(54) ГИ.11ЬОТИННЫЕ НОЖНИЦЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Гильотинные ножницы | 1982 |
|
SU1058722A1 |
| Гильотинные ножницы | 1978 |
|
SU745605A1 |
| Гильотинные ножницы | 1982 |
|
SU1123797A1 |
| Комбинированные ножницы | 1980 |
|
SU979032A1 |
| РУЧНЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ МЕТАЛЛА | 2008 |
|
RU2384394C2 |
| Ножницы гильотинные для обрезки полосового материала | 1989 |
|
SU1804963A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| Летучие качающиеся ножницы | 1978 |
|
SU721259A1 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |

Изобретение относится к области обработки металлов давлением, а более конкретно к ножницам для резки проката- и касается замены затупившихся ножей.
Известны гильотинные ножницы, содержащие станину, нижний суппорт, с ножом, жестко установленный на станине, верхний суппорт с ножом, прижим и столы со стойками, выполненные в виде шарнирыо-рычажных пасмонтированных сбораллелограммов, ку станины 1.
Известные ножницы для ускорения монтажа и демонтажа ножей оборудованы с обеих сторон опускающимися столами в виде шарнирно-рычажных параллелограммов. Столы имеют положание для перевалки ножей и исходное , по.пожение, при котором они опущены Ниже уровня пола, а крышки столов образуют пол у ножниц. На столах установлены лебедки, с помощью которых комплект ножей перемещается из- станины (в станину), но эти ножницы обладают следующими недостатками: съем и установка верхнего кожа осуществляется вручную, вследствие чего перевалка требует много времени; при перемещении ножей по поверхности
стола волоком необходимо большое усилие для преодоления трения скольжения; при перемещении ножей по поверхности стола волоком происходит порча их привалочных поверхностей.
Целью изобретения - повышение производительности и улучшение условий труда за счет обеспечения возможности механизации замены ножей.
10,
Поставленная цеЛь достигается тем, что гильотинные ножницы, содержащие станину, нижний суппорт с ножом, жестко установленный на станине, верхний -суппорт с ножом, прижим и
IS столы со стойками, выполненные в виде шарнирно-рычажных параллелограммов, смонтированных сбоку станины, снабжены механизмом подъема, опускания н транспортировки верхнего но20жа и двумя роликами, один из которых установлен на конце нижнего ножа, а другой на нижнем суппорте, при этом на опорной поверхности нижнего ножа и на соответствующей ей 25 установочной поверхности нижнего суппорта против роликов выполнены скосы.
