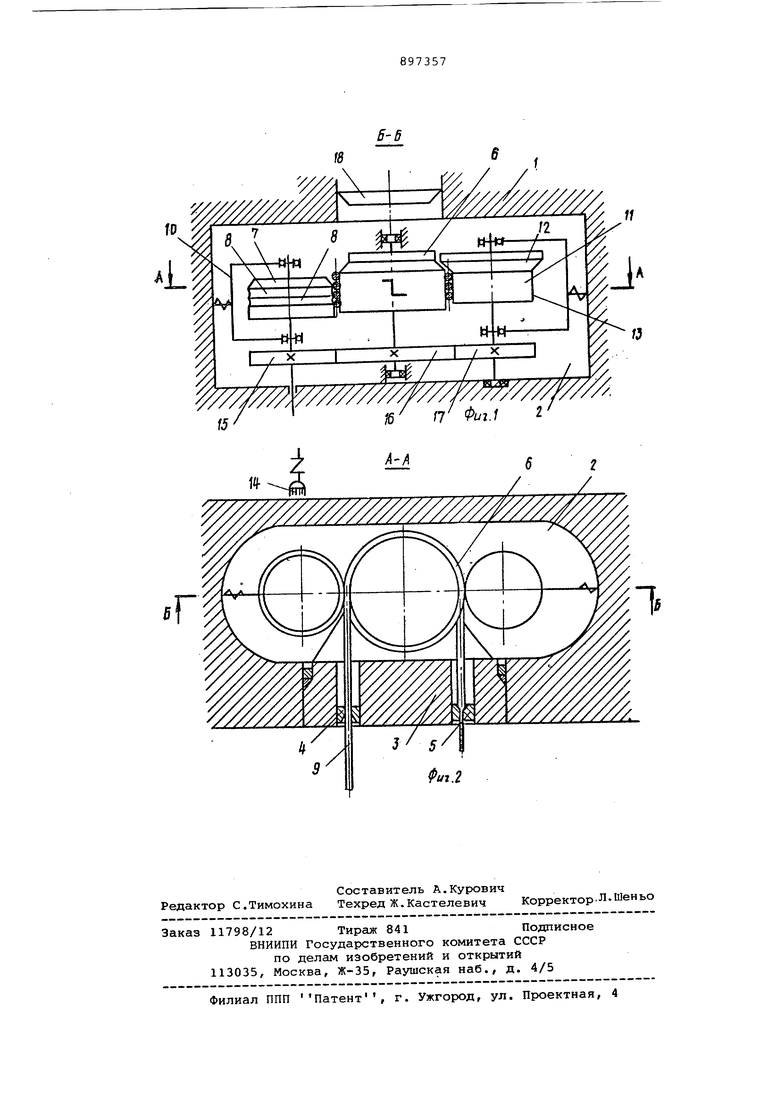
Изобретение относится к обработке металлов давлением, а точнее к устррйствам для экструзии материалов жид костью высокого давления. По основному авт. св. 707640 из вестно устройство для непрерывной экструзии с волочением. Недостатком известного устройства является то, что его технологичес кие возможности ограничены гидроэкструзией с наличием тянущего усилия на выходе, что исключает его применение нап ример, для многоволокнистых проволок . Цель изобретения - расширение тех нологических возможностей за счет обеспечения экструзии без тянущего усилия на выходе. Цель достигается тем, что устройство снабжено прижимньтми роликами, установленными параллельно барабану, один со стороны входной, а второй - со стороны выходной волоки, связанными с барабаном механической передачей и имеющими механизмы прижима их кнему, причем первый из упо мянутых роликов имеет на поверхности соответствующие сечению заготовки канавки, а второй имеет реборду,взаимодействующую с первым со стороны подачи заготовки ее витком и сдвигающую .остальные витки к выходной волоке. На фиг. 1 показана схема предлагаемого устройства, продольный раэрез, (разрез Б-Б на фиг. 2); на фиг. 2 - разрез А-А на фиг. 1. Устройство для непрерывной экструзии содержит контейнер 1 с камерой 2 высокого давления. В стенке контейнера 1 установлен блок 3,включающий входную уплотнительную волоку 4, выходную экструзионную волоку (матрицу), 5 и тянущий барабан 6. Прижимной ролик 7, установленный в камере 2 высокого давления, имеет канавки В, соответствующие экструдируемой заготовке 9, и снабжен механизмом прижима 10 к тянущему барабану 6. Ролик 11, также установленный в камере 2 высокого давления, выполнен с ребордой 12. Реборда 12 сдвигающего ролика 11 взаимодействующая с первым со стороны подачи заготовки 9 витком её, может сопрягаться с верхней частью тянущего барабана 6 (в частности по конической поверхности) .; Сдвигающий ролик 11 имеет механизм прижима 13 к тянущему барабану 6. Один из роликов, например ролик 7, имеет привод от электродвигателя 14, расположенного вне камеры 2 высокого давления. Вращение от ролика 7 передается тянущему барабану 6 и ролику 11, например с помощью шестерен 15-17. Давление в контейнере 1 создается при помощи плунжера 18. Устройство работает следующим образом. Передний конец проволочной заготовки 9 предварительно утончают, например, путем протягивания через обычные волоки. Затем подготавливают бло 3: заготовку 9 пропускают через входную уплотнительную волоку 4, делают несколько витков вокруг тянущего барабана б, выводят через экструзионную волоку 5 и подают на приемное устрой ство (не показано), расположенное вн контейнера 1. Устанавливают блок 3 в стенке контейнера 1. При этом