(54) СПОСОБ ШЛИФОВАНИЯ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182068C2 |
| Способ позиционирования режущего инструмента | 1986 |
|
SU1324822A1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182071C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182069C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПРОЦЕССА ШЛИФОВАНИЯ | 2019 |
|
RU2715580C1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
I
Изобретение относится к металлообработке и может быть использовано при шлифовании цилиндрических и конических поверхностей небольшой про-тяженности, в том числе малого диаметра и с малой продольной устойчивостью.
звестен способ обработки конической поверхности изделия торцом шлифовального круга, при котором ось изделия располагают в плоскости, параллельной оси ишинделя шлифовального круга, а обработку прекрап ают в момент касания вершины конуса торца шлифовального круга, причем расстояние от точки касания до центра круга выбирают минимальным 1,
Этот способ имеет ряд недостатков. При его осуш;ествлении изделие посредством микрометрического механизма подается на круг. Это движение полностью осуществляет процесс формообразования конуса из цилиндрической заготовки, вызыва усиленный износ
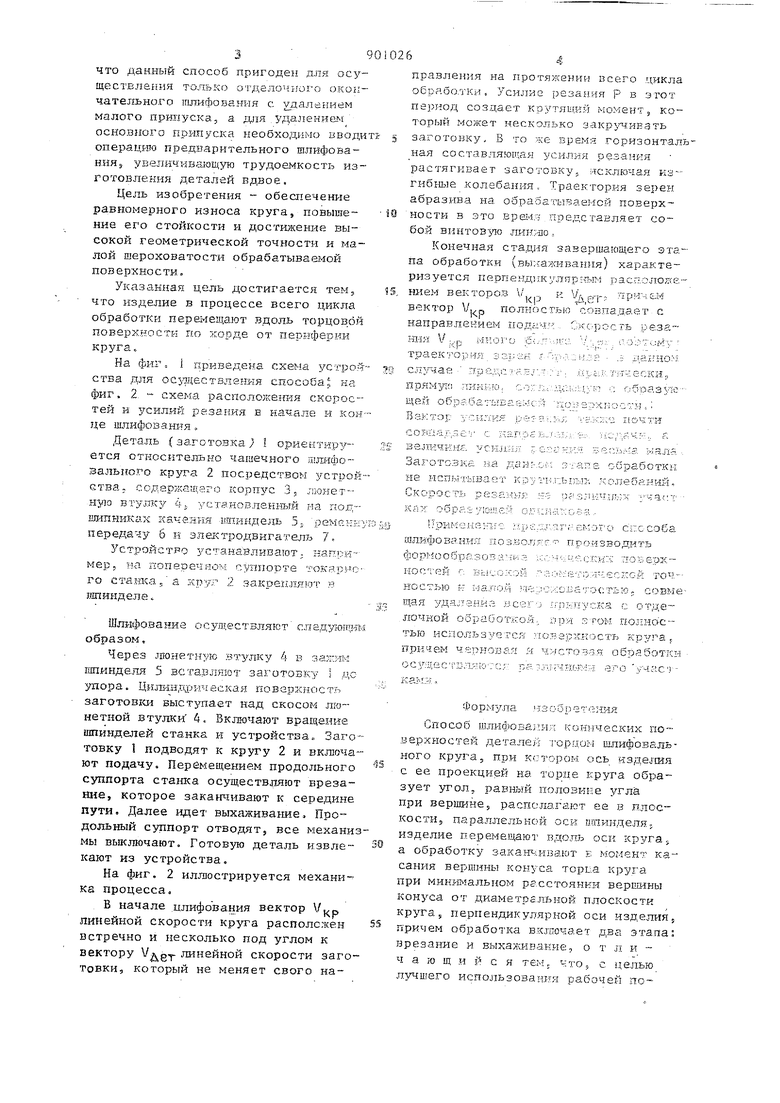
круга на узком кольцевом участке его рабочей поверхности, как следствие высоких контактных нагрузок. Известно, что в случае необходимости снятия большого припуска с заготовки, целесообразно использовать способ шлифования, при котором круг и изделие имеют встречное вращение, тогда в процессе резания участвует часть рабочей поверхности круга в виде кольца с шириной, определяемой длиной образующей, а не в виде линии, как в рассматриваемом способе. Кроме того, чем большая поверхность круга используется при снятии с заготовок одннаковых припусков, тем меньшие контактные нагрузки воздействуют на круг, а следовательно, уменьшаютСИ его износ и заса.гшвание. К тому же, чем выше скорость резания, складывающаяся из скоростей круга и заготовки, тем больше съем материала в единицу времени. Па основании вышеизложенного можно сделать вывод. 3 9 что данный способ пригоден д,пя осущестЕленяя только отдело« ого оког;чательного згшифования с удалением малого припуска, а для удалениам основного припуска необходимо вводи операцюо предварительного ш-лифования, увеличивающую трудоемкость изготовления деталей вдвое. Цель изобретения - обеспечение равномерного износа круга, повышение его стойкости и достюкение высокой геометрической точности и малой шероховатости обрабатываемой поверхности. Указанная цель достигается теМэ что изделие в процессе всего цикла обработки пере тщают вдоль торцовой поверхности по згорде от периферии круга. На фиг. i приведена схема 5/строя ства для оС57дествленкя способа на фиг. 2 схема распололсенкя скоростей и ;/силий разания Е кач.