Изобретение относится к обработке металлов давлением и может быть использовано для получения изделий типа стаканов с двойными стенками, применяемых в качестве заготовок оболочек при производстве многослойных изделий втулочного типа, в частности, тепловыделяющих элементов ядерных реакторов.
Известен способ изготовления полых двухстенных стаканов, выбранный в качестве прототипа, посредством выворота трубной заготовки (Попов О.В. Изготовление цельноштампованных тонкостенных деталей переменного сечения. - М.: Машиностроение, 1974, стр.87-91).
Причиной, препятствующей получению указанного ниже технического результата при использовании известного способа изготовления полых двухстенных стаканов, является невысокое качество получаемых многослойных изделий. Это обусловлено тем, что при калибровке сборных заготовок многослойных изделий, состоящих из заготовки оболочки, выполненной в виде полого двухстенного стакана, полученного с использованием известного способа, заготовки сердечника и, при необходимости, крышки, осуществляемой с целью выборки технологических зазоров между их поверхностями, в начальный момент калибровки, в ряде случаев, имеет место деформирование пластичной заготовки сердечника, через которую осуществляется передача усилия калибровки, вследствие значительного усилия деформирования оболочки сборной заготовки в районе ее торцевого тороидального участка из-за его высокой жесткости, при этом торцы заготовки сердечника искажают свою форму, способствуя искажению формы торцов сборной заготовки в целом. Соответственно, искажения формы торцов заготовки сердечника тем больше, чем больше степень деформации при калибровке сборных заготовок. Неравномерность деформации при калибровке сборных заготовок, обусловленная разностенностью как заготовки сердечника, так и наружного и внутреннего патрубков заготовки оболочки, приводит к дополнительному увеличению усилия калибровки в начальный момент деформирования, которое, в ряде случаев, превышает усилие, определяющее устойчивость заготовки сердечника при ее осевом нагружении. В этом случае заготовка сердечника теряет осевую устойчивость и искривляется в продольном направлении, при этом получаемая сборная заготовка также имеет значительную кривизну. Возникающие искажения формы сборных заготовок приводят к их забракованию.
Известно устройство для изготовления полых двухстенных стаканов, выбранное в качестве прототипа, содержащее матрицу, размещенную в нижней плите и состоящую из направляющей, рабочей и выходной частей, а также закрепленный на приводной плите пуансон, соосный матрице (Попов О.В. Изготовление цельноштампованных тонкостенных деталей переменного сечения. - М.: Машиностроение, 1974, рис.34, а).
Известно устройство для изготовления полых двухстенных стаканов, выбранное в качестве прототипа, содержащее матрицу, размещенную в верхней плите, жестко связанную с последней нижнюю плиту, а также закрепленный на приводной плите полый пуансон, соосный матрице, имеющий хвостовую часть и рабочую часть, состоящую из рабочего участка, выполненного в форме полого цилиндра и торцевого тороидального участка (SU, авторское свидетельство, 1428483, В 21 С 37/30, 1988).
Причиной, препятствующей получению указанного ниже технического результата при использовании известных устройств, является невысокое качество получаемых многослойных изделий. Это обусловлено тем, что получаемые с помощью известных устройств полые двухстенные стаканы, используемые в качестве заготовок оболочек, имеют торцевой тороидальный участок высокой жесткости, поэтому при калибровке сборных заготовок, состоящих из заготовки оболочки, заготовки сердечника и, при необходимости, крышки, деформация оболочки сборной заготовки начинается в районе ее торцевого тороидального участка, при этом усилие деформирования, передаваемое через пластичную заготовку сердечника, в ряде случаев приводит к тому, что торцы заготовки сердечника искажают свою форму, способствуя искажению формы торцов сборной заготовки в целом. Использование сборных заготовок, имеющих значительную разностенность как заготовки оболочки, так и заготовки сердечника приводит к дополнительному увеличению усилия калибровки в начальный момент деформирования, которое, в ряде случаев, превышает усилие, определяющее устойчивость заготовки сердечника при ее осевом нагружении. В этом случае заготовка сердечника теряет осевую устойчивость и искривляется в продольном направлении. Возникающие искажения формы сборных заготовок приводят к их забракованию.
Основной задачей, на решение которой направлены заявленные способ изготовления полых кольцевых стаканов и устройства для его осуществления, является повышение качества многослойных изделий.
