00
со
00
ф
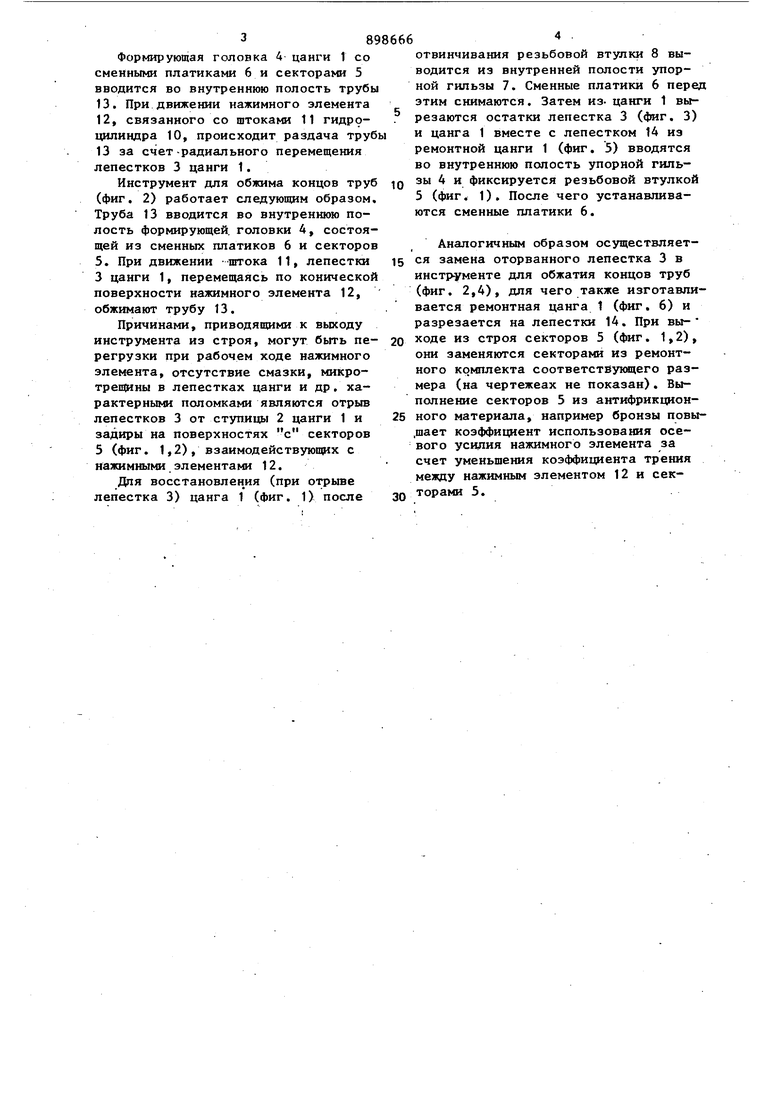
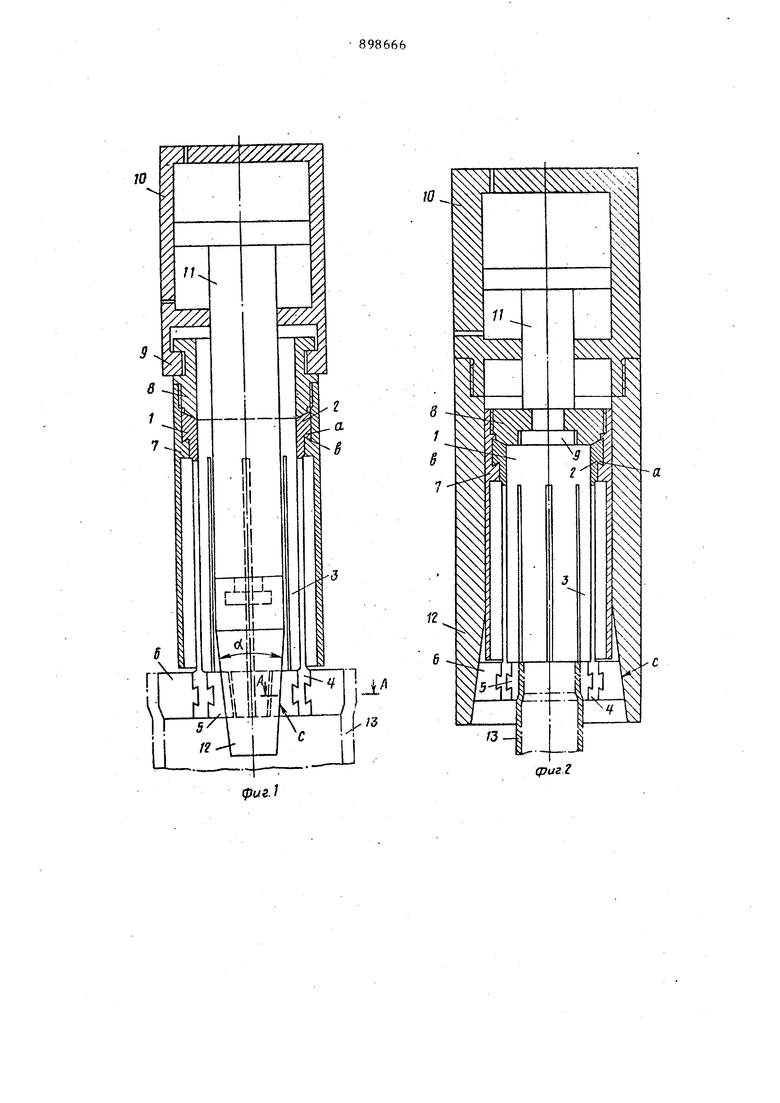
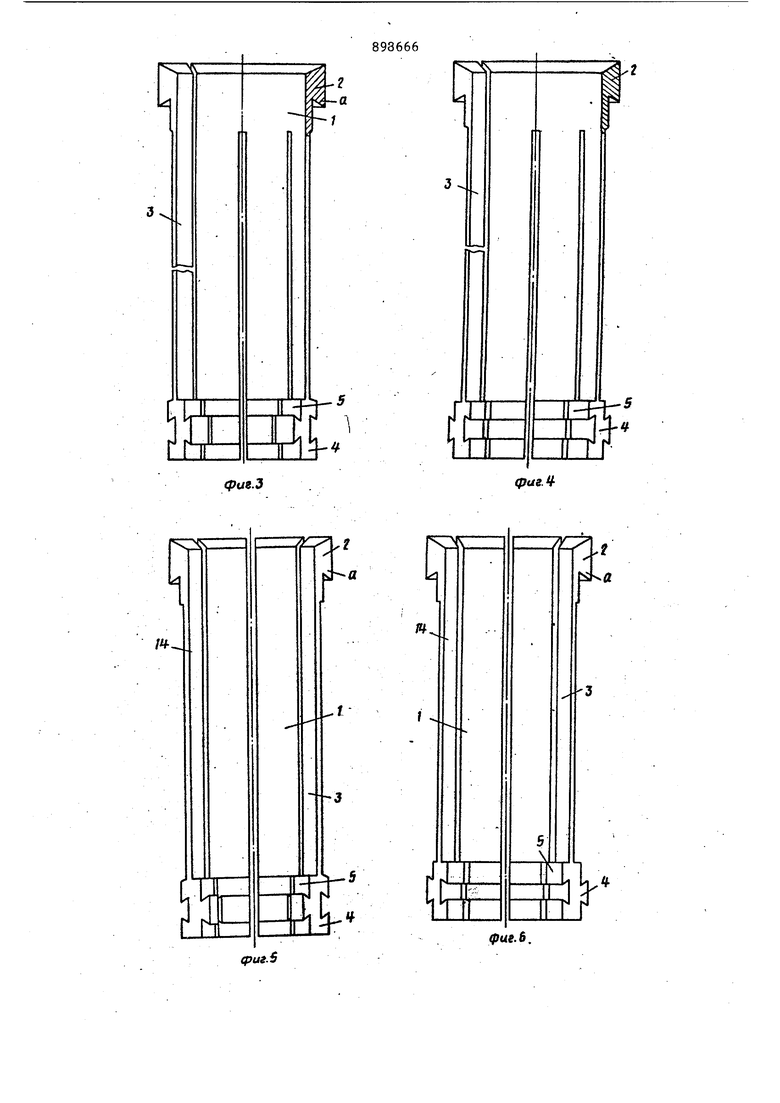
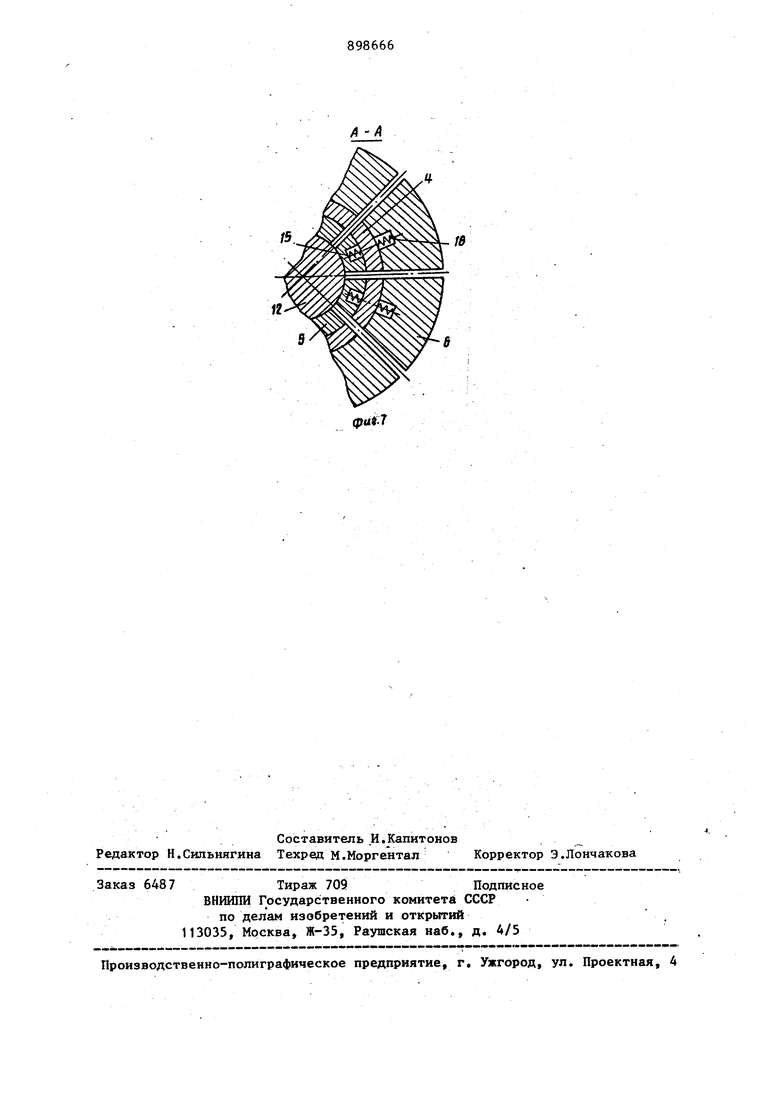
Од Ф , 189 Изобретение относится к области обработки металлов давлением, а имен но к инструменту для изменения диаметра концов труб путем раздачи или сужения диаметра. В основном изобретении описан инструмент, используемый преимущественно для изменения диаметра концов труб путем раздачи или сужения диаметра. Этот инструмент содержит цангу со ступицей и лепестками, несущими формирукмцую головку, нажимной элемент и привод перемещения лепестков цанги. Инструмент снабжен закреп ленной на ступице цанги упорной гиль зой, взаимодействующей своим торцом сторцом формирующей головки и охватывающей лепестки с образованием кол цевой полости, обеспечивающей ра-т диальное перемещение лепестков, кроме того, формирующая головка цанг снабжена сменными платиками. Недостатком этого инструмента является невозможность его ремонта, так как в случае обрыва одного лепес ка или нарушения поверхности Формиру щей головки, взаимодействующей с нажимным элементом, (в результате, например задира) восстановить инструмент невозможно и требуется изготовление нового инструмента, что ведет . к дополнительному расходу металла. Целью изобретения является устранение недостатка известного. Поставленная цель достигается тем что в инструменте для формования кон цов труб в упорной гильзе выполнена кольцевая канавка,а в ступице цангиI кольцевой буртик, входящий в кольцевую канавку гильзы, при этом торцовая часть цанги, контактирующая с гильзой, выполнена в виде резьбовой втулки. Кроме того, формирующая головка снабжена .