со CD Ч Изобретение относится к области обработки металлов давлением, а имен но к инструменту для изменения диаметра кодцов труб путем раздачи или сужения диаметра и может быть использовано в судостроении, химическом и энергетическом машиностроении, а также других отраслях промышленнос ти. Известна конструкция цангового инструмента дпя формования концов труб, который состоит из цанги, конусной пробки и гидравлического привода, на стане которого крепится конусная пробка. Инструмент позволяет в монтажных условиях раздавать трубы используя радиальное перемещение лепестков цанги при осевом ходе конической пробки. Недостатком известного инструмента является невысокий коэффициент полезного действия, так как во время рабочего хода пробки, то.рцы лепестков цанги упираются в крышку корпуса цилиндра и возникаю щие силы трения препятствуют радиальному перемещению лепестков цанги, что понижает коэффициент полезного действия инструмента. Кроме того, расположение пружинящей части лепестков цанги и конической пробки во внутренней полости тру бы, требует для установки инструмента соответствующего прямого участка трубы, что снижает его применяемость при раздаче труб с близко расположенными погибами. Известны цанги, используемые для закрепления заготовки на металлорежу щих станках. Пружинящая часть извест ных цанг выполнена с учетом минимального хода губки в пределах 0,1+ +0,3 мм, а угол конусности губок при нимает угол трения, что необходимо для раскрытия цанги после снятия осе вой нагрузки. Недостатком известных цанг является невозможность их использования для обжима и раздачи труб в пределах, превышающих упругие деформации трубы. Для создания больших радиальных усилий, необходимых для деформации трубы , угол конусности губок цанги должен быть меньше угла трения, при этом между губками цанги и нажимным элементом возникае самоторможение, для преодоления кото рого необходимо приложить силу, величина которой находится в тех же пределах, это и величина силы при р бочем ходе. Для увеличения радиального хода губок цанги и, соответс твенно, величины деформации трубы, необходимо увеличить длину пружинящей части лепестка цанги и количество лепестков, а это снижает при обратном ходе продольную устойчивость лепестков. Известен также цанговый инструмент, включенный в конструкцию станка для обработки концов труб, который выполнен в виде цанговой втулки, разрезанной на селитры (лепестки), конец которой имеет центрирующую шейку и спрофилирован на наружном диаметре по конусу трубы, а внутреннее отверстие вьтолнено концевым. В конусном отверстии размещен приводной клин, закрепленный на штоке гидроцйпиндра. При работе инструмент вводят в полость конца трубы на длину зоны деформации, затем, включением привода перемещают клин в осевом направлении, который взаимодействуя с сопряженной поверхностью конуса цанги, раздвигает лепестки цанги в радиальном направлении, обеспечивая раздачу трубы. Однако, технологические возможности цангового инструмента ограничены малой величиной раздачи и вели чиной осевого усилия, зависящего от трещины, принимающей части лепестков. При увеличении относительной деформации трубы необходимо удлинение лепестков цанги для увеличения их гибкости. При увеличении осевого усилия необходимо увеличивать толщину лепестка и, соответственно, его длину для компенсации увеличения жесткости лепестков. Однако это вле чет за собой снижение надежности, так как при обратном ходе конического клина, под действием осевой нагрузки, лепестки теряют продольную устойчивость. Целью изобретения является повышение надежности инструмента за счет разгрузки лепестков цанги от сил сжатия в осевом направлении.