але и кон це шлифования. Деталь (заготовка/ I ориентируется относителъко чашечного гиго-гфозалыюго круга 2 посредством устрой ства., содержащего корпус 3; 1юнетпую втулку 4j установлек1-агй на подшипниках качення жшндель 5j ременн передачу 6 к электродвигатель /Ч УстройстРо ;/станазливагаТ; например, на поперечном суппорте TOKaps-fQ го станка, а круг 2 закрепляют я ишинделе. Шлифование осуп естзляют следужпш образом. Через люнетную втулку 4 в за;:: : 1ШИНД6ЛЯ 5 вставляют заготовку I до Зпорз. Цилиндрическая поверзсность saroTOBjOi выступает над скосом л)в-нетиой втулки 4. Включают вращение шпинделей станка н устройстна. Заго товку I подводят к кругу 2 и включа ют подачу. Перемещением продольного суппорта станка осуществляют врезавке, которое заканчивают к середине пути. Далее идет выхаживаете. Продольный суппорт отводат, все механи мы вьжлючают. roTOBjTo деталь извлекают из устройства. На фиг. 2 иллюстрируется механика процесса. В начале .илифования вектор линейной скорости круга располслсен встречно и несколько под углом к вектору Удет линейной скорости заго товки, который не меняет свого на4правления на протяжении всего цикла обрабо.тки Усилие резания р в этот период создает крутяиий ьюмент, который моясет несколько закручивать заготовку, В то же время горизонтальная еоставляюлдяя усилия резания растягивает заго;овку, исключая кз-гибные колебания. Траектория зерен абразива иа обра5ать вае110Й поверхности в это представляет собой винтозую лкн::-2о, Конечная завершающего этапа обработки (вы:;а :шванпя) характеризуется перпендпкуляргшм располоке.,Кр вектор V,p полностью совпадает с направлением кодач 0)ус-росгь резания V :,.р i-Koru р;,-л;.:, ,,- аоЛТч му траектория ,-;у-я:-:;::а .; ±(S.t iioi случае гтредс г ; .йр;;,;: т я -ески,, прямугг ииккю, со:;:., д.;:1,;и,;ло ; г:5оазутс щеп обрябатьшге к-:-1 под архкости , : BSKTOF услялия .y.j; .г.)--;:. почти величина Силия с:л;/чз я шлй . Заготовка данг-лх: обработки не испытывает кр г;-;.г:Ь1;п;:П-, колебйннй. Скорость резги-гуя Df з;u-л Пf :x учагт НОСЧС - . ностью н 1-зало.й кк;:.;--;-1:о1;б 0(;тью, совмещая чда.яаниз пжпуска с отделочной обра(5откой: при я гом полное-тью используегся 1оварз1кость круга, причем черновая я чисточ-зя обработки осу;десГЕЛ по-:с.: ра.уи чнммя учас)каь;:;-1. Формула нзобре -ения Способ шлифова; ия кон1-}ческих позерхностей деталей торцом шлифовального круга5 При кстором ось с ее проекцией на торце круга образует угол, равный половике угла при вершинеS располагают ее в плоскости, параллельной оси ишинделя, изделие перемещают вдоль оси кругаs а обработку закан ливают Е момент касания вершины конуса ториа круга при миньччальном расстоянии вершины конуса от диаметральной плоскости круга 5 перпендикулярной оси изделия, причем обрабо1ка вкхшчает два этапа: врезание и выхаживание, о т л и ч а ю щ и и с я тем, что, с целью лучшего использования рабочей по