Единым техническим результатом, достигаемым при осуществлении заявленной группы изобретений, является получение полых кольцевых стаканов с наружным и внутренним заходными участками, использование которых способствует уменьшению усилия деформирования в начальный момент калибровки сборных заготовок и, как следствие, получению сборных заготовок заданной формы.
Указанный технический результат достигается тем, что в известном способе изготовления полых двухстенных стаканов, включающем выворот трубной заготовки, последнюю вначале подвергают раздаче, осуществляя формование внутреннего заходного участка, затем производят выворот наружу деформированной части трубной заготовки до получения полого двухстенного стакана, после чего полученный стакан деформируют, осуществляя формование наружного заходного участка посредством обжатия донной части и вытяжки с утонением стенки наружного патрубка.
Указанный технический результат достигается также тем, что в известном устройстве для изготовления полых двухстенных стаканов, содержащем матрицу, размещенную в нижней плите и состоящую из направляющей, рабочей и выходной частей, а также закрепленный на приводной плите пуансон, соосный матрице, последняя снабжена формующей частью, расположенной между направляющей и рабочей частями и выполненной в форме усеченного конуса, сопряженного большим основанием с рабочей частью.
Указанный технический результат достигается также тем, что в известном устройстве для изготовления полых двухстенных стаканов, содержащем матрицу, размещенную в верхней плите, жестко связанную с последней нижнюю плиту, а также закрепленный на приводной плите полый пуансон, соосный матрице, имеющий хвостовую часть и рабочую часть, состоящую из рабочего участка, выполненного в форме полого цилиндра и торцевого тороидального участка, пуансон снабжен формующим участком, расположенным между рабочим и торцевым участками и выполненным в форме полого усеченного конуса, сопряженного большим основанием с рабочим участком, при этом полость формующего участка выполнена конусной с уменьшающимся по направлению к рабочему участку диаметром.
Выполнение матрицы первого устройства с дополнительной формующей частью заявленной формы и с заданным месторасположением обеспечивает получение полого двухстенного стакана с внутренним заходным участком заданной формы, а выполнение пуансона второго устройства с дополнительным формующим участком заявленной формы и с заданным месторасположением обеспечивает получение полого двухстенного стакана с наружным заходным участком заданной формы, при этом реализация обоих устройств позволяет осуществить заявленный способ и получить полые двухстенные стаканы с наружным и внутренним заходными участками. Использование данных стаканов в качестве заготовок оболочек многослойных изделий приводит к уменьшению усилия калибровки сборных заготовок, что способствует решению технической задачи, поставленной перед изобретением. Это позволяет сделать вывод о том, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных способа изготовления полых двухстенных стаканов и устройств для его осуществления, отсутствуют. Следовательно, каждое из заявленных изобретений соответствует условию патентоспособности “новизна”.
Изучение известных технических решений в данной и смежных областях техники не позволило выявить признаки, являющиеся отличительными в заявляемых решениях. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками каждого из заявленных изобретений преобразований на достижение указанного технического результата. Следовательно, каждое из заявленных изобретений соответствует условию патентоспособности “изобретательский уровень”.
Сущность изобретения поясняется чертежами.
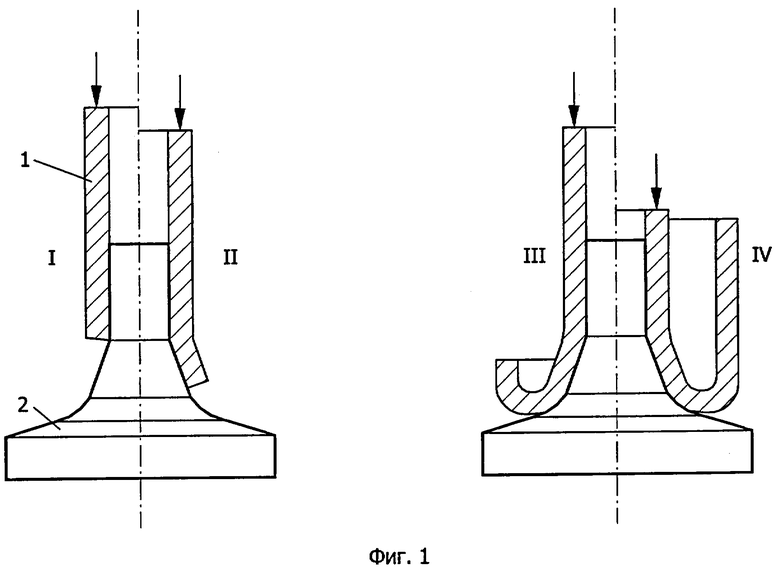
На фиг.1 представлены стадии процесса изготовления полых двухстенных стаканов с внутренним заходным участком: положение I - начало деформирования трубной заготовки; положение II - стадия формования внутреннего заходного участка; положение III - стадия выворота наружу деформированной части трубной заготовки; положение IV - стадия получения полого двухстенного стакана с внутренним заходным участком.