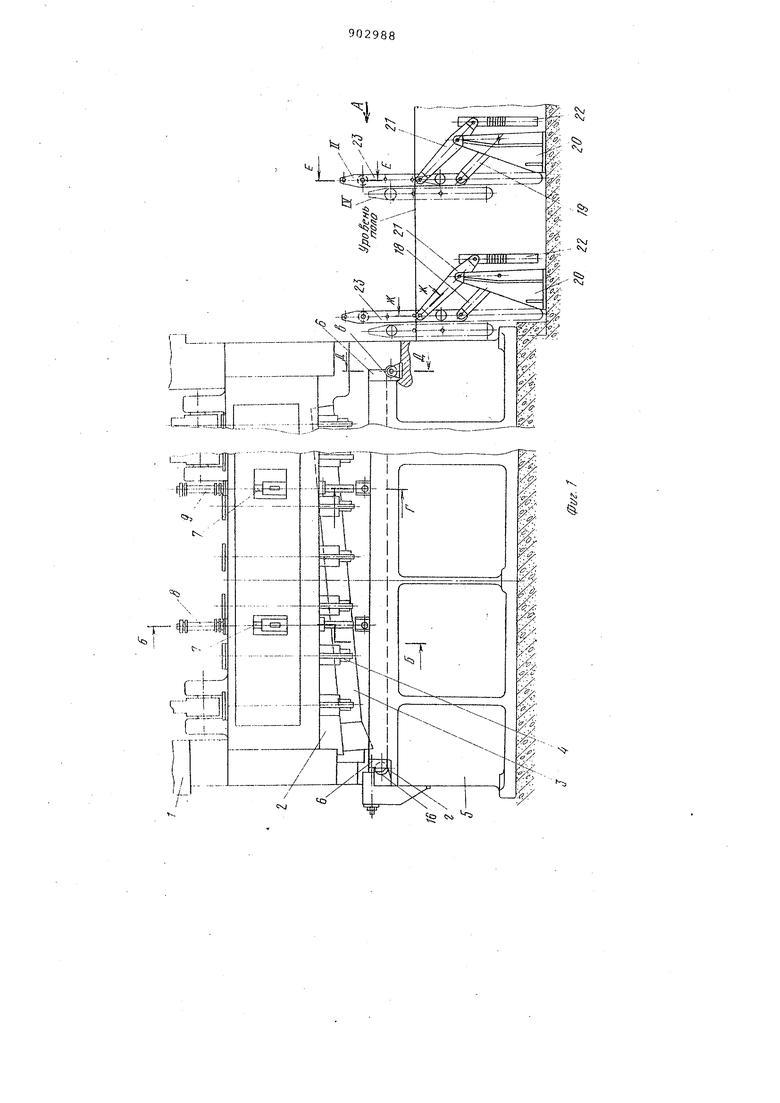
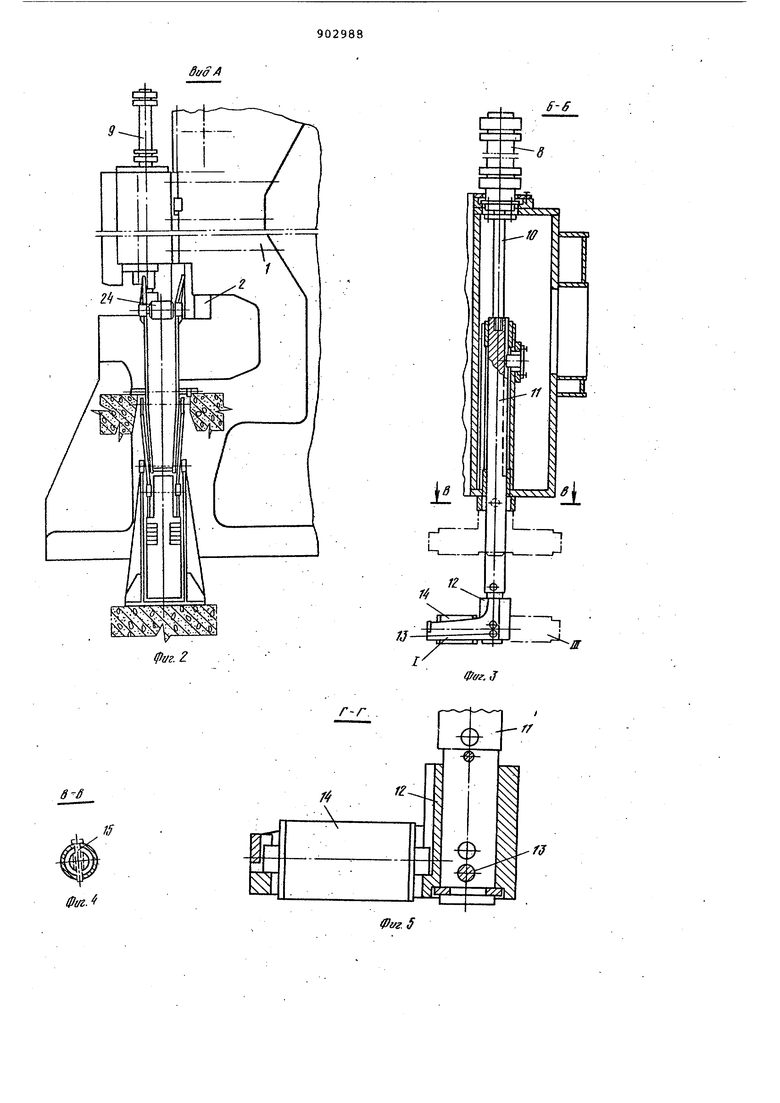
Механизм подъема, опускания и транспортировки верхнего ножа выполнен в виде силовых цилиндров, вер30тикально установленных в станине. и кронштейнов с роликами, установленных на штоке каждого силового ци линдра с возможностью вращательного движения и фиксации в полости, перпендикулярной к полости резания. Стойка каждого шарнирно-рычажного параллелограммного стола выполнена вертикальной, при этом один из рычагов каждого шарнирно-рьг- ажного параллелограммного стола,связанных со стойкой, выполнен двуплечим и снабжен контргрузом, и рычаг, расположенный параллельно стойке, сна жен смонтированным в верхней его части роликом с бортами. На фиг. 1 схематически изображен гильотинные ножницы; на фиг. 2 - ви по стрелке Л на (|)иг. 1; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 разрез В-В на фиг. 3; на фиг. 5 разрез Г-Г на фиг. 1; на фиг. б разрез Д-Д на фиг. 1; на фиг. 7 разрез Е-Е на фиг. 1; на фиг. 8 разрез Ж-Ж на фиг. 1. Гильотинные ножницы содержат ста нину 1, в которой установлен с возможностью перемещения верхний суппорт 2 с ножом 3 и прижим 4, нижний суппорт 5, жестко связанный со станиной 1 с неподвижно закреплен- ным на нем ножом 6. В станине 1. смонтирован механизм 7 подъема, опускания и транспортировки верхнего ножа 3, состоящий из двух силовых цилиндров 8 и 9, на штоках 10 которых укреплены штанги И. На штангах 11 установлены с воз можностью вращательного движения и стопорения в плоскости резания крон штейны 12. Стопорение кронштейнов 12 осуществляется штифтами 13. В ра точках кронштейнов 12 размещены ролики 14, выполненные съемными, так как кронштейн 12 в процессе резани находится вблизи от горячего металла, в крайнем верхнем положении штанги 11 стопорятся осями 15. На конце нижнего ножа 6 установлен ролик 16 так,что его нижняя образую щая находится ниже уровня опорной поверхности а ножа 6. На суппорт 5 у противоположного конца ножа уста новлен ролик 17 так,что его верх- I няя образующая б находится выгле уровня опорной поверхности а нижнего ножа б. На опорной поверхности а нижнего ножа б и на соответ ствующей ему установочной поверхно нижнего суппорта 5 против роликов 16 и 17 выполнены скосы виг. Сбоку станины 1 установлены опу кающиеся шарнирные параллелограммн столы 18 и 19 с вертикальными стой ками 20. 