сменными секторами,вьшолненными из антифрикционного материала и взаимодействующими с нажимным элементом. Такое конструктивное выполнение инструмента позволяет сохранить цангу в случае отрьша одного или нес кольких лепестков или повреждении сек торов, взаимодействующих с нажимным элементом, которые заменяются лепест ками и секторами из ремонтного комплекта. На фиг. 1 показан инструмент для раздачи концов труб; на фиг. 2 инструмент для обжатия концов труб; на фиг. 3 - цанга для раздачи концов труб; на фиг. 4 - цанга для обжатия концов труб; на фиг. 5 - ремонтная цанга инструмента для раздачи концов труб , на фиг. 6 - ремонтная цанга инструмента для обжатия концов труб-, на фиг. 7 - фиксация элементов формирующей головки на цанге (разрез А-А на фиг. 1). Инструмент для формования концов труб может быть выполнен в виде инструмента для раздачи концов труб (фиг. 1) или в виде инструмента для обжатия концов труб (фиг. 2). Инструмент для раздачи концов труб (фиг, 1) включает в. себя цангу 1 (фиг. 3) с кольцевым V-образным буртиком а на ступице 2, несущей лепестки 3 с формирующей головкой 4, имеющей сектора 5 и сменные платики 6. На ступице 2 цанги 1 закреплена упорная гильза 7, имеющая кольцевую V-образную канавку в. Цанга 1 V-образным буртиком а установлена в V-образную