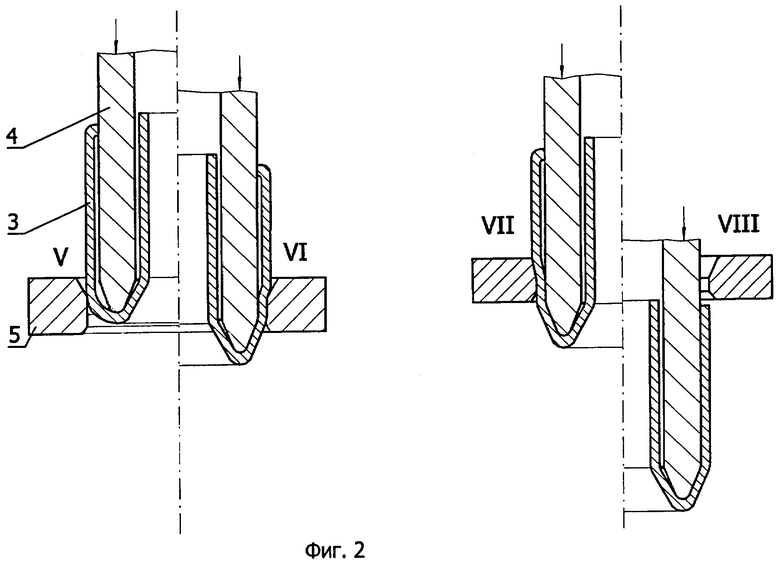
На фиг.2 представлены стадии процесса изготовления полых двухстенных стаканов с наружным заходным участком, а также готовых стаканов: положение V - начало деформирования; положение VI - стадия формования наружного заходного участка; положение VII - стадия калибровки стакана посредством вытяжки с утонением стенки наружного патрубка; положение VIII - стадия получения полого двухстенного стакана с наружным заходным участком, а также готового стакана.
На фиг.3 представлено сечение получаемого полого двухстенного стакана.
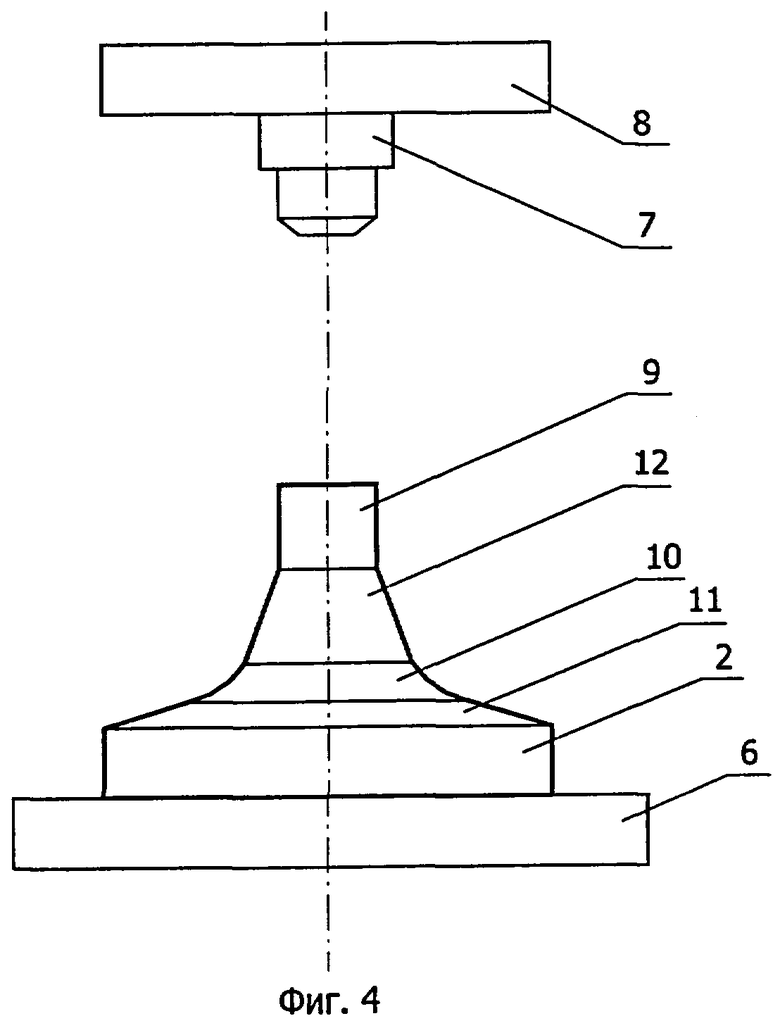
На фиг.4 представлено устройство для получения полого двухстенного стакана с внутренним заходным участком.
