Изобретение относится к деревообрабатывающей промышленности, в частности к прессам сращивания древесины по длине, и может быть использовано при изготовлении клееного бруса и иных строительных конструкций.
Известен пресс сращивания древесины по длине, содержащий станину, механизм нанесения клея на соединительные шипы заготовок, загрузочный стол, механизм подачи, стол набора заготовок, упоры, прижим набранных заготовок, шарнирно связанный с гидроцилиндром прижима, суппорт пильный с приводным двигателем и пилой, механизм обжима заготовок с гидроцилиндром обжима и нажимным башмаком, гидросистему, систему управления и связанные с последней пусковой выключатель и конечные выключатели для сигнализации о достижении контролируемых положений (1).
Недостатками пресса являются низкая производительность и низкое качество получаемых изделий.
Известен также пресс сращивания древесины по длине, содержащий станину, механизм нанесения клея на соединительные шипы заготовок, загрузочный стол, механизм подачи с верхним и нижним подающими вальцами, стол набора заготовок, упоры для фиксации последних при обжиме, установленную на роликах каретку с параллелограммным рычажным механизмом подъема, один из рычагов которого шарнирно соединен с гидроцилиндром подъема, установленным на зафиксированном шарнире, прижим набранных заготовок, шарнирно связанный с гидроцилиндром прижима, суппорт пильный с приводным двигателем и пилой, механизм обжима заготовок с гидроцилиндром обжима и нажимным башмаком, гидросистему, систему управления и связанные с последней пусковой выключатель и конечные выключатели для сигнализации о достижении контролируемых положений (2).
Недостатками данного пресса являются низкие производительность и качество продукции, связанное с неоптимальной кинематической схемой и компоновкой механизмов станка, ограниченность функциональных возможностей в части диапазона длины и поперечных размеров бруса, недостаточная степень автоматизации операций и связанная с этим трудоемкость эксплуатации и технического обслуживания.
Технической задачей изобретения является создание экономичного, эффективного и серийно пригодного пресса сращивания древесины по длине, а также расширение арсенала деревообрабатывающего оборудования.
Технический результат, обеспечивающий решение поставленной задачи, заключается в том, что обеспечена автоматизация выполнения и контроля основных операций, повышено качество изделий, достигнуто оптимальное взаимное расположение и сочетание размеров механизмов и силовых элементов, обеспечена наиболее целесообразная последовательность функционирования механизмов, благодаря чему снижена металле- и энергоемкость станка с одновременным повышением долговечности, точности и надежности, улучшены условия подачи заготовок и приема готовой продукции и тем самым снижена трудоемкость эксплуатации и технического обслуживания.
Сущность изобретения заключается в том, что пресс сращивания древесины по длине, содержащий станину, механизм нанесения клея на соединительные шипы заготовок, загрузочный стол, механизм подачи с верхним и нижним подающими вальцами, стол набора заготовок, упоры для фиксации последних при обжиме, установленную на роликах каретку с параллелограммным рычажным механизмом подъема, один из рычагов которого шарнирно соединен с гидроцилиндром подъема, установленным на зафиксированном шарнире, прижим заготовок, шарнирно связанный с гидроцилиндром прижима, суппорт пильный с приводным двигателем и пилой, механизм обжима заготовок с гидроцилиндром обжима и нажимным башмаком, гидросистему, систему управления и связанные с последней пусковой выключатель и конечные выключатели для сигнализации о достижении контролируемых положений, снабжен устройством сталкивания с параллелограммным рычажным механизмом сталкивания и гидроцилиндром сталкивания, а также завесой с параллелограммным рычажным механизмом установки завесы, гидроцилиндром перемещения завесы и конечным выключателем окончания набора заготовок, при этом стол набора заготовок расположен на каретке с возможностью подъема и опускания и снабжен размещенными на каретке боковым упором и конечными выключателями верхнего и нижнего положений, механизм подачи снабжен гидромоторами вращения приводных вальцов, верхний из которых подпружинен относительно загрузочного стола, снабженного базирующей линейкой и конечным выключателем наличия заготовки на столе, в конце которого размещен суппорт пильный, снабженный конечными выключателями верхнего и нижнего положений пилы и установленный на поворотной плите, шарнирно связанной с гидроцилиндром прижима со стороны, противоположной шарнирному соединению последнего с прижимом, механизм нанесения клея выполнен в виде установленной на направляющих планки с шипами, емкости с клеем и снабжен гидроцилиндром перемещения планки по направляющим, а каждый параллелограммный рычажный механизм выполнен в виде, по меньшей мере, двух шарнирно установленных двуплечих рычагов, соединенных одним плечом между собой и с соответствующим гидроцилиндром, причем на станине дополнительно установлены вдоль направления набора заготовок регулируемые боковой и верхний упоры, каждый из которых снабжен винтовым механизмом регулирования с двумя соединенными цепной передачей винтами и штурвалом, направляющие роликов каретки для ее параллельного перемещения из положения для набора заготовок в положение для обжима и два гидроцилиндра перемещения каретки под верхний упор в положение для обжима, соединенных механизмом синхронизации, выполненным в виде вала, по краям которого установлены шестерни, взаимодействующие с рейками, закрепленными на станине, на которой размещены конечные выключатели положений каретки для набора заготовок и для обжима и конечный выключатель верхнего положения завесы, при этом гидроцилиндры перемещения завесы и сталкивания и гидроцилиндр обжима с конечным выключателем его исходного положения установлены на верхнем упоре, на котором размещены завеса и конечные выключатели крайних исходного и выдвинутого положений рычагов сталкивания, а гидросистема снабжена подключенными к гидромоторам и гидроцилиндрам исполнительными гидрораспределителями, имеющими электромагниты, связанные с системой управления.
