(54) ТЕХНОЛОГИЧЕСКАЯ ШНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ КАМЕННОГО Изобретение относится к оборуцова ишэ промьшшенности строительных мате риалов и может быть использовано для изготовления бортовых камней из каменного литья. Известна установка для изготовления изделий из каменного тштья, включакяцая плавильную печь, разливочный ковш, формы, кристаллизацион ную печь Г 1 1. Однако в случае изготовления мас сивных изделий, при разливке расплава в холодные металЛ1 1еские форм возникает значительный перепад температур между наружньвш и внутренними слоями отливки, достигакщий 300-500®С. Такие условия затвердевания способствуют образованию амор ных неоднородных структлэ и значительных внутренних напряжений, которые приводят к образованию трещин, сколу углов отливки и. короблению издания после кристаллизации.
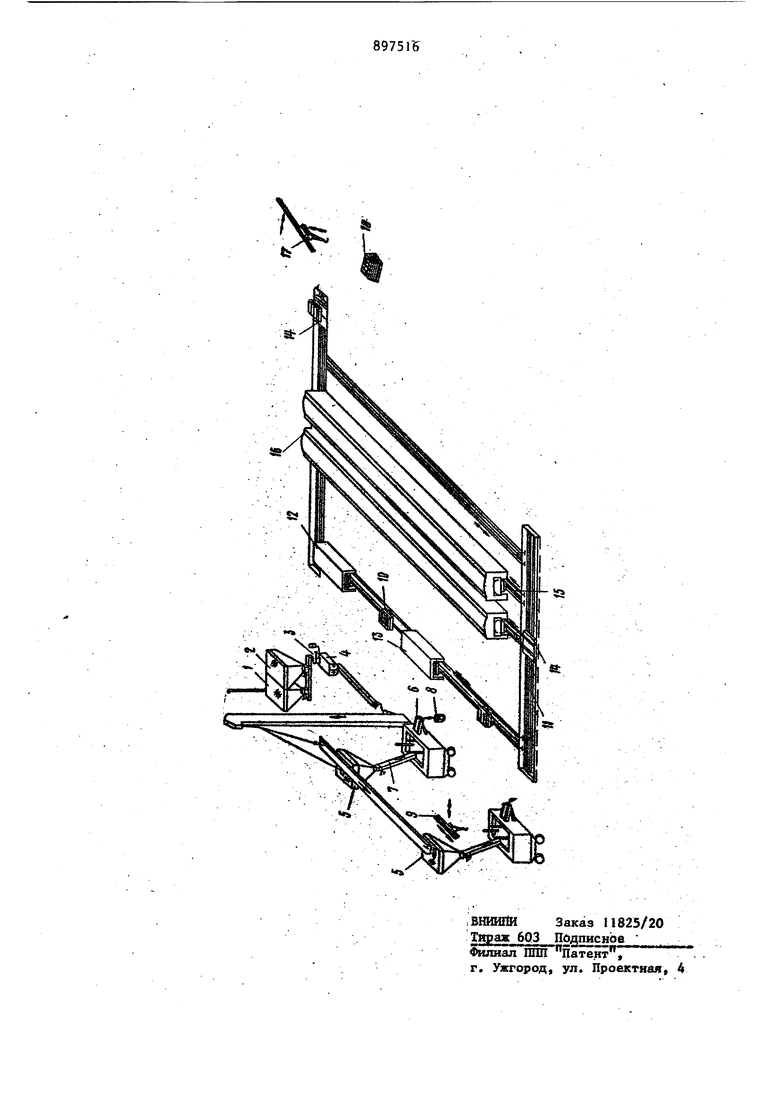
ЛИТЬЯ Наиболее близкой по технической сущности и достигаемому результату к предлагаемой технологической линии является технологическая линия для -изготовления крупногабаритных изделий из светлокаменного литья, содержащая злектрош1авильну1э печь, разливочный ковш, телеяку с формами, печь для подогрева форм, кристаллизационную печь Одним из узловых моментов разработки технологического режима получения литых изделий с помощью этой линии является подбор температурновременных параметров процесса формования. При недостаточно длительной выдержке отливки в форме изделие может деформироваться. С другой стороны, слишком длительная вьщержка изделия в форме приводит к переох ладдению угловых и придонных его частей, к возникновению больших напряжений в отливке, что в конечном 3 итоге приводит к растрескиванию изделия. Цель изобретения - снижение тре цинообразования за счет выравнивания температуры по сечению изделия Поставленная цель достигается тем, что технологическая линий для изготовления крупногабаритных изделий из каменного литья, содержащая электроплавильную печь, разливочный ковш, тележку с формами, печь для подогрева форм и кристаллизационную печь, снабжена установленно мевду печью для подогрева форм и кристаллизационной печью те плоизолируюцей камерой, На чертеже приведена схема варианта предлагаемой технологической линии в случае изготовления золоситаллового бортового камня. Технологическая линия содержит расходные бункера 1 и 2 исходных компонентов, связанные с весовым дозатором 3, соединенным со смесителем 4, который связан с двумя ра ходными бункерами шихты 5 (один рабочий, один - резервный). Бункера шихты 5 располо хены над. электроплавильными печами 6 и соединены с ни ми посредством теч1си с шибером 7. Далее по технологической линии рас положены разливочный ковш 8 с кран балкой 9, тележка 10 с металлическими формами, связанная посредство канатного подавателя 11с печью 12 для подогрева форм, теплоизолирующ камерой 13 и посредством канатнопередаточной тележки 14 и цепного толкателя 15 с кристаллизационной чью 16. Тёлеяка