витки заготовки 9 входят в канавки 8 прижимного ролика 7 и под реборду ролика 11. Прижимные ролики 7 и 11 с помощью механизмов прижима соответственно 10 и 13 прижимают намотанные витки заготовки 9 к тянущему барабану 6. Усилие прижима ролика 7 определяется количеством витков, намотанных на тянущий барабан б заготовки 9. Реборда 12 сдвигающего ролика 11 сопрягается с верхней частью тянущего барабана б (например по конической поверхности ) . Затем в камеру 2 заливается рабочая жидкость и создается высокое давление при помощи плунжера 18. При достижении давления, достаточного для гидроэкструзии заготовки 9 через экструзионную волоку 5, включают эле ктродвигатель 14. Вращение от электродвигателя 14 через ведущую шестерню 15 прижимного ролика 7 передается на шестеренки 16 и 17, которые жестко связаны соответственно с тянущим барабаном б и роликом 11, За счет сил трения между поверхностью тянущего барабана б и прилегающей к нему заготовкой 9, создаваемых роликом 7, заготовка 9 начинает втягиваться в камеру 2 высокого давленля через уплотнительную волоку 4 .; Одновременно с втягиванием происходит сматывание проволочной заготовки 9 с тянущего барабана б в зону деформации таким образом, что витки заготовки 9 перемещаются сдвигающим роликом 11 параллельно оси тянущего барабана б, освобождая пространство на поверхности тянущего барабана б для укладки очередного витка поступающей в камеру 2 высокого давления заготовки 9. Благодаря тому, что в камере 2 поддерживается определенное высокое давление, происходит гидроэкструзия смотанной с тянущего барабана б заготовки 9 через экструзионную волоку 5. При этом внешнее (вне контейнера) тянущее усилие к выходящему из экструзионной волоки 5 и зделию ограЬичивается усилием наматывания изделия на приемное устройство. Использование предлагаемого устройства обеспечивает непрерывную подачу заготовки в контейнер за счет постоянного втягивания и непрерывную гидроэкструзию без применения какихлибо тянущих устройств на выходе изделия из контейнера. Формула изобретения Устройство для непрерывной экструзии с волочением по авт. св.№ 707640, отличающеес я тем, что, с целью расширения технологических возможностей за счет обеспечения экструзии без -Тянущего усилия на выходе, оно снабжено прижимными роликами, установленными параллельно барабану, один со стороны входной, а второй со стороны выходной волоки, связанными с барабаном механической передачей и имеющими механизмы прижима их к нему, причем первый из упомянутых роликов имеет на поверхности соответствующие сечению заготовки канавки, а второй имеет реборду, взаимодействующую с первым со стороны подачи заготовки ее витком,и сдвигающую остальные витки к выходной волоке.
W/MM
p
/////// y//////////f
тттк.
r
X / I /
;6/ 2