21, связанные со стойками 20, выполнены двуплечими и снабжены контргрузами 22, а в ве ней части рычага 23 параллельно ст ке 20 смонтирован ролик 24 с борта ми 25. Вес контр груза 22 подобран из условия легкого поднятия стола вручную; Работа осуществляется следуюишм образом. В период резания опускающиеся столы 18 и 19 находятся под полом и застопорены осями 26.Люки выхода опускающихся столов 18 и 19 закрыты быстросъемными плитами.Кронштейны 12 находятся в положении 1 (см. фиг 3) и застопорены штифтами 13. Штанги 11 находятся в крайнем верхнем положении и застопорены осями 15. При необходимости замены ножей в случае их затупления снимают быстросъемные плиты люков для выхода опускающихся столов 18 и 19, вынимают оси 26 и вручную поднимают столы 18 и 19 в положение И для уборки верхнего ножа (если необходимо менять верхний нож) 3, а фиксируют их в этом положении осями 27. Затем вынимают оси 15, фиксирующие штанги 11. Силовыми цилиндрами 8 и 9 штанги 11 опускаются в нижнее положение. Вынимают штифты 13, поворачивают кронштейны 12 в полох ение iTi (см. фиг, 3) и застопоривают их в этом положении штифтами 13. В расточки кронштейнов 12 устанавливают ролики 14. Силовыми цилиндрами 8 и 9 штанги 11 с кронштейнами 12 поднимают вверх до упора роликов 14 в грань верхнего ножа 3. Освободив нож 3 от крепления к суппорту 2, силовыг-ли цилиндрами 8 и 9 опускают штанги 11 до совпадения уровня роликов 14 с роликами 24 опускающихся столов 18 и 19. После этого нож 3 по роликам 14 и роликам 24- выкатывают из станины 1 и убирают краном. Затем на столы 18 и 19 устанавливают новый нож и по роликам 24 и 14 вкатывают его в станину 1. Установка нового верхнего ножа производится в обратном порядке. Для перевалки нижнего ножа 6 столы 18 устанавливаются в положение ly так, что ролики 24 находятся на одном уровне с роликом 17, установленным на суппорте 5 ножниц, снимают крепление нижнего ножа 6 к суппорту 5 и перемещают его в сторону опускающихся столов 18 и19, при этом нож 6 скосом в заезжает на ролик 14, а ролик 16, закрепленный на нижнем ноже 