с формами пссредством канатно-передаточной тележки 14 и мостового крана 17 связана со штабелем 18 камней. Технологическая линия работает дугсяцим образом. Из расходных бункеров 1 и 2 зола и молотьй известняк поочередно отвешиваются весовым дозатором и п реманиваются в смесителе с добавлением хромовой руды и воды. Готов шихта подается в расходные бункера 5, откуда через течку с шибером за гружается в электроплавильную печь слоем 150-200 мм. Во время плавки шихту периодически подсыпают в электроплавильную печь. Включив механизм наклона печи, расплав сли вают в разливочный ковш для дальне шей разливки по формам. Формы, установленные на тележки 10, предва рительно подогреваются в печи 12. Посредством канатного подавателя вагонетки подаются под заливку форм и далее на канатно-передаточную телехосу, посредством которой подвозятся к таплоизолирующей камере, где, изделия выдерзхиваются в течение 35-40 мин. Затем вагонетки с формами подвозятся к загрузочному торцу кристаллизационной печи. Внутри этой печи тележки 10 передвигаются с помощью цепного толкателя, где по мере их передвижения, изделия проходят специальную термообработку: выдержку.- при в течение 1 ч, выдержку при течение 1 ч и медленное охлаждение, , Теле}кка 10 с изделиями доставляется канатно-передаточной тележкой 14 на выставочную площадку, оборудованну1э мостовым краном. Выставочная площадка предназначена для временного хранения изделий в штабелях. При использовании предлагаемой технологической линии происходит выравнивание температуры по сечению изделия и нет переохлаждения поверхностных слоев изделия за счет подвода внутреннего тепла к поверхностным слоям и малой скорости их охлаждения и за счет помещения изделий в теплоизолиру1эщую камеру. В результате чего устраняется трещинообразование изделий, скол углов. Формула изобретения Технологическая линия для изготовления крупногабариттак изделий из каменного литья, содержащая электроплавильную печь, разливочный ковш, тележку с формами, печь для подогрева форм и кристаллизационную печь, отличающаяся тем, что, с целью снижения трещинообразования за счет выравнивания температуры по сечению изделия, она снабжена установленной между печью для подогрева форм и кристаллизационной печью теплоизолирующей камерой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 14371.0, кл. В 28 В 1/54, 1960. 2.Липовский И.Е. и Дорофеев В.Л. Основы петрургии, М;, Металлургия, 1972, с. 211-214.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия по производству камнелитых труб центробежным способом | 1980 |
|
SU1057293A1 |
| ЭЛЕКТРОПЛАВИЛЬНАЯ ПЕЧЬ | 2012 |
|
RU2601041C2 |
| Комплексно-механизированная линия изготовления отливок | 1983 |
|
SU1121093A1 |
| Способ и устройство для изготовления литых шлаковых камней | 1937 |
|
SU59641A1 |
| Каменное литье | 1986 |
|
SU1433939A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027777C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2092572C1 |