канавку в упор- ной гильзы 7 и контактирует с резьбовой втулкой 8, представляющей собой торцовую часть гильзы 7. Резьбовая втулка 8, связана захватом 9 с гидроцилиндром 10, на штоке -11 которого закреплен нажимной элемент 12. Обрабатываемая заготовка - труба 13. Цанга 1 может быть выполнена из отдельных элементов 14 (фиг. 5,6). Сектора 5 необходимы для расширения технологических возможностей инструмента путем установки секторов 5 ; с различным углом конусности «( . Сектора 5 для уменьшения трения выполнены из антифрикционного материала, например бронзы, и являются сменными. Поверхность с секторов .5 взаимодействует с нажимным элементом 12. В инструменте для обжима концов труб (фиг, 2) нажимной элемент 12 .. выполнен в виде конической втулки, а цанга 1 (фиг. 4) закреплена на штоке 11 гидроцилиндра 10. Дпя фиксации секторов 5 и сменных платиков 6 служат пружины 15, 16 (фиг. 7), расположённые в платиках 6 и секторах 5 равномерно по окружт ности. Инструмент для раздачи концов труб (фиг. 1) работает следуюш -1м образом. Формирующая головка 4 цанги 1 со сменными платиками 6 и секторами 5 вводится во внутреннюю полость трубы 13. При движении нажимного элемента 12, связанного со штоками 11 гидр9цилиндра 10, происходит раздача труб 13 за счет-радиального перемещения лепестков 3 цанги 1. Инструмент для обжима концов труб (фиг. 2) работает следующим образом Труба 13 вводится во внутреннюю полость формирующей головки 4, состоящей из сменных платиков 6 и секторов 