и расширение его технологических возможностей. Поставленная цель достигается тем, что инструмент для формования концов труб, содержащий цангу со ступицей снабженную лепестками, несущими формирующую головку, нажимной элемент и привод перемещения лепестков цанги, снабжен закрепленной на ступице цанги упорной головкой, взаимодействующей своим торцом с торцом формующей головки и охватываю щей лепестки с образованием кольцевой полости, обеспечивающей радиальное перемещение лепестков формующая головка цанги снабжена сменными платиками. Такая конструкция инструмента позволяет повысить надежность инструмента за счет разгрузки лепестков цанги и расщирить его технологические возможности путем увеличения осе вого усилия при раздаче и увеличении относительной деформации цанги и обрабатьшаемой трубы, так как при вьшоде из трубы конуса в инструменте для раздачи трубы или цанги инструмента для обжима трубы, осевое усилие воспринимается не лепестками, а упорной гильзой, закрепленной на сту пице инструмента. На фиг. 1 показан инструмен- для раздачи труб; на фиг. 2 - разрез А-А на фиг. 1} на фиг. 3 - инструмент для обжима труб; на фиг. 4 - разрез Б-Б на фиг. 3. Инструмент для формования концов труб может быть вьшолнен в виде инструмента для раздачи труб (фиг.1,2) или в виде инструмента для обжима труб (фиг.3,4). Инструмент для формования концов труб включает в себя цангу, состоящую из ступицы 1, лепестков 2, формирующей головки 3 с торцом а и с платиками 4, упорной гильзы 5 и привода 6 перемещения лепестков цанги. Упорная гильза 5 жестко закреплена на ступице 1 цанги с образованием кольцевой полости в. Платики 4 вьшолнены сменными и вы бираются в зависимости от диаметра обрабатьгоаемой трубы 7. Привод 6 перемещения лепестков 2 цанги вьшолнен в виде гидроцилиндра. В инструменте для раздачи концов труб на щтоке 8 поршня гидроцилиндра закреплен нажимной элемент, вьшолненный в виде конуса 9 с углом конус ности d , а цанга закреплена на корпусе привода 6. В инструменте для обжима концов труб нажимной элемент выполнен в виде конической втулки 10 а цанга закреплена на штоке о приво-, да 6. Инструмент для раздачи концов труб работает следующим образом. Формирую1гдя головка цанги со сменными платиками 4 вводится во внутреннюю полость трубы 7, При движении конуса 9, связанного со штоком 8 привода 6, происходит раздача трубы 7 за счет радиального перемещения лепестков 2 цанги. Лепестки 2 работают на растяжение. При обратном движении конуса 9, торец а формирующей головки 8 упирается в гильзу 5 и лепестки 2 разгружаются от осевой нагрузки сжатия, что предотвращает их поломку и повышает надежность инструмента. При угле о меньшем угла трения (5°), усилие, которое надо приложить к конусу 9 для его вывода из цанги после раздачи трубы 7, соразмерны по величине с усилием, прилагаемьм для раздачи. Инструмент для обжима концов труб работает следующим образом. Цанга устанавливается на шток 8 привода 6 и вьшодится из конического отверстия втулки 10. Во внутреннюю полость головки 8 вставляется труба. При движении штока 8, лепестки 2 цанги, перемещаясь па конической поверхности нажимной втулки 10, оЗжимают трубу 7. Лепестки 2 работают на расстяжение. При обратном ходе цанги, торец а формирующей голов ки 3 упирается в упорную гильзу 5 к лепестки 2 разгружаются от осевой нагрузки сжатия, что предотвращает их поломку. В предлагае1чой конструкции инструмента для формования концов труб величина усилия, прилагаемого к лепесткам цанги при их растяжении не ограничивается, практически, ничем, так как соответствующая прочность лепестков обеспечена за счет увеличения их толщины, а гибкость и, соответственно, необходимый радиальный ход лепестков за счет увеличения их длины. Это расширяет технологические возможности инструмента. Такая ,конструкция инструмента повьш1ает его надежность и увеличивает диалазон обрабатываемых труб за счет увеличения усилия раздачи.
