Предметом изобретения является устройство для непрерывной формовки пустотелых плит для накатов, перегородок и др. из быстросхватывающихся материалов, с формующей частью в виде бесконечных лент, образующих закрытый желоб.
Отличительная особенность предлагаемого зстройства состоит в применении для формования полых изделий конических стержней с безопорными концами, расположенных в закрытой части желоба, а также в применении вибрации для уплотнения материала при формовке.
Устройство для поточного производства изделий из быстросхватывающихся материалов основано на непрерывном формовании и использовании прилипания твердеющего раствора к резиновым лентам, которые движутся на транспортере вместе с раствором. Для получения полых изделий, применяются металлические стержни (сердечники), свободно закрепленные одним концом и скользящие в непрерывно двил ущейся и твердеющей массеПри пуске машины применяются подкладки-шаблоны, которые поддерживают .сердечники до заливки раствором формовочного пространства с шаблонами и продвижения их до свободных концов сердечников, где раствор успевает окрепнуть, удерживает сердечники от провисания. По выходе отформованной плиты из машины, шаблоны вынимаются для применения их при следующем пуске машины. При непрерывной подаче раствора в машин} осуществляется непрерывный выход ленты полой плиты, которая на ходу разрезается дисковой пилой на плиты требуемой длины.
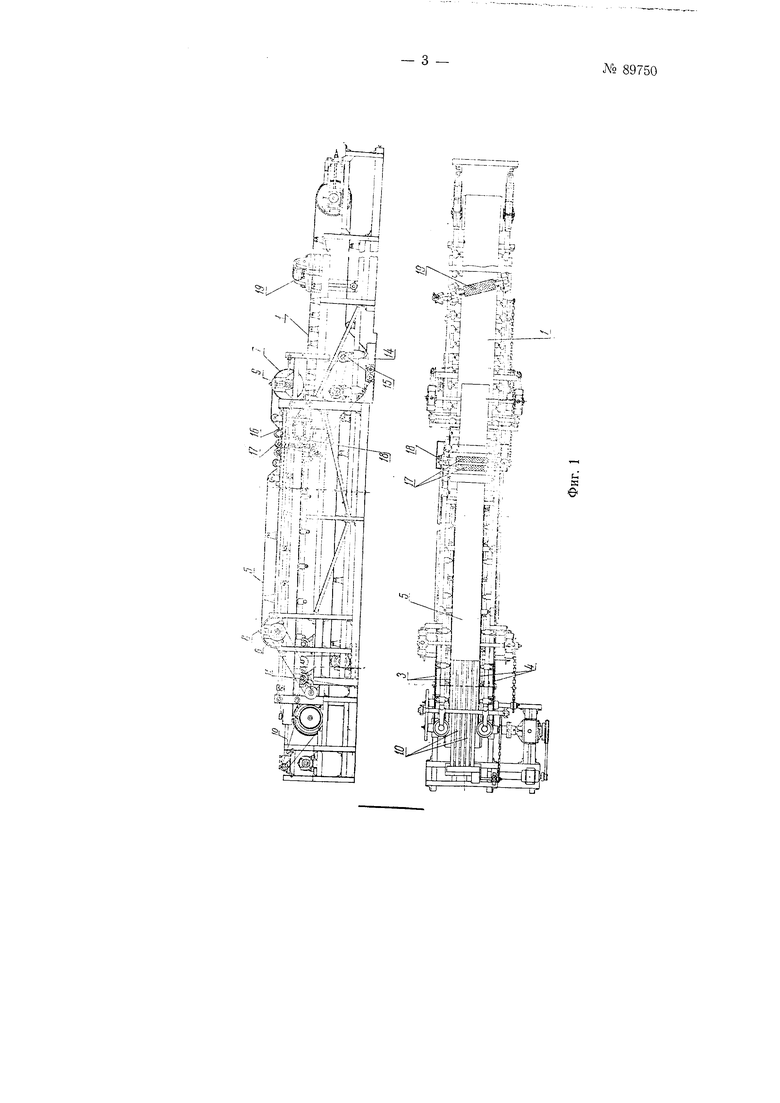
Па фиг. 1 изображено формирующее устройство в двух проекциях; на фиг- 2 - устройство в продольном разрезе и вид его сверху; на фиг. 3 - формирующее устройство в поперечном разрезе; на фиг. ,4 - пг 11еречное сечение нижнего и верхнего шаблонов.