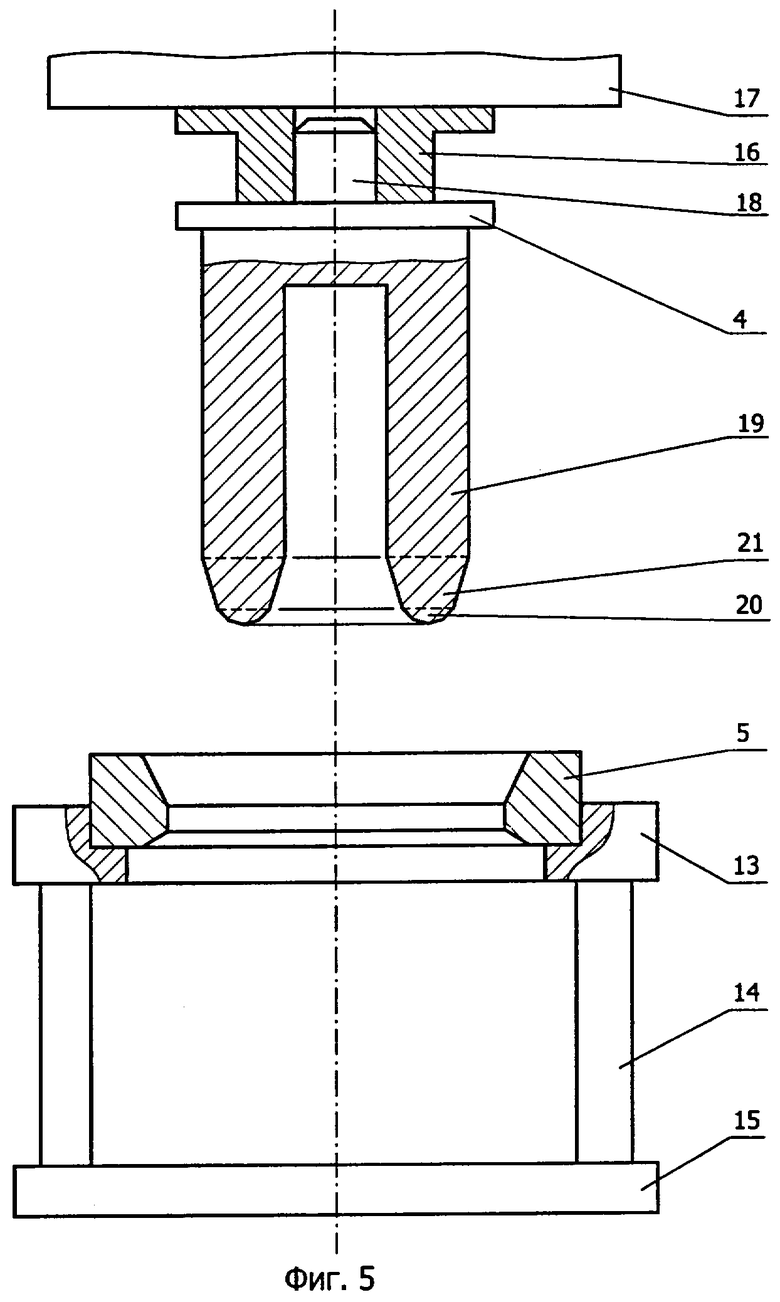
На фиг.5 представлено устройство для получения полого двухстенного стакана с наружным заходным участком, а также готового стакана.