Каждый исполнительный гидрораспределитель выполнен двухпозиционным и снабжен электромагнитом управления. Станина снабжена двумя стойками, на одной из которых установлены вертикальная шкала и горизонтальная шкала для определения положения регулируемых упоров.
Гидросистема выполнена со сдвоенным насосом и снабжена в частных случаях исполнения обратными клапанами и управляющими гидрораспределителями, один из которых выполнен двухпозиционным с электромагнитом управления, а другой - трехпозиционным с двумя электромагнитами управления.
Управляющий двухпозиционный гидрораспределитель связан с исполнительным гидрораспределителем, подключенным к горизонтально установленному гидроцилиндру обжима, и параллельно через обратный клапан - с исполнительными гидрораспределителями, подключенными к последовательно включенным гидромоторам механизма подачи, к вертикально установленным гидроцилиндрам перемещения планки механизма нанесения клея и прижима и к горизонтально установленным гидроцилиндрам перемещения завесы, сталкивания и подъема, выполненным с одинаковыми диаметрами штоков и поршней.
Управляющий трехпозиционный гидрораспределитель связан с исполнительным гидрораспределителем, подключенным к гидроцилиндру обжима, и параллельно через обратный клапан - с исполнительным гидрораспределителем, подключенным к горизонтально установленным гидроцилиндрам перемещения каретки, каждый из которых выполнен с диаметром поршня, меньшим в 1,8-2,2 раза диаметра поршня гидроцилиндра обжима.
Механизм нанесения клея расположен у загрузочного стола со стороны, противоположной гидромоторам механизма подачи, и снабжен столом клеенамазки с конечным выключателем.
Суппорт пильный размещен в конце загрузочного стола перед столом набора заготовок.
Электромагнит исполнительного гидрораспределителя, подключенного к гидроцилиндру перемещения планки механизма нанесения клея, связан с конечным выключателем стола этого механизма, электромагнит исполнительного гидрораспределителя, подключенного к гидромоторам механизма подачи, связан с конечным выключателем наличия заготовки на загрузочном столе, электромагнит исполнительного гидрораспределителя, подключенного к гидроцилиндру прижима, связан с конечным выключателем верхнего положения завесы и с конечным выключателем верхнего положения пилы, электромагнит исполнительного гидрораспределителя, подключенного к гидроцилиндру перемещения завесы, связан с конечным выключателем исходного положения гидроцилиндра обжима и с конечным выключателем исходного положения рычагов сталкивания, электромагнит исполнительного гидрораспределителя, подключенного к гидроцилиндру сталкивания, связан с конечным выключателем верхнего положения стола набора заготовок и с конечным выключателем выдвинутого положения рычагов сталкивания, электромагнит исполнительного гидрораспределителя, подключенного к гидроцилиндру подъема, связан с конечным выключателем положения каретки для набора заготовок, с конечным выключателем положения каретки для обжима заготовок, с конечным выключателем исходного положения гидроцилиндра обжима и с конечным выключателем выдвинутого положения рычагов сталкивания, электромагнит исполнительного гидрораспределителя, подключенного к гидроцилиндрам перемещения каретки, связан с конечным выключателем нижнего положения пилы и с конечным выключателем нижнего положения стола набора заготовок, электромагнит исполнительного гидрораспределителя, подключенного к гидроцилиндру обжима, электромагнит двухпозиционного управляющего гидрораспределителя и один из электромагнитов трехпозиционного управляющего гидрораспределителя связаны с конечным выключателем верхнего положения стола набора заготовок, а другой электромагнит трехпозиционного управляющего гидрораспределителя связан с конечным выключателем нижнего положения пилы.
