I
Изобретение относится к металлургии, а именно к изложницам для разливки стали. :
Известна разъемная изложниц, содержащая внешний корпус и внутреннюю оболочку, размещенные друг относительно друга с зазором 1.
Наиболее близкой к предлагаемой является изложница, состоящая .из внутренней вставки из стали, размещенной во внешнем корпусе из чугуна 2 .
Вследствие значительной разност-и температур в сечении изложницы увеличивающейся из-за ограниченной толщины стального слоя, наличия поверхности раздела и связанного с.этим дополнительного перепада температур иразличия в коэффициентах линейного расширения при эксплуатации двух,алойных изложниц возникают существенные термические напряжения, Поскольт ку меры по снижению напряжений не предусмотрены, эти напряжения приво дят к короблению стальной вставки или к трещинам в корпусе,.что снижает эксплуатационную стойкость изложниц..
Цель изобретения - повышение срока службы изложниц.
Поставленная цель достигается тем, что в изложнице, содержащей многогранную внутреннюю вставку из етали и наружный корпус из чугуна, на внутренней поверхности наружного корпуса на участках граней, примыкающих к углам, по всей их высотевыполнены выемки-компенсационные зазоры, ширина которых равна 0,0,009 ширине грани вставки, а их протяженность в поперечном сечении от угла к центру грани - 3,0-4,5 толщины стенки внутренней .вставки, а соотношение толщин стенок упомянутых вставки и корпуса - 0,5-0,9.
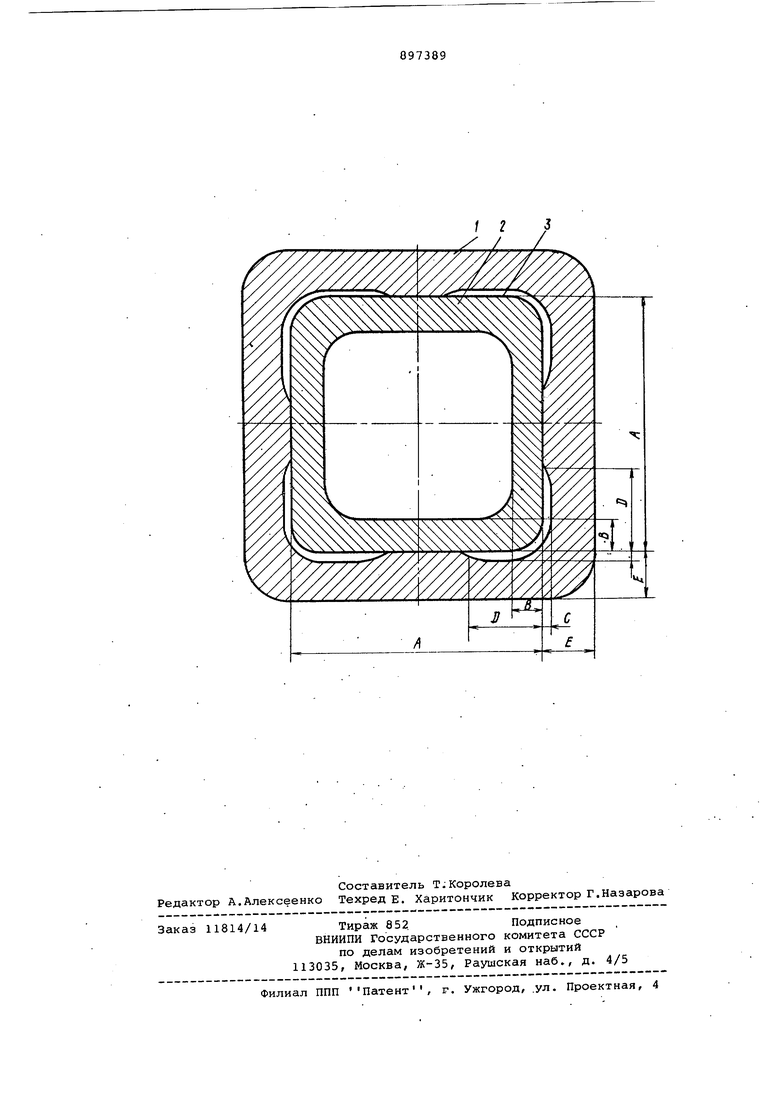
Па чертеже изображена изложница, разрез. .