№ 89750- 2 -
Устройство для формовки состоит из четьфех движущихся бесконечных резиновых лент, образующих закрытый желоб. Нижняя транспортерная лента 1 служит подвижным дном для формуемой массы, заливаемой непрерывно из мещалки 2, две боковых ленты 3 и 4 служат для формования боковых иоверхностей илит; четвертая верхняя резиновая лента 5 заглаживает верхнюю поверхность массы. Верхняя резиновая лента берется такой щирины, чтобы она входила между боковыми лентами, движущимися в вертикальном положении (на ребро). Подниманием и оиуекаиием натяжных барабанов 6 vi 7 при помощи болтов 8 н 9 производится регулирование толщины плит в пределах от 20 до 150лш. Для получения полых плит с торца машины установлены сердечники 10.
В целях уплотнения формуемой густой гипсовой или гипсоопилочной массы или смесн гипса с молотыми минеральными добавками, площадка резииовой ленты в месте заливки внбрируетея вибратором //.
Запуск мащины производится с установкой нижних щаблонов 12 и для корректировки тОоЧЩины плит верхних шаблонов 13.
Для очистки резиновых лент от раствора применяются водяная ваппа 14 и вращающиеся щетки /5 для иижией ленты, и ванна 16 и вращающиеся щетки 17 для верхней резиновой ленты 5. Для очистки боковых лент установлены вращающие|Ся щетки 18, смачиваемые водой. Для калибровки формуемых плит применяется механический нож 19, имеющий возвратно-иоступательпое поперечное движение по отношению к сформованной массы. При непрерывной подаче раствора и непрерывном движении всех четырех бесконечных лент происходит иеирерьшное формование полой ленты 20, сходящей с сердечников 10- В конце мащины за транспортной лентой установлено режущее приспособление в виде дисковой пилы 21, которая отрезает плиты 22 от движущейся по транспортеру ленты плиты.
Цикл работы мащииы состоит в следующем: гиисовый ра,створ подается на движущуюся нижнюю леиту 1 в месте установки вибратора, производится вибрация гипсовой массы, уплотнение ее верхней резиновой лентой 5 и боковыми лентами 3 и 4, при движении конвейера затвердевшая гипсовая лента освобождается от сердечников 10, боковых лент 5 и 4 и верхией ленты 5. Затем производится калибровка и резка гипсовой ленты на плиты. Освободивщиеся лепты транспортерные промываются и возвращаются к месту заливки раствора.
Предмет изобретения
1.Устройство для неирерывной формовки пустотелых плит из быстросхватывающихся материалов с формующей частью в виде бесконечных плит, образующих закрытый желоб, отличающееся тем, что для формования полостей в изделии применены конические стержни, с безопорными концами, расиоложеппыми в формующей части желоба.
2.В устройстве по п. 1 применение вибрирования формующей части лент с целью лучшего заполнения материалом.
. I
У: III I
ig
:-fШ: №
Cs
%: : , : II
i 1 Il i
№У и i 1|::H 1- ftitf1-,
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИПСОВЫХ ИЗДЕЛИЙ | 1949 |
|
SU83192A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БЫСТРОСХВАТЫВАЮЩИХСЯ РАСТВОРОВ И ИЗДЕЛИЙ ИЗ НИХ | 1950 |
|
SU92424A1 |
| Устройство для непрерывного получения раствора из быстро твердеющих вяжущих | 1947 |
|
SU76464A1 |
| Устройство непрерывного действия для производства сухой штукатурки | 1948 |
|
SU80816A1 |
| Способ изготовления гипсовых плит | 1958 |
|
SU124863A1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПРОИЗВОДСТВА СУХОЙ ШТУКАТУРКИ | 1948 |
|
SU81181A1 |
| Способ получения строительного материала и устройство для осуществления способа | 1945 |
|
SU67219A1 |
| Способ и аппарат для непрерывного изготовления фибролита | 1930 |
|
SU25473A1 |
| Смеситель для растворов из быстросхватывающихся материалов | 1948 |
|
SU81459A1 |
| Способ изготовления строительных деталей из армированного растительными волокнами гипса | 1949 |
|
SU85937A1 |