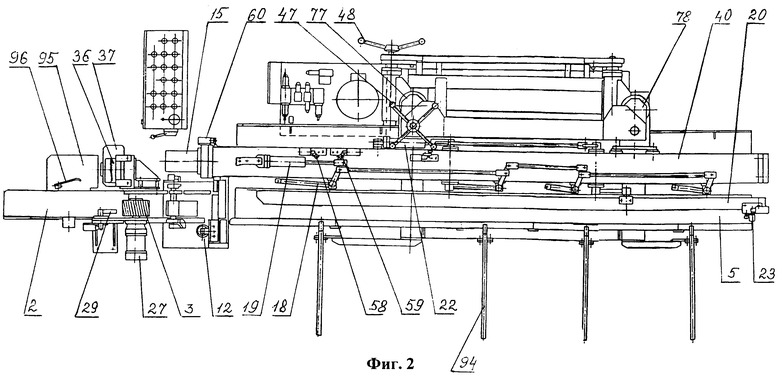
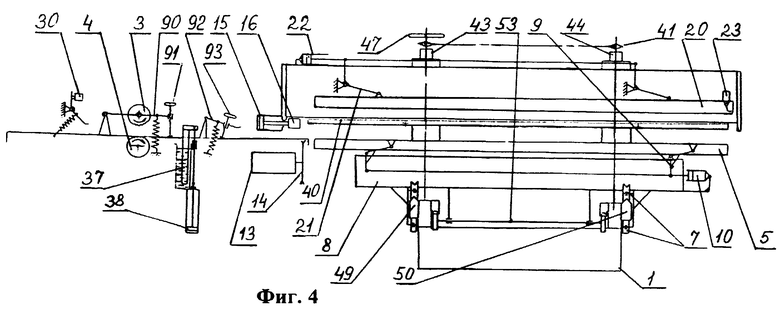
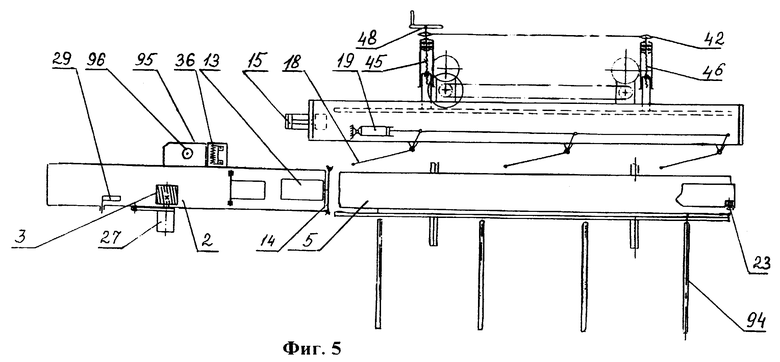
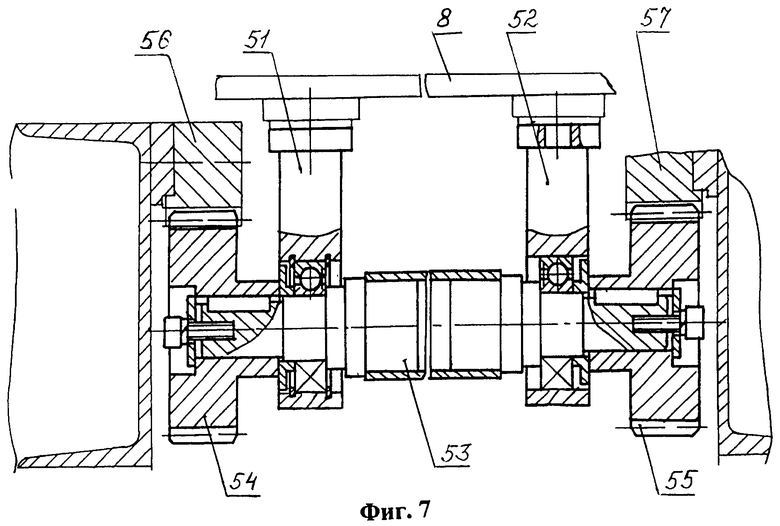
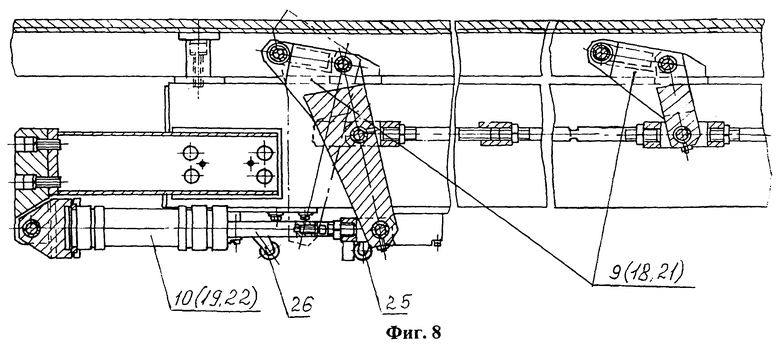
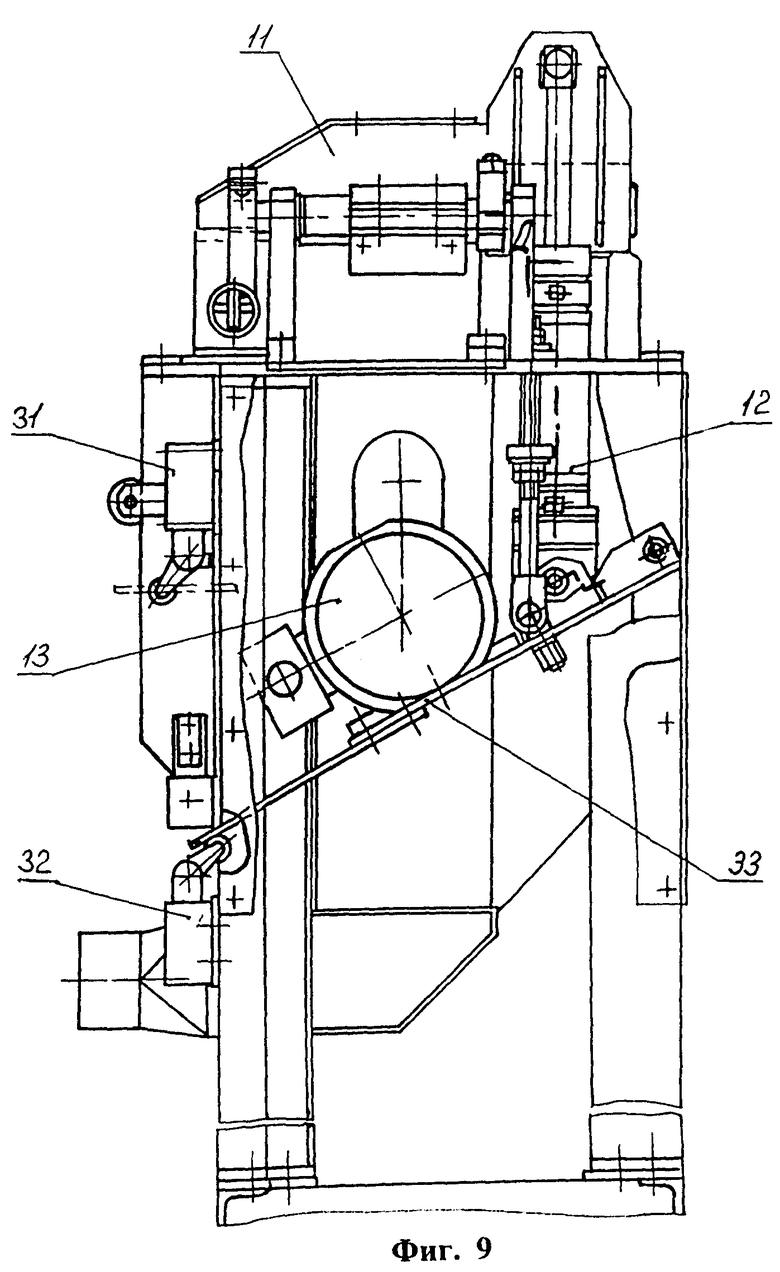