6, заезжает по скосу г на установочную поверхность нижнего суппорта 5. Таким образом, нижний нож 6 по родику 17, роликам 24 столов 18 и 19, и опираясь роликом 16 на установочную поверхность под нож 6, выкатывается из станины 1 и убирается подъемным краном. Установка нового нижнего ножа осуществляется в обратном порядке. После окончания смены ножей столы 18 и 19 устанавливают в исходное положение под полом. Использование описанного изобретения позволяет повысить производительность за счет уменьшения времени перевалки ножей, а также улучшить условря труда путем механизаци замены ножей в иожницах. Формула изобретения 1. Гильотинные нсжницы, содержащ станину, нижний суппорт с ножом, жестко установленный на станине, верхний суппорт с ножом, прижим и столы со стойками, выполненные в ви де шарнирно-рычажных параллелограммов, смонтированных сбоку станины, отличающиеся т, что, с целью повышения производительност и улучшения усло,вий труда за счет обеспечения возможности механизации замены ножей, они снабжены механнэмом подъема, опускания и транспорти ровки верхнего ножа и явуыя роликами, один из которых установлен на конце нижнего ножа, а другой на нижнем суппорте, при этсяк на опорной поверхности нижнего ножа и на соответствующей ей установочной поверхности нижнего суппорта против роликов выполнены скосы. 2.Ножницы по п. 1, отличающиеся тем, что механизм подъёма, опускания и транспортировки верхнего ножа выполнен в виде силовых цилиндров, вертикально установленных в станине, н кронштейнов с роликами, установленных на штоке каждого силового цилиндра с возможностью вращательного движения и фиксации в плоскости, перпендикулярной к плоскости резания. 3.Ножницы по п. I, о т л и ч а ю ц и е с я тем, что стойка каждого шарнирно-рычажного параллелограммно го стола выполнена вертикальной, при этом один из рычагов каждого шарнирно-рычажного параллелограммного стола, связанных со стойкой, выполнен двуплечим и снабжен контгрузом, и рялчаг, расположенный параллельно стойке, снабжен смонтированным в верхней его части роликом с бортами. Источники информации, принятые во внимание П1ж экспертизе 1. Концерн Шкода - изготовитель оборудования для обработки толстого листа. - Skoda rev, 1976, 3, с. 38, рис. 25 - прототип .
k/
f-ff
r-r
//
/
V
л
I
f
/y
a
.4:
y/ ofeHi, na/fff
e-
fff. 7
г