Изложница состоит из корпуса 1, вставки 2, в углах между которыми
20 выполнены компенсационные зазоры 3, при этом А - ширина грани вставки, ,В - толщина стенки вставки, С - ши1рина компенсационного зазора, D протяженность компенсационного зазора, Е - толщина стенки.-корпуса.
Изложницу получают заливкой чугу. на в форму с предварительно установленной вставкой 2. Образование полости компенсационного зазора 3 может осуществляться, в частности, установкой кожухов из стального листа.
В.изготовленной изложнице соблюдаются соотноидения толщин стенок вставки 2 и корпуса 1 из чугуна в пределах 0,5-0,9. Ширина компенсационного зазора 3 составляет 0,0050,012 ширины перпендикулярной зазору 3 стенки вставки 2. Протяженность компенсационного зазора 3 составляет 3,0-4,5 толщины перпендикулярной зазору стенки вставки 2.
В процессе эксплуатации изложницы после заливки в нее стали происходит затвердевание и охлаждение, слитка и прогрев изложницы. Соотношение- толщин вставки 2 и корпуса 1 равна 0,5-0,9 и ограничивает разность температур между вставкой 2 и корпусом 1.
Расширение стальной вставки 2 компенсируется зазором 3, причем приведенные соотношения являются необходимьпл условием эффективной работы изложницы.
Бели соотношение толщин стенок вставки 2 из стали и корпуса 1 из чугуна меньше 0,5, а ширина компенсационных зазоров 3 - меньше 0,003 ширины перпендикулярной -зазору стенки вставки 2, это приведет к увеличению термических напряжений, трещинам корпуса 1 и короблению вставки 2.
Если же соотношение толщин стенок вставки 2 из стали и корпуса 1 из чугуна будет больше 0,9, а ширина компенсационных зазоров 3 больше 0,009 ширины перпендикулярной зазору стенки, это может привести к возможности коробления вставки 2 в пределах оставшейся после расширения вставки 2 части зазора 3.
При относительной протяженности зазора 3 меньше 3,0 толщины перпендикулярной зазору стенки вставки 2 расширение стенки вставки 2 передается на перпендикулярную стенку корпуса 1, вызывая трещины.
Увеличение .относительной протяженности зазора 3 свыше 4,5 толщины перпендикулярной зазору стенки вставки 2 нерационально, поскольку уменьшается ограничение корпусом 1 коробления вставки 2, кроме того уменьшается общий теплообмен между вставкой 2 и корпусом 1, и, в конечном 5 счете, время затвердевания слитка, удлиняется рабочий цикл изложницы, что нежелательно.
При соблюдении указанных соотношений обеспечиваются минимальные терg мические напряжения, не превышающие предела пропорциональности стали во вставке и предела прочности чугуна в корпусе, достигается предотвращение коробления вставки и отсутствие
трещин в корпусе, достигается высокая эксплуатационная стойкость изложниц.
Стойкость предлагаемых изложниц в 2-4 раза больше -стойкости извест ыx изложниц.
0 Экономический эффект, согласно
произведенному расчету, на объем производства изложниц 30 тыс. тонн составит 648 тыс. руб. в год.
Формула изобретения
Изложница для разливки стали, содержащая многогранную внутреннюю
0 вставку из стали и наружный корпус из чугуна, отличающаяся тем, что, с целью повышения срока службы, на внутренней поверхности наружного корпуса в углах по всей их
5 высоте выполнены выемки - компенсационные зазоры, ширина которых равна 0,003-0,009 ширины грани вставки, их протяженность в поперечном сечении от угла к центру грани - 3,0Q 4,5 толщины стенки внутренней вставки, а соотношение толщин стенок упомянутых вставки и корпуса - 0,5-0,9.
Источники информации, принятые во внимание при экспертизе
1.Патент Германии W 253939, 22 D 7/оа. 1910. кл. Ъ:2.Патент Франции W 1201568, кл. В 22 D, 1960.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухслойная изложница для отливки слитков | 1981 |
|
SU977103A1 |
| Изложница для слитков стали | 1980 |
|
SU925529A1 |
| Изложница для отливки многогранных слитков | 1982 |
|
SU1058710A1 |
| Изложница для слитков | 1977 |
|
SU689778A1 |
| Изложница для разливки стали | 1979 |
|
SU793698A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2321473C2 |
| Прибыльная надставка | 1981 |
|
SU988445A1 |
| Издожница | 1978 |
|
SU719792A1 |
| Изложница | 1988 |
|
SU1675030A1 |
| Изложница для разливки металла | 1978 |
|
SU722661A1 |