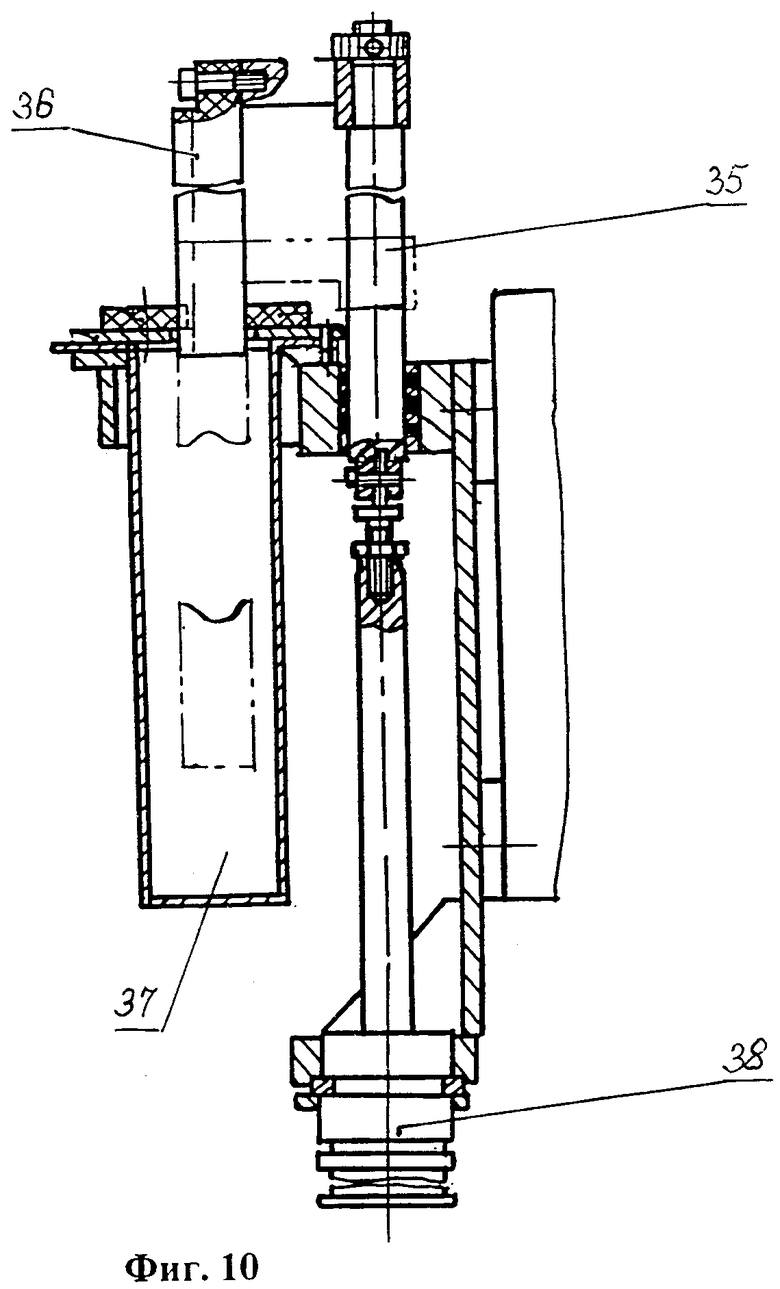
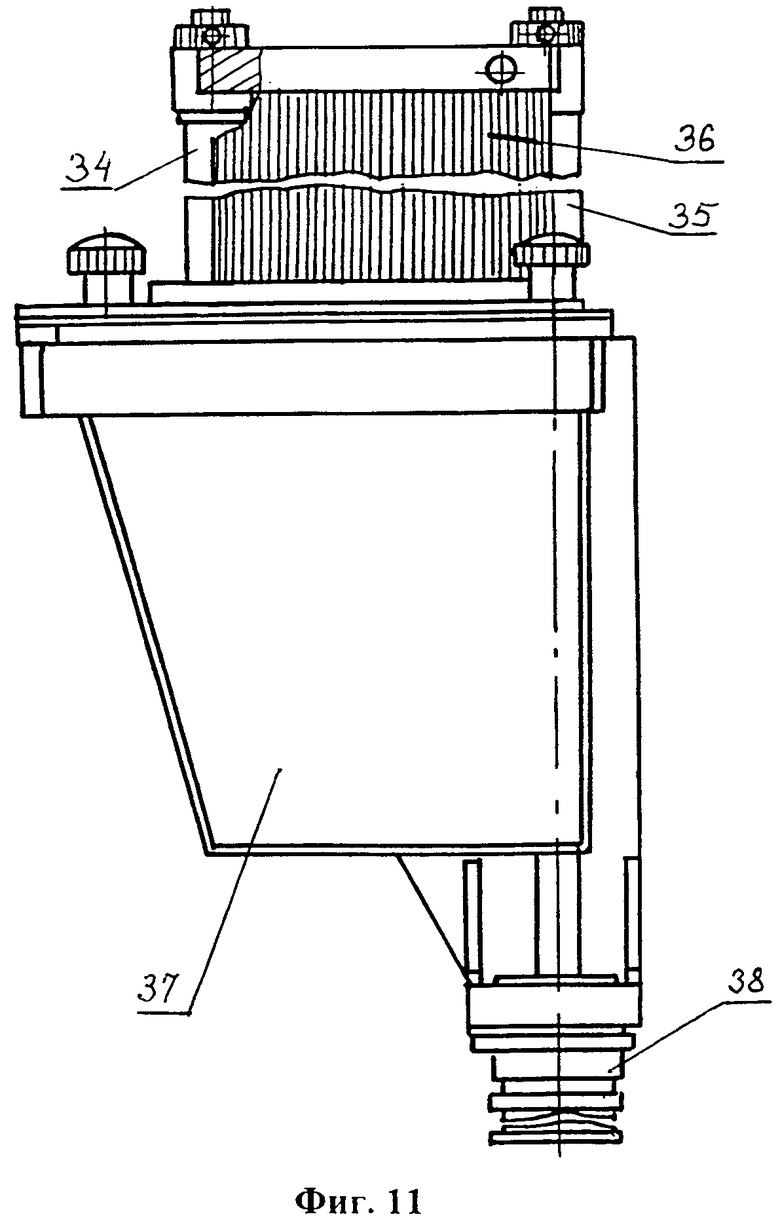
На фиг. 1 изображен общий вид пресса сращивания древесины по длине; на фиг. 2 - вид сверху на фиг.1; на фиг.3 - схема гидросистемы пресса; на фиг.4 - кинематическая схема пресса, вид спереди; на фиг.5 - кинематическая схема пресса, вид сверху; на фиг.6 - кинематическая схема пресса, вид сбоку; на фиг.7 - механизм синхронизации; на фиг.8 - параллелограммный рычажный механизм; на фиг.9 - суппорт пильный; на фиг.10, 11 - механизм нанесения клея.
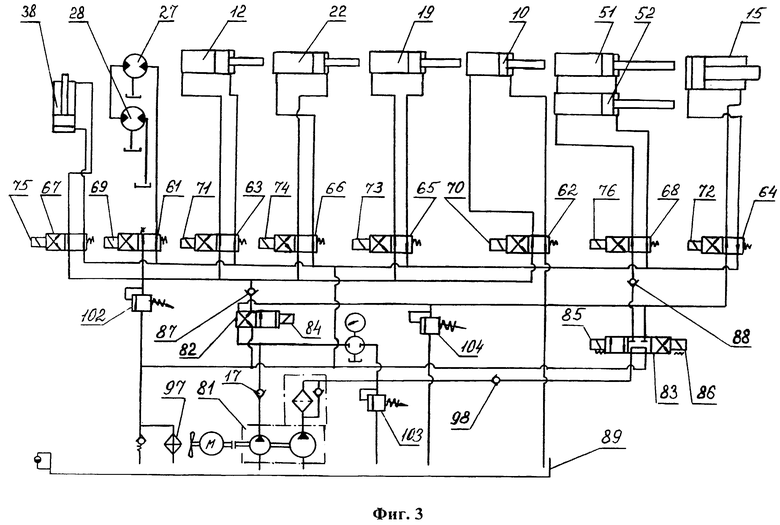
Пресс сращивания древесины по длине содержит станину 1, загрузочный стол 2, механизм подачи с верхним и нижним подающими вальцами 3, 4, стол 5 набора заготовок 6, установленную на роликах 7 каретку 8 с параллелограммным рычажным механизмом подъема, один из рычагов 9 которого шарнирно соединен с гидроцилиндром 10 подъема, установленным на зафиксированном шарнире (не обозначен), прижим 11 заготовок 6, шарнирно связанный с гидроцилиндром 12 прижима, суппорт пильный с приводным двигателем 13 и пилой 14, механизм обжима набранной плети заготовок 6 с гидроцилиндром 15 обжима и нажимным башмаком 16. Пресс снабжен устройством сталкивания с параллелограммным рычажным механизмом сталкивания, имеющим рычаги 18 сталкивания, и гидроцилиндром 19 сталкивания, а также завесой (ограждением) 20 с параллелограммным рычажным механизмом установки завесы 20, имеющим рычаги 21, гидроцилиндром 22 перемещения завесы 20 и конечным выключателем 23 окончания набора заготовок 6. Стол 5 набора заготовок 6 расположен на каретке 8 с возможностью подъема и опускания с помощью параллелограммного рычажного механизма и снабжен размещенными на каретке 8 боковым упором 24 и конечными выключателями 25, 26 верхнего и нижнего крайних положений стола 5. Механизм подачи снабжен гидромоторами 27, 28 вращения приводных вальцов 3, 4, верхний из которых подпружинен относительно загрузочного стола 2, снабженного базирующей линейкой 29 и конечным выключателем 30 наличия заготовки 6 на столе 2. В конце стола 2 размещен суппорт пильный, снабженный конечными выключателями 31, 32 верхнего и нижнего положений пилы 14 и установленный на поворотной плите 33, шарнирно связанной с гидроцилиндром 12 со стороны, противоположной шарнирному соединению последнего с прижимом 11. Механизм нанесения клея выполнен в виде установленной на направляющих 34,35 планки 36 с шипами (гребенкой), емкости 37 с клеем и снабжен гидроцилиндром 38 перемещения планки 36 по направляющим 34, 35. Каждый параллелограммный рычажный механизм выполнен в виде, по меньшей мере, двух шарнирно установленных двуплечих составных рычагов 9, 18, 21, соединенных одним плечом (не обозначены) между собой и с соответствующим гидроцилиндром 10, 19, 22. Станина 1 состоит из сварной рамы, к которой на стойках крепятся балки, связанные стяжками (не обозначены). На станине 1 установлены вдоль направления набора заготовок 6 регулируемые боковой упор (линейка) 39 и верхний упор (балка) 40. Верхний упор 40 снабжен винтовым механизмом регулирования с соединенными цепной передачей 41 винтами 43, 44, а также штурвалом 47. На балке верхнего упора 40 размещена завеса 20. Боковой упор 39 снабжен винтовым механизмом регулирования с соединенными цепной передачей 42 винтами 45, 46, а также штурвалом 48. На станине 1 (на ее балках) установлены привертные направляющие 49, 50 роликов 7 (четыре верхних ролика V-образные, четыре нижних - цилиндрические) каретки 8 для ее параллельного перемещения из положения набора заготовок 6 в положение обжима и два установленных на одной стяжке станины гидроцилиндра 51, 52 перемещения каретки 8 под верхний упор 40, соединенных механизмом синхронизации, выполненным в виде составного вала 53, по краям которого установлены шестерни 54, 55, взаимодействующие с рейками 56, 57, закрепленными на станине 1. Ролики 7 посажены на подшипниках качения, на эксцентриковых осях (не изображено). На балке верхнего упора 40 размещены конечные выключатели 58, 59 крайних исходного и выдвинутого положений рычагов 18 сталкивания, гидроцилиндры 19, 22 перемещения завесы 20 и сталкивания. Гидроцилиндр 15 обжима с конечным выключателем 60 исходного положения расположены на балке верхнего упора 40, т. е. жестко с ней связаны. Гидросистема пресса снабжена подключенным к гидромоторам 27, 28 исполнительным гидрораспределителем 61, подключенными к гидроцилиндрам 10, 12, 15, 19, 22, 38 исполнительными гидрораспределителями 62, 63, 64, 65, 66, 67, и подключенным к гидроцилиндрам 51, 52 исполнительным гидрораспределителем 68, имеющими электромагниты 69, 70, 71, 72, 73, 74, 75, 76 соответственно, связанные с системой управления (не изображена), включающей группу реле и реле времени (таймеры).