5. При движении штока 11, лепестют 3 цанги 1, перемещаясь по конической поверхности нажимного элемента 12, обжимают трубу 13. Причинами, приводящими к вькоду инструмента из строя, могут быть перегрузки при рабочем ходе нажимного элемента, отсутствие смазки, микротре11ф1ны в лепестках цанги и др. характерными поломками являются отрыв лепестков 3 от ступицы 2 цанги 1 и задиры на поверхностях с секторов 5 (фиг. 1,2), взаимодействующих с нажимными элементами 12. Дпя восстановлен ия (при отрыве лепестка 3) цанга 1 (фиг. 1) после отвинчивания резьбовой втулки 8 выводится из внутренней полости упорной гильзы 7. Сменные платики 6 перед этим снимаются. Затем из- цанги 1 вырезаются остатки лепестка 3 (фиг. 3) и цанга 1 вместе с лепестком 14 из ремонтной цанги 1 (фиг. 5) вводятся во внутреннюю полость упорной гильзы 4 и фиксируется резьбовой втулкой 5 (фиг. 1). После чего устанавливаются сменные платики 6. Аналогичным образом осуществляется замена оторванного лепестка 3 в инструменте для обжатия концов труб (фиг. 2,4), для чего также изготавливается ремонтная цанга 1 (фиг. 6) и разрезается на лепестки 14. При выходе из строя секторов 5 (фиг. 1,2), они заменяются секторами из ремонтного комплекта соответствукядего размера (на чертежеах не показан). Выполнение секторов 5 из антифрикционного материала, например бронзы повы,щает коэффициент использования осевого усилия нажимного элемента за счет уменьшения коэффициента трения между нажимным элементом 12 и секторами 5.
