Изобретение относится к черной металлургии, в частности к производству стали, и может быть использовано для отливки стальных слитков как кузнечных, так и слитков электродов для последующего электрошлакового переплава.
Цель изобретения - уменьшение поверхностных трещин круглых в сечении слитков путем упрочнения корочки формирующегося слитка при его отливке в круглой изложнице.
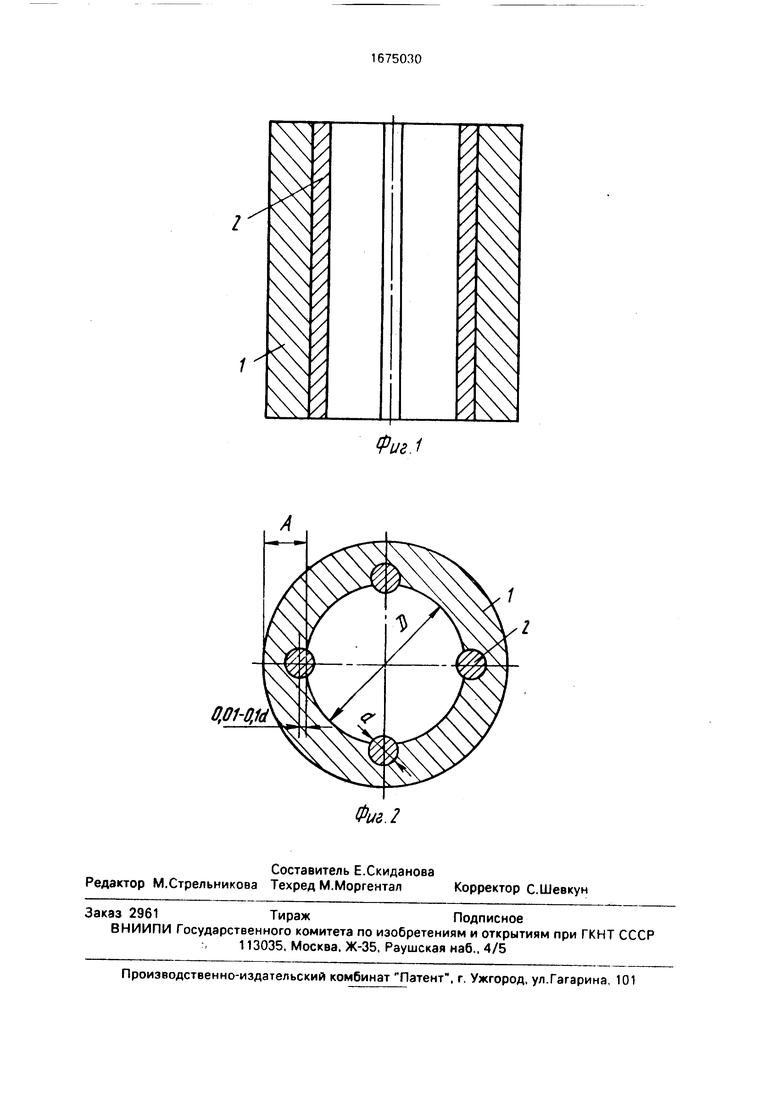
На фиг.1 представлено вертикальное сечение изложницы; на фиг.2 - то же, вид сверху.
Изложница состоит из корпуса 1 и вставок 2.
На фиг.1 и 2 приняты следующие обозначения: толщина А стенки изложницы, диаметр D внутренней полости изложницы, диаметр d вставки.
Изложница работает следующим образом.
При заполнении изложницы расплгвом и его соприкосновения со стенками начинается формирование корочки слитка При этом участки корочки соприкасающиеся со стальными вставками, выступающими во внутреннюю полость изложницы, затвердевают быстрее, так как соприкасаются с поверхностью металла, имеющего большую теплопроводность и, кроме того, данный объем изложницы характеризуется большей теплоемкостью и увеличен ной за счет выступающей поверхности прутка площадью теп- лоотвода от слитка (фиг 2) В результате ускоренно формируется каркас слитка, состоящий из вертикальных утолщенных участков корочки слитка с развитой наружной поверхностью и болете тонких участков корочки между ними. Такой каркас надежно противостоит давлению расплава жидкого ядра слитка, а участки поверхности меньшего радиуса надежно препятствуют образованию и развитию горячих трещин.
сь ел о со
о
Экспериментально установлено, что расположение вставок в корпусе изложницы на расстоянии друг от друга менее 0,05 величины среднего внутреннего диаметра полости усложняет конструкцию изложницы без заметного повышения качества металла поверхности слитков. Использование изложниц с вставками, расположенными друг от друга на расстоянии большем 0,5 величины среднего внутреннего диаметра рабочей полости, приводит к образованию протяженных участков тонкой корочки между ними, что ведет к образованию горячих поверхностных трещин.
Вставка, выполненная из круглого прутка с диаметром меньшим 0,1 толщины стенки изложницы, не позволяет эффективно воздействовать на кристаллизующийся каркас слитка. Малый диаметр и масса вставки и соответственно недостаточная площадь поверхности прутка, соприкасающаяся со слитком, плохо воздействуют на формирующуюся корочку слитка и не образуют местные ее утолщения. При диаметре вставки, превышающем 1 толщины стенки изложницы, образующиеся в теле слитка продольные углубления получают глубину, превышающую необходимую для кузнечных слитков. При нагреве таких слитков под ковку повышаются потери металла с окалиной, так как поверхность слитка существенно возрастает. Кроме того, при чрезмерном диаметре вставки снижается прочность изложницы, что может привести к ее преждевременному разрушению.
При установке вставок в корпусе изложницы ось вставки параллельна образующей внутренней поверхности изложницы и заглублена на 0,01-0,2 диаметра прутка. При уменьшении заглубления менее 0,01 величины диаметра прутка возможно ее выпадание из корпуса изложницы, так как она плохо закреплена. С увеличением расстояния между осью прутка и образующей внутренней поверхности более 0,2 величины диаметра прутка снижается эффективность воздействия на затвердевающий слиток из- за сокращения рабочей поверхности прутка, контактирующей непосредственно со слитком. Уменьшается также стойкость изложницы.
Вставки могут быть стальные, медные и др., а основной материал изложницы, например, чугун.
П р и м е р. В опытные изложницы из серого чугуна со стальными цилиндрическими вставками отливают стальные слитки массой 24,2 т. Средний диаметр внутренней полости изложницы составляет 1200 мм. Изменяется диаметр стальных вставок, их количество и заглубление в корпус изложницы.
При малом диаметре стальных вставок (менее 0,1 от толщины стенки изложницы) поверхность слитков углеродистой стали
поражена поверхностными трещинами. При увеличении диаметра вставки свыше 1 от толщины стенки изложницы возрастают потери металла с окалиной, образующейся при нагреве слитка под ковку слитка из-за
увеличения поверхности слитка.
На слитках исследуется требуемое количество стальных вставок и величина шага между вставками. При этом изложницы используются для отливки слитков из самой
трещиноопасной марки стали 20Х2Н4А. Установлено, что с увеличением шага свыше 0,5 от внутреннего диаметра слитки бракуют из-за трещин на их поверхности. При уменьшении шага до 0,048 от внуреннего
диаметра отмечают преждевременный выход из строя изложниц из-за сколов чугунных поверхностей и недостаточной их толщины при чрезмерно большом числе вставок. При недостаточном заглублении
изложницы преждевременно бракуют из-за выпадения вставок в виду ппохого их закрепления. При заглублении свыше 0,2 от величины диаметра прутка на слитках углеродистых и среднелегированных марок стали появляются горячие трещины, что объясняется недостаточным влиянием заглубленных в изложницу вставок на формирующуюся корочку слитка.
40
Формула изобретения
Изложница для отливки слитков с продольно размещенными в ее стенках вставками, отличающаяся тем, что, с целью
уменьшения поверхностных трещин на круглых в сечении слитках путем формирования упрочненной корочки слитка с равномерно напряженным состоянием, вставки выполнены в виде круглых прутков из металла с теплопроводностью, большей, чем материал изложницы, диаметром 0,1-1 толщины стенки изложницы, расположены на внутренней стороне излохсницы с шагом О.ОЬ 0,5 от величины ее среднего внутреннего диаметра с заглублением в стекку изложницы на 0,01-0,2 диаметра прутка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отливки слитков | 1983 |
|
SU1194569A1 |
| Устройство для отливки слитков | 1986 |
|
SU1382582A1 |
| Устройство для отливки полых слитков | 1986 |
|
SU1388189A1 |
| Способ получения полого слитка | 1983 |
|
SU1088868A1 |
| Способ отливки полых слитков | 1987 |
|
SU1507519A1 |
| Устройство для отливки слитков | 1986 |
|
SU1442325A1 |
| Изложница | 1983 |
|
SU1110539A1 |
| Устройство для отливки слитков | 1983 |
|
SU1138231A1 |
| Изложница для отливки многогранных слитков | 1982 |
|
SU1058710A1 |
| Четырехгранный слиток | 1979 |
|
SU780950A1 |
Изобретение относится к черной метал- лургиитв частности к производству стали, и может быть использовано для отливки стальных слитков как кузнечных, так и слитков электродов для последующего электрошлакового переплава. Цель изобретения уменьшение поверхностных трещин круглых в сечении слитков путем упрочнения корочки формирующегося слитка при его отливке в круглой изложнице. В теле изложницы со стороны рабочей поверхности закреплены вставки цилиндрического сечения в виде прутка с шагом 0,05-0.5 от величины среднего внутреннего диаметра рабочей полости изложницы. Диаметр прутка составляет 0,1-1 толщины стенки изложницы, а ось прутка параллельна образующей рабочей поверхности и заглублена в стенку изложницы на 0.01-0,2 диаметра прутка. Предлагаемая изложница позволяет ускоренно формировать слитка. 2 ип
0,01-0,1d
Фиг.1
| ДВУХСТУПЕНЧАТАЯ ПЛАНЕТАРНАЯ РАЗДАТОЧНАЯ КОРОБКА | 2003 |
|
RU2248891C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