Способ осуществляется следующим образом.
Трубную заготовку 1 (фиг.1, положение I) надевают на направляющую часть матрицы 2 устройства для изготовления полых двухстенных стаканов с внутренним заходным участком, после чего к противоположному торцу трубной заготовки посредством пуансона (условно не показан) прикладывают усилие деформирования. В начальный момент осуществляется раздача трубной заготовки (фиг.1, положение II), при этом происходит формование внутреннего заходного участка. По окончании раздачи деформированная часть трубной заготовки подвергается вывороту наружу (фиг.1, положение III) до получения полого двухстенного стакана (фиг.1, положение IV). Полученный стакан 3 надевают на пуансон 4 (фиг.2, положение V) устройства для изготовления полых двухстенных стаканов с наружным заходным участком, после чего производят деформирование стакана путем его проталкивания через очко матрицы 5. В начальный момент (фиг.2, положение VI) происходит обжатие донной части стакана, после чего осуществляется калибровка стакана посредством вытяжки с утонением стенки наружного патрубка. Вследствие того, что в процессе обжатия и калибровки в наружном патрубке стакана возникают растягивающие напряжения, направленные в противоположную относительно направления движения пуансона сторону, донная часть стакана со стороны наружного патрубка деформируется с формованием наружного заходного участка (фиг.2, положение VII). При дальнейшей калибровке происходит получение готового полого двухстенного стакана (фиг.2, положение VIII). По окончании калибровки стакан с помощью съемника (условно не показан) снимается с пуансона и удаляется из устройства.
Осуществление раздачи трубной заготовки с последующим выворотом наружу ее деформированной части способствует получению полых двухстенных стаканов с внутренним заходным участком, а осуществление деформирования полученных стаканов посредством обжатия их донной части и калибровки с утонением стенки наружного патрубка способствует формованию на стаканах наружного заходного участка, при этом реализация полной совокупности заявляемых признаков способа приводит к получению полых двухстенных стаканов с наружным и внутренним заходными участками (фиг.3).
Дальнейшее использование указанных стаканов в качестве заготовок оболочек при производстве многослойных изделий характеризуется тем, что при калибровке сборных заготовок, состоящих из заготовки оболочки, заготовки сердечника и, при необходимости, крышки, вследствие наличия у заготовки оболочки наружного и внутреннего заходных участков степень деформации ее донной части в начальный момент калибровки уменьшается, что способствует уменьшению усилия калибровки, передаваемого через заготовку сердечника и, как следствие, к получению многослойных изделий высокого качества, без искажения их формы.
Устройство для изготовления полых двухстенных стаканов с внутренним заходным участком (фиг.4) состоит из матрицы 2, размещенной в нижней плите 6, а также пуансона 7, закрепленного на приводной плите 8, при этом пуансон установлен соосно матрице. Матрица содержит направляющую 9, рабочую 10 и выходную 11 части, а также дополнительную формующую часть 12, расположенную между направляющей и рабочей частями. Направляющая часть имеет форму цилиндра, рабочая часть - форму усеченного тела вращения, образующая которого выполнена по радиусу, а выходная часть - форму усеченного конуса, меньшее основание которого сопряжено с рабочей частью.
Формующая часть выполнена в форме усеченного конуса, сопряженного большим основанием с рабочей частью.
Устройство для изготовления полых двухстенных стаканов с внутренним заходным участком работает следующим образом.
Трубную заготовку 1 (фиг.1, положение I) надевают на направляющую часть 9 матрицы 2 устройства для изготовления полых двухстенных стаканов с внутренним заходным участком, после чего к противоположному торцу трубной заготовки посредством пуансона (условно не показан) прикладывают усилие деформирования. В начальный момент осуществляется раздача трубной заготовки (фиг.1, положение II) при ее движении по формующей части 12 матрицы, при этом происходит формование внутреннего заходного участка. По окончании раздачи деформированная часть трубной заготовки поступает на рабочую часть 10 матрицы, где осуществляется ее выворот наружу (фиг.1, положение III) до получения полого двухстенного стакана (фиг.1, положение IV).
Устройство для изготовления полых двухстенных стаканов с наружным заходным участком, а также готовых стаканов (фиг.5) состоит из матрицы 5, размещенной в верхней плите 13, жестко связанной с последней посредством колонок 14 нижней плиты 15, полого пуансона 4, установленного соосно матрице и закрепленного посредством пуансонодержателя 16 на приводной плите 17. Пуансон содержит хвостовую часть 18 и рабочую часть, состоящую из рабочего участка 19, выполненного в форме полого цилиндра, торцевого тороидального участка 20 и формующего участка 21, расположенного между рабочим и торцевым участками и выполненным в форме полого усеченного конуса, сопряженного большим основанием с рабочим участком. Полость формующего участка выполнена конусной с уменьшающимся по направлению к рабочему участку диаметром.
Устройство для изготовления полых двухстенных стаканов с наружным заходным участком, а также получения готовых стаканов работает следующим образом.
Полученный стакан 3 надевают на рабочую часть пуансона 4 (фиг.2, положение V) устройства для изготовления полых двухстенных стаканов с наружным заходным участком, после чего производят деформирование стакана путем его проталкивания через очко матрицы 5. В начальный момент происходит обжатие донной части стакана, после чего осуществляется калибровка стакана путем вытяжки с утонением стенки его наружного патрубка (фиг.2, положение VI). Вследствие действия в наружном патрубке стакана растягивающих напряжений, направленных в противоположную относительно направления движения пуансона сторону, донная часть стакана со стороны наружного патрубка деформируется, облегая при этом тороидальный 20 и формующий 21 участки пуансона 4, что способствует формованию наружного заходного участка (фиг.2, положение VII). При дальнейшей калибровке происходит получение готового полого двухстенного стакана (фиг.2, положение VIII), имеющего наружный и внутренний заходные участки. По окончании калибровки стакан с помощью съемника (условно не показан) снимается с пуансона и удаляется из устройства.
Наличие у матрицы устройства, представленного на фиг.4, дополнительной формующей части, имеющей заявленную форму и месторасположение, способствует получению полых двухстенных стаканов с внутренним заходным участком, а наличие у пуансона устройства, представленного на фиг.5, дополнительного формующего участка, имеющего заявленную форму и месторасположение, способствует получению полых двухстенных стаканов с наружным заходным участком, при этом реализация полной совокупности заявляемых признаков устройств приводит к получению полых двухстенных стаканов с наружным и внутренним заходными участками (фиг.3).
Пример осуществления изобретения.
Трубные заготовки из алюминиевого сплава АМСН2 ТУ 95.2222-90, с наружным диаметром 43,8 мм и внутренним диаметром 41,5 мм, предварительно смазанные маслом П-40 ТУ 38.101312-78, надевают на направляющую часть матрицы устройства для изготовления полых двухстенных стаканов с внутренним заходным участком, после чего производят сначала их раздачу, а затем выворот наружу деформированной части трубной заготовки.
Матрица, кроме направляющей части в форме цилиндра диаметром 41,45 мм, имеет рабочую часть в форме усеченного тела вращения, образующая которого выполнена по радиусу 3 мм и выходную часть в форме усеченного конуса, образующая которой выполнена под углом 70° к оси устройства. Между направляющей и рабочей частями матрицы выполнена формующая часть в форме усеченного конуса, сопряженная большим основанием с рабочей частью. Диаметр большего основания формующей части равен 42,5 мм, угол наклона образующей относительно оси устройства составляет 7°. Пуансон выполнен в форме ступенчатого цилиндра с диаметрами ступеней 41,4 и 45 мм.
По окончании деформирования трубной заготовки получается полый двухстенный стакан с внутренним заходным участком.
Полученный стакан надевают на рабочую часть пуансона устройства для изготовления полых двухстенных стаканов с наружным заходным участком, после чего производят деформирование стакана путем его проталкивания через очко матрицы диаметром 51,3 мм.
Пуансон имеет рабочую часть, состоящую из рабочего участка в форме полого цилиндра с наружным диаметром 49,2 мм и внутренним диаметром 44,2 мм. На торце пуансона выполнен тороидальный участок с радиусом 0,9 мм. Между рабочим и тороидальным участками размещен формующий участок в форме полого усеченного конуса, сопряженного большим основанием с рабочим участком. Углы наклона наружной образующей и образующей полости относительно оси устройства составляют 7°.
Осуществление деформирования исходного стакана с использованием заявляемого устройства способствует получению полых двухстенных стаканов с наружным и внутренним заходными участками.
Данные стаканы использовали в качестве заготовок оболочек при производстве многослойных изделий. Сборные заготовки, состоящие из заготовки оболочки и заготовки сердечника из САП в форме полого цилиндра с наружным диаметром 47,9 мм и внутренним диаметром 44,9 мм, подвергали калибровке с использованием устройства по патенту №2111813, В 21 С 37/30, 1998 г. Диаметр матрицы 50 мм, диаметр дорна 42,8 мм. Вследствие наличия у заготовки оболочки наружного и внутреннего заходных участков степень деформации ее донной части в начальный момент калибровки уменьшилась, что способствовало уменьшению усилия калибровки, передаваемого через заготовку сердечника, на 20-25% относительно усилия, имевшего место при использовании стаканов без заходных участков. Полученные сборные заготовки, а также готовые многослойные изделия были высокого качества, без искажений их форм.
Таким образом, приведенные сведения показывают, что при осуществлении заявленного изобретения выполняются следующие условия:
- средства, воплощающие изобретение при его осуществлении, предназначены для использования в промышленности, а именно: при изготовлении полых двухстенных стаканов, используемых в качестве заготовок оболочек при производстве многослойных изделий втулочного типа, в частности, тепловыделяющих элементов ядерных реакторов;
- для заявленного изобретения в том виде, в котором оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью описанных средств и методов;
- средства, воплощающие изобретение при его осуществлении, способны обеспечить получение указанного технического результата.
Следовательно, заявленное изобретение соответствует условию патентоспособности “промышленная применимость”.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209705C2 |
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2222398C2 |
| ЗАГОТОВКА ОБОЛОЧКИ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2176569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2336152C2 |
| УСТАНОВКА ДЛЯ КАЛИБРОВКИ СБОРНЫХ ЗАГОТОВОК БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2319588C2 |
| ПУАНСОН ДЛЯ ОБРАТНОГО ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ | 2003 |
|
RU2240200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ полых ДВУХСТЕННЫХ ДЕТАЛЕЙ ВЫВОРОТОМ | 1973 |
|
SU389865A1 |
| СПОСОБ ШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ КОЛЕЦ | 1998 |
|
RU2122915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2304487C1 |

Изобретение относится к обработке металлов давлением и может быть использовано для получения изделий типа стаканов с двойными стенками. Способ включает выворот трубной заготовки, при котором последнюю вначале подвергают раздаче, осуществляя формование внутреннего заходного участка, затем производят выворот наружу деформированной части трубной заготовки до получения полого двухстенного стакана, после чего полученный стакан деформируют, осуществляя формование наружного заходного участка посредством обжатия донной части и вытяжки с утонением стенки наружного патрубка. Первое устройство для изготовления полых двухстенных стаканов содержит матрицу, размещенную в нижней плите и состоящую из направляющей, рабочей и выходной частей, а также закрепленный на приводной плите пуансон, соосный матрице, последняя снабжена формующей частью, расположенной между направляющей и рабочей частями и выполненной в форме усеченного конуса, сопряженного большим основанием с рабочей частью. Второе устройство для изготовления полых двухстенных стаканов содержит матрицу, размещенную в верхней плите, жестко связанную с последней нижнюю плиту, полый пуансон, установленный соосно матрице. Пуансон имеет хвостовую часть и рабочую часть, состоящую из рабочего участка, выполненного в форме полого цилиндра и торцевого тороидального участка. Пуансон имеет также формующий участок, расположенный между рабочим и торцевыми участками, выполненный в форме полого усеченного конуса, сопряженного большим основанием с рабочим участком. При этом полость формующего участка выполнена конусной с уменьшающимся по направлению к рабочему участку диаметром. Повышается качество многослойных изделий за счет уменьшения усилия деформирования в начальный момент калибровки сборных изделий. 3 с.п. ф-лы, 5 ил.
| ПОПОВ О.В | |||
| Изготовление цельноштампованных тонкостенных деталей переменного сечения | |||
| - М.: Машиностроение, 1974, с.87-91, рис.34а | |||
| Штамп для калибровки полых изделий | 1986 |
|
SU1428483A1 |
| DE 1752411 А, 22.08.1974 | |||
| Способ изготовления трубчатой заготовки и устройство для его осуществления | 1986 |
|
SU1431887A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ полых ДВУХСТЕННЫХ ДЕТАЛЕЙ ВЫВОРОТОМ | 0 |
|
SU389865A1 |
| US 3851517 А, 03.12.1974. | |||

