(5) СПОСОБ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ ИЗ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2197554C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВЫХ ТРУДНОДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2000 |
|
RU2179598C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2042735C1 |
| Способ обработки листовых заготовок из сплавов на основе алюминия | 1982 |
|
SU1117337A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ8 | 2018 |
|
RU2691471C1 |
| Способ получения деформируемых полуфабрикатов из сплавов системы алюминий-медь-марганец | 1989 |
|
SU1738865A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2019335C1 |
| Способ термомеханической обработки полуфабрикатов из алюминиевых сплавов систем Al-Cu, Al-Cu-Mg и Al-Cu-Mn-Mg для получения изделий с повышенной прочностью и приемлемой пластичностью | 2015 |
|
RU2618593C1 |
| Способ термомеханической обработки высоколегированных псевдо-β титановых сплавов, легированных редкими и редкоземельными металлами | 2016 |
|
RU2635650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 1999 |
|
RU2152451C1 |
I
Изобретение относится к металлургии цветных сплавов, а именно к термомеханической обработке листовых деталей из сплавов на основе алюминия, и может быть использовано на машиностроительных заводах для повышения качества штамповок из алюминиевых сплавов.
Известен способ обработки изделий из листа алюминиевых сплавов, кото рый осуществляется гфи комнатной температуре в свежезакаленном состоянии с последующим старением, Штамповку деталей из листов сплава Д1б проводят при комнатной температуре после закалки с температуры 500°С в течение ,5 ч, когда сплав сохраняет удовлетворительную пластичность. Для получения требуемого уровня свойств деталей после этих операций проводят искусственное ( по режиму 190-12 ч) или естественное старение СО
Недостатком известного способа является неравномерная деформация. Например; при операции вьляжки с утонением стенки доныи1ко .четаля всегда иг-1еат толщмну большукт, чем тс;лщина стенки. Быстрое .узе Г1чен1е ntico ы детали идет за счет уменьшения толщины стенки. Кроне того, уст ранит :. возник новение локального тгчения . .еталла невозможно, особенно в случае штамповки изделий сложной геометрич, что приводит к появлению разното.па1инногт,и вследствие утяжек в переходных зонах штамповок, причем недавномерная пластическая деформация может явится причиной возможного кадрыва или локального растрескивания.
Цель изобретения - снижение локальных деформаций и уменьшение разнотол щинности по сечению деталей.
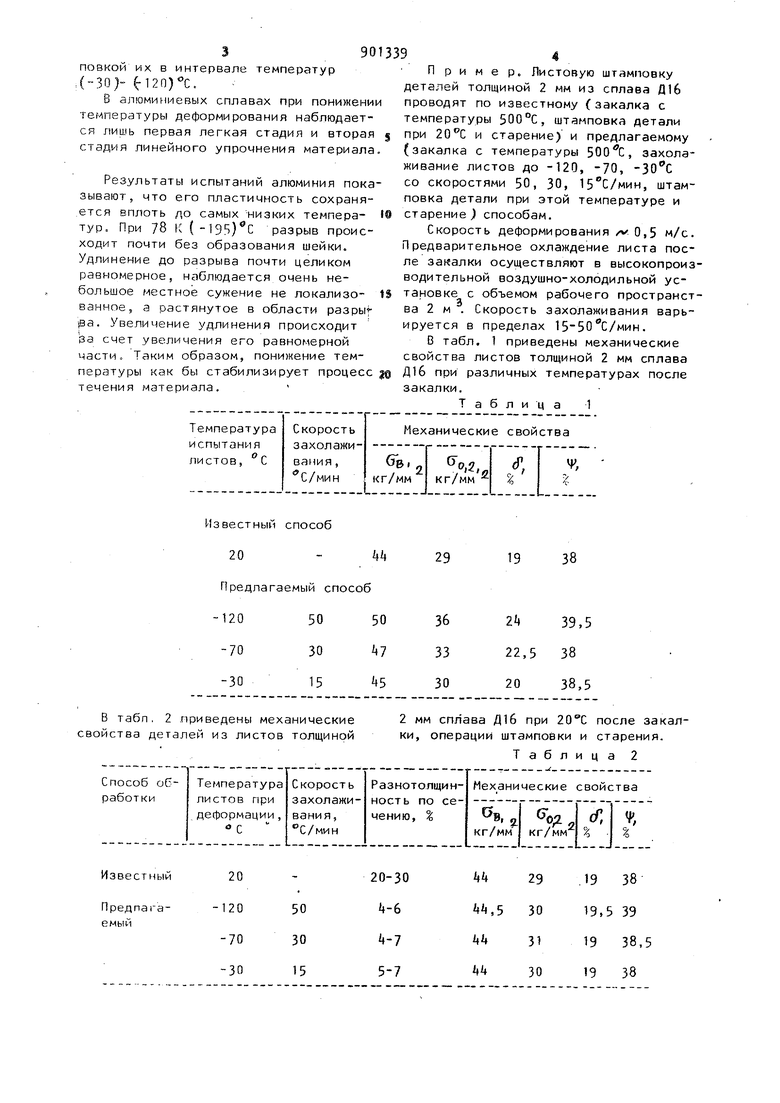
Поставленная цель достигается тем, ЧТО предварительно закБленные листы из алюминиевых сплавов подвергают за холаживанию до {-70} -(-120)С со скоростью ТБ-ЗО С/МИН .с последующей штамповкои их в интервале температур („30) (-12П)С. В алюминиевых сплавах при понижени температуры деформирования наблюдается лишь первая легкая стадия и вторая стадия линейного упрочнения материала Результаты испытаний алюминия пока зывают, что его пластичность сохраня.ется вплоть до самых -низких температур. При 78 fC (-19S)C разрыв происходит почти без образования шейки. Удлинение до разрыва почти целиком равномерное, наблюдается очень небольшое местное сужение не локализованное, а растянутое в области разры ра. Увеличение удлинения происходит за счет увеличения его равномерной части. Таким образом, понижение температуры как бы стабилизирует процесс течения материала,
Известный способ
20 - kk
Предлагаемый способ
-120 50 50
-70 30 7
-30 15 5
В табл. 2 .приведены механические свойства деталей из листов толщиной
Известный
Предпагаемый
38
19
39,5 22,5 38 20 38,5
2 мм сплава Д1б при 20С после закалки, операции штамповки и старения.
Таблица 2
20-30 5-7 Пример. Листовую штамповку деталей толщиной 2 мм из сплава Д1б проводят по известному (закалка с температуры 500°С, штамповка детали при и старение) и предлагаемому (закалка с температуры , эахолаживание листов до -120, -УО, со скоростями 50, 30, 15°С/мии, штамповка детали при этой температуре и старение) способам. Скорость деформирования ,5 м/с. Предварительное охлаждение листа после закалки осуществляют в высокопроизводительной воздушно-холодильной установке с объемом рабочего пространства 2 м . Скорость захолаживания варьируется в пределах 15 50С/мии. В табл. 1 приведены механические свойства листов толщиной 2 мм сплава Д1б при различных температурах после закалки. Таблица 1 59 Использование предлагаемого спосо6а термомеханической обработки, включающей закалку, листов, штамповку при (-30)- f120)C и последующее старение позволяет уменьшить величину локальной деформации, которая характеризуется повышением пластичности и уменьшением разнотолщинности, Разнотолщинность стенок при получении деталей уменьшается в среднем c2S% (по серийной технологии) до S% (по предлага емому способу). Прочностные характеристики деталей при этом остаются без изменения. Применение предлагаемого способа позволяет уменьшить величину локальных деформаций и разнотолщинность при изготовлении деталей, повысить надежность изделий при эксплуатации за счет увеличения относительного удли9«нения материала и стабилизации процесса течения его при дефорг«1ровании. Формула изобретения Способ обработки листовых материалов из сплавов на основе алюг«1ния, включающий закалку, штамповку и старение, отличающийся тем, что, с целью уменьшения разнотолщинности деталей при сохранении уровня механических свойств, после закалки |сплав охлаждают до (-70)-f-120) С со скоростью 15-50 С/мин, а штамповку проводят при (-30)- f 120ЛС. Источники информации, принятые во внимание при экспертизе 1. Применение алюминиевых сплс)вов. Справочное руководство. М., Металлургия, 1973, с. l t-1 5.
