(54) ЗАГОТОВКА ДЛЯ ПРЕССОВАНИЯ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для прессования труднодеформируемых материалов | 1979 |
|
SU902882A2 |
| ЗАГОТОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕЛ1ЫХ СПЛАВОВ | 1970 |
|
SU278610A1 |
| Заготовка для прессования профилей из труднодеформируемых материалов | 1981 |
|
SU1017400A1 |
| Устройство для осадки заготовок из труднодеформируемых материалов | 1981 |
|
SU1042864A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2277992C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ВОЛЬФРАМА | 2005 |
|
RU2297297C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДВУХСТЕННЫХ СТАКАНОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242310C2 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| Способ изготовления волокон | 1985 |
|
SU1274883A1 |
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209705C2 |
1
Изобретение относится к обработке материалов давлением, в частности к пластической деформации труднодеформируемых металлов и сплавов.
Известна заготовка, содержащая сердечник из деформируемого материала и свободно установленный в металлическом стакане с крышкой и заходным конусом, выполненным в виде усеченного конуса, с большим основанием, обращенным к заходному конусу, при этом зазор между сердечником и стаканом заполнен вязкой смазывающей средой 1.
Наиболее близким к изобретению техническим решением является заготовка для прессования труднодеформируемых материалов, содержащая сердечник из основного материала, установленный в цилиндрическую оболочку 2.
Недостатком этих заготовок является низкий коэффициент использования труднодеформируемых .материалов и больщая трудоемкость изготовления полуфабрикатов типа ступенчатого вала вследствие необходимости дальнейшей механической обработки.
Целью изобретения явЛяется повышение коэффициента использования труднодеформируемого материала и снижение Общей трудоемкости при изготовлении полуфабрикатов переменного сечения.
Цель достигается тем, что сердечник выполнен ступенчатым, а сопрягающаяся с ним поверхность оболочки спрофилирована в соответствии с его формой.
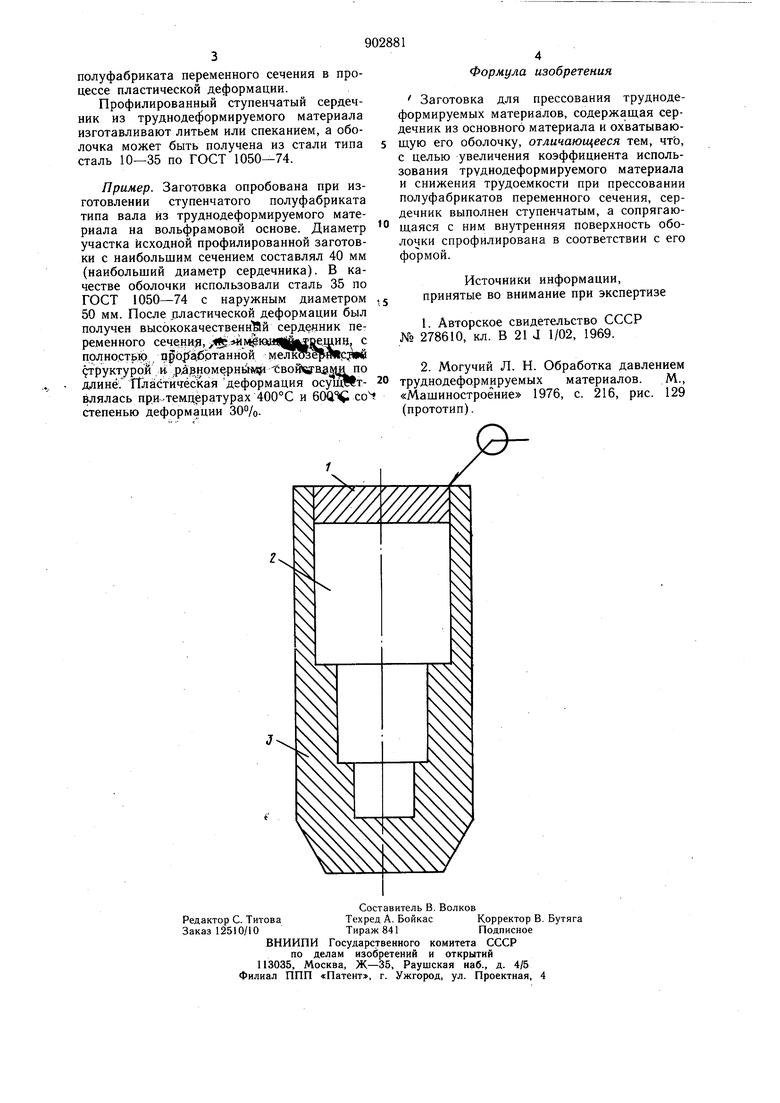
На чертеже изображена крнструктищная схема предлагаемой заготовки.
Заготовка состоит из крышки 1, сделанной из пластичного материала и закрывающей сердечник 2 из труднодеформируемого материала, помещенный в оболочку 3 из пластичного материала.
В процессе пластической деформации заготовки оболочка 3 улучшает равномер,5 ность Истечения металла сердечника 2, обеспечивает с помощью крышки 1 стабильность температурного режима прессования и защищает металл сердечника 2 от окисления. Для ряда операций пластического деформирования заготовок, например, гидропрессованием
20 наличие крышки 1 не обязательно. Наличие ступеней на исходном сердечнике 2 и соответствующих ступеней иа внутренней поверхности оболочки 3 обуславливает получение