0ue.f
Фиг. 2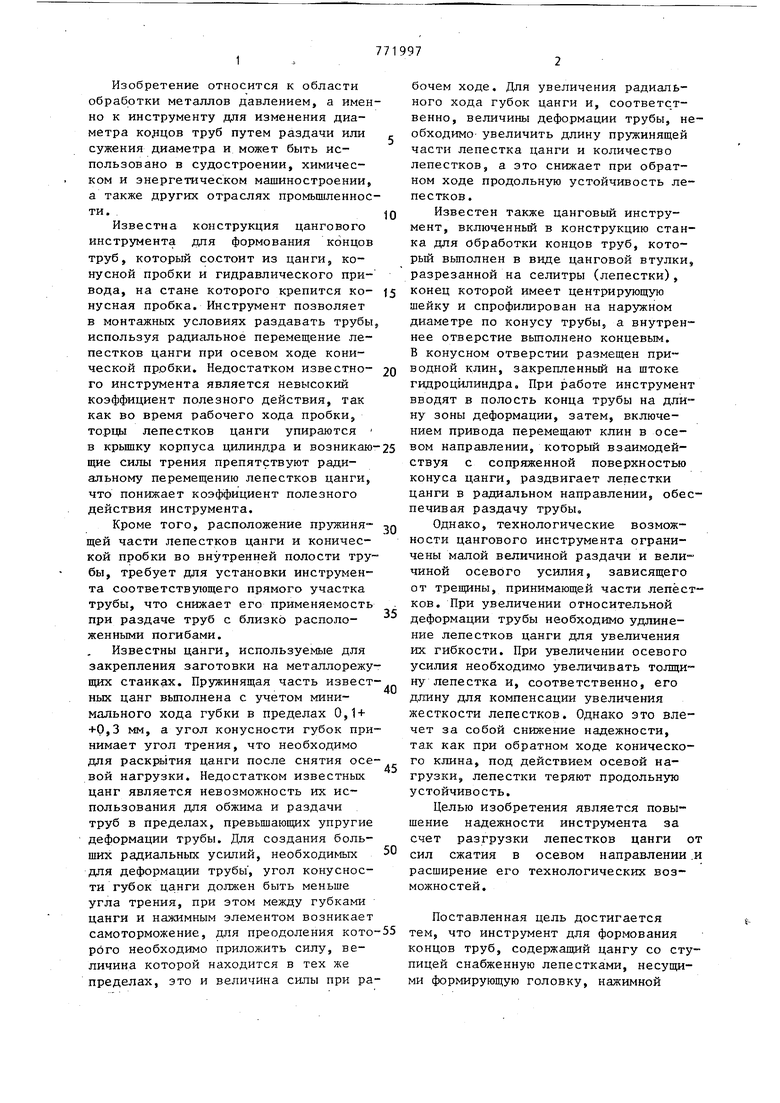

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для формования концов труб | 1979 |
|
SU898666A2 |
| Станок для обработки концов труб давлением | 1980 |
|
SU889223A1 |
| Цанговый патрон | 1980 |
|
SU906644A1 |
| МЕХАНИЧЕСКИЙ ЯСС | 2011 |
|
RU2482260C1 |
| КОМБИНИРОВАННЫЙ ЛОВИТЕЛЬ НАСОСНЫХ ШТАНГ | 2003 |
|
RU2267598C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ГЛАДКИХ ТРУБ | 2022 |
|
RU2786862C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 2007 |
|
RU2337781C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ И РАЗДАЧИ ТРУБ | 2013 |
|
RU2533621C1 |
| Цанговый патрон для зажима кольцевых деталей | 1981 |
|
SU992130A1 |
| Цанговый патрон | 1977 |
|
SU653037A1 |

1. ИНСТРУМЕНТ ДЛЯ ФОРМОВАНИЯ КОНЦОВ ТРУБ, содержащий цангу со ступицей и лепестками, несущими формующую головку, нажимной элемент и привод перемещения лепестков цанги, отличающийся те№, что, с целью повышения надежности за счет разгрузки лепестков цанги от сил сжатия в осевом направлении и расширения технологических возможностей, он снабжен закрепленной на ступице цанги упорной гильзой, взаимодействующей своим торцом с торцом формующей головки и охватывающей лепестки цанги с образованием кольцевой полости. 2. Инструмент по п.1, о т л и чающийся тем, что формующая i головка цанги снабжена сменными пла(Л тиками.
| Крановый мост | 1956 |
|
SU107864A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Дальский A.M | |||
| Цанговые зажимные механизмы | |||
| М., Машиностроение, 1966, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ | 1971 |
|
SU411943A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