Каждый из исполнительных гидрораспределителей 61-68 выполнен двухпозиционным, четырехлинейным.
Станина снабжена двумя стойками 77, 78, на стойке 77 установлены вертикальная шкала 79 и горизонтальная шкала 80 для определения положения регулируемых упоров 39, 40. В стойке 77 размещен винт 43, в стойке 78 - винт 44.
Гидросистема выполнена со сдвоенным насосом 81 и снабжена обратным клапаном 17 и управляющими гидрораспределителями 82, 83. Гидрораспределитель 82 выполнен двухпозиционным четырехлинейным с электромагнитом 84 управления, а гидрораспределитель 83 - трехпозиционным четырехлинейным с электромагнитами 85, 86 управления.
Управляющий двухпозиционный гидрораспределитель 82 гидравлически связан с исполнительным гидрораспределителем 64, гидравлически подключенным к гидроцилиндру 15 обжима, и параллельно через обратный клапан 87 - с исполнительными гидрораспределителями 61-63, 65-67, подключенными к последовательно включенным гидромоторам 27, 28 механизма подачи, к вертикально установленным гидроцилиндрам 12, 38 перемещения планки 36 механизма нанесения клея и прижима и к горизонтально установленным гидроцилиндрам 10, 19, 22 перемещения завесы 20, перемещения рычагов 18 сталкивания и подъема соответственно, выполненным с одинаковыми диаметрами штоков и поршней (не обозначены).
Управляющий трехпозиционный гидрораспределитель 83 связан с исполнительным гидрораспределителем 64, подключенным к гидроцилиндру 15, обжима и параллельно через обратный клапан 88 - с исполнительным гидрораспределителем 68, подключенным к гидроцилиндрам 51, 52 перемещения каретки 8, каждый из которых выполнен с диаметром поршня, меньшим в 1,8-2,2 раза диаметра поршня гидроцилиндра 15 обжима. Если поршень гидроцилиндра 15 имеет диаметр 100 мм, то поршни гидроцилиндров 51, 52 - диаметр 45-55 мм.
Резервуаром для масла служит бак 89 объемом 63 л, заливаемый до верхней риски маслоуказателя (не обозначен).
Механизм нанесения клея расположен у загрузочного стола 2 со стороны, противоположной гидромоторам 27, 28 механизма подачи.
Суппорт пильный на плите 33 размещен в конце загрузочного стола 2 перед столом 5 набора заготовок 6.
Верхний валец 3 подвешен на качающемся рычаге 90 и настраивается на толщину заготовки 6 винтом 91. Для увеличения сцепления с заготовкой вальцы 3, 4 имеют зубчатую насечку. Наклон зубьев относительно оси вальцов 3, 4 способствует прижиму заготовок 6 к линейке 29. На столе 2 имеется подпружиненное сопротивление 92 с регулировочным винтом 93. Штанги 94 являются приемным столом пресса для готовых изделий.
Механизм нанесения клея имеет стол 95 клеенамазки с конечным выключателем 96. На сливе в бак 89 установлен теплообменник 97, в линии нагнетания ступени большего расхода насоса 81 установлен обратный клапан 98, а в линии нагнетания ступени меньшего расхода - обратный клапан 17.
Конечный выключатель 99 верхнего положения завесы 20 расположен на балке верхнего упора 40, конечный выключатель 100 положения каретки 8 для набора заготовок и конечный выключатель 101 положения каретки 8 для обжима размещены на станине 1.
Клапаны 102, 103, 104 предназначены для настройки давления в гидросистеме. Клапан 102, подключенный к гидрораспределителю 82 через обратный клапан 87, имеет настройку на давление в 1,5-2 раза большее, чем клапан 103, непосредственно подключенный через обратный клапан 98 к гидрораспределителю 83, и через обратный клапан 17 - к ступени меньшего расхода насоса 81.
Настройка клапана 104, непосредственно подключенного к гидрораспределителям 82, 83, определяет усилие обжима. Настройка клапана 104 производится на давление, составляющее 0,25-5,0 настройки клапана 103.
Если клапан 103 настроен на давление 2 МПа, то клапан 102 настроен на давление 3-4 МПа, а клапан 104 настроен на давление в диапазоне 0,5-10 МПа.
Пусковые выключатели (не изображены) механизма нанесения клея, суппорта пильного, сдвоенного насоса и механизма подачи подключены к системе управления, к которой подключены также конечные выключатели, под которыми понимаются любые средства, сигнализирующие в систему управления о наличии заготовок или механизмов в определенных положениях.