(риг./
(риг 2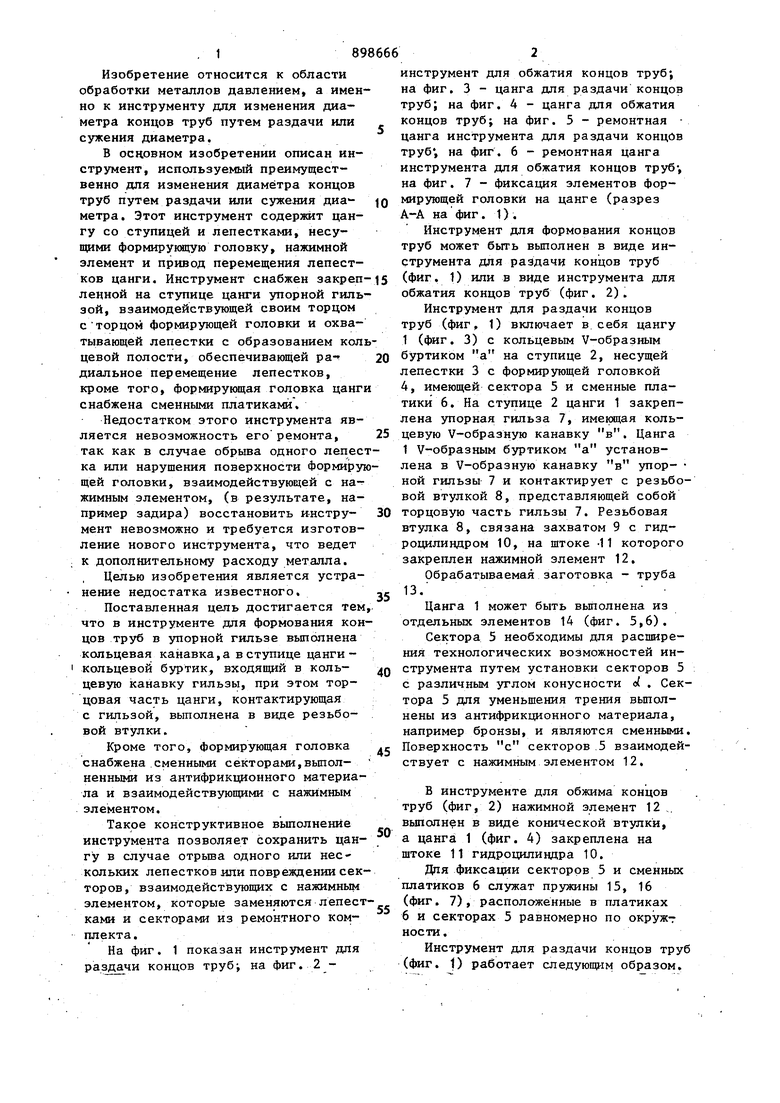
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для формования концов труб | 1978 |
|
SU771997A1 |
| РАЗЪЕДИНИТЕЛЬ-СОЕДИНИТЕЛЬ ШАРИФОВА ДЛЯ ПАКЕРНОЙ УСТАНОВКИ СКВАЖИНЫ (ВАРИАНТЫ) | 2004 |
|
RU2289012C2 |
| Станок для обработки концов труб давлением | 1980 |
|
SU889223A1 |
| Цанговый соединитель | 2019 |
|
RU2702488C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРИЖАТИЯ ДЕТАЛЕЙ ПРИ ИХ ПРИКЛЕИВАНИИ | 2004 |
|
RU2272185C2 |
| Скважинный циркуляционный клапан | 2021 |
|
RU2765940C1 |
| РАЗЪЕДИНИТЕЛЬ ШАРИФОВА | 2003 |
|
RU2244802C1 |
| РАЗБУРИВАЕМЫЙ ПАКЕР | 2012 |
|
RU2507375C1 |
| КЛАПАН-ОТСЕКАТЕЛЬ | 2018 |
|
RU2672898C1 |
| СКВАЖИННЫЙ КЛАПАН-ОТСЕКАТЕЛЬ | 2017 |
|
RU2651860C1 |
1. ИНСТРУМЕНТ ДЛЯ ФОРМОВАНИЯ концов ТРУБ, йо авт. св. № 771997, от личающийся тем, что, с делью повышения долговечности инструмента, в упорной гильзе выполнена кольцевая канавка, а в ступице цангикольцевой буртик, входящий в канавку гильзы, при этом торцовая часть цанги, контактирукхцая с гильзой, выполнена в виде резьбовой втулки. 2. Инструмент по п. 1, отличающийся тем, что формухщая головка цанги, взаимодействукяцая. с нажимным элементом, снабжена сменными секторами из актифрикционного материала.
- I
(pue.6.
/5.