Электромагнит 75 исполнительного гидрораспределителя 67, подключенного к гидроцилиндру 38 перемещения планки 36 механизма нанесения клея, связан с конечным выключателем 96 стола 95 этого механизма, электромагнит 69 исполнительного гидрораспределителя 61, подключенного к гидромоторам 27, 28 механизма подачи, связан с конечным выключателем 30 наличия заготовки 6 на загрузочном столе 2, электромагнит 71 исполнительного гидрораспределителя 63, подключенного к гидроцилиндру 12 прижима, связан с конечным выключателем 99 верхнего положения завесы 20 и с конечным выключателем 31 верхнего положения пилы 14, электромагнит 74 исполнительного гидрораспределителя 66, подключенного к гидроцилиндру 22 перемещения завесы 20, связан с конечным выключателем 60 исходного положения гидроцилиндра 15 обжима и с конечным выключателем 58 исходного положения рычагов 18 сталкивания, электромагнит 73 исполнительного гидрораспределителя 65, подключенного к гидроцилиндру 19 сталкивания, связан с конечным выключателем 25 верхнего положения стола 5 набора заготовок 6 и с конечным выключателем 59 выдвинутого положения рычагов 18 сталкивания, электромагнит 70 исполнительного гидрораспределителя 62, подключенного к гидроцилиндру 10 подъема, связан с конечным выключателем 100 положения каретки 8 для набора заготовок 6, с конечным выключателем 101 положения каретки 8 для обжима заготовок 6, с конечным выключателем 60 исходного положения гидроцилиндра 15 обжима и с конечным выключателем 59 выдвинутого положения рычагов 18 сталкивания, электромагнит 76 исполнительного гидрораспределителя 68, подключенного к гидроцилиндрам 51, 52 перемещения каретки 8, связан с конечным выключателем 32 нижнего положения пилы 14 и с конечным выключателем 26 нижнего положения стола 5 набора заготовок 6, электромагнит 72 исполнительного гидрораспределителя 64, подключенного к гидроцилиндру 15 обжима, электромагнит 84 двухпозиционного управляющего гидрораспределителя 82 и электромагнит 86 трехпозиционного управляющего гидрораспределителя 83 связаны с конечным выключателем 25 верхнего положения стола 5 набора заготовок 6, а электромагнит 85 трехпозиционного управляющего гидрораспределителя 83 связан с конечным выключателем нижнего положения пилы 14. Указанные функциональные связи являются наиболее целесообразными, но не исключают наличия других связей, реализуемых также через систему управления.
Пресс сращивания древесины по длине работает следующим образом.
На пресс поступают заготовки 6, на торцах которых нарезаны клиновые шипы. Перед подачей заготовок 6 на загрузочный стол 2 на передний торец каждой заготовки 6 наносится клей. Зубчатая планка 36 находится в емкости 37 с клеем. При включении гидроцилиндра 38 планка 36 поднимается из емкости 37 и заготовка 6 вручную по столу 95 клеенамазки упирается в зубья (гребенку) планки 36. На загрузочном столе 2 расположены верхний и нижний подающие вальцы 3,4. Профиль зубьев планки 36 соответствует профилю шипов на торце заготовки 6. Заготовка 6, торец которой смазан клеем, укладывается на плоскость загрузочного стола 2 и вручную наживляется с торцем предыдущей заготовки 6, которая находится в этот момент между неподвижными подающими вальцами 3,4. Привод вальцов 3,4 осуществляется гидромоторами 27, 28.
При продвижении заготовки 6 освобождается электрический конечный выключатель 30. Вращение вальцов 3,4 прекращается по сигналу электрического конечного выключателя 30 или после нажатия на электрический конечный выключатель 23, что свидетельствует об окончании набора плети заданной длины. Плеть наживленных заготовок 6 набирается на столе 5 каретки 8, когда она находится в исходном положении (для набора заготовок) и стол 5 каретки 8 опущен. Во время набора заготовок 6 на стол 5 каретки 8 подающие вальцы 3,4 протаскивают заготовки 6 через подпружиненное сопротивление 92, настраиваемое на толщину заготовок 6 винтом 93. При этом происходит предварительное уплотнение стыков.
По окончании набора плети определенной длины производится отрезка плети пилой 14. При включении гидроцилиндра 12 прижим 11 сначала опускается на заготовку 6, после чего происходит подъем шарнирно подвешенной плиты 33 с пилой 14. По окончании отрезки сначала опускается пила 14, а затем поднимается прижим 11.
По окончании набора плети (нажат электрический конечный выключатель 23) с помощью гидроцилиндра 22 и рычажного механизма поднимается завеса 20, являющаяся ограничителем при наборе заготовок 6.
Далее каретка 8 с плетью перемещается в зону обжима на роликах 7 по направляющим 49, 50 с помощью гидроцилиндров 51, 52. Во избежание перекосов на каретке 8 расположен синхронизирующий вал 53 с шестернями 54, 55, взаимодействующими с рейками 56, 57.
Основная балка упора 40, несущая гидроцилиндр 15 обжима, предварительно настраивается штурвалом 47 на размер заготовок 6 по толщине. Для этого балка упора 40 перемещается по вертикали на стойках 77, 78 с помощью винтов 43, 44, связанных цепной передачей 41. Линейка 39 также предварительно настраивается штурвалом 48 на размер заготовок 6 по ширине. По окончании перемещения каретки 8 в положение (зону) обжима заготовка 6, лежащая на столе 5 каретки 8, выравнивается линейками (упорами) 39, 24. Стол 5 каретки 8 с заготовкой 6 поднимается вверх с помощью гидроцилиндра 10 и рычажного параллелограммного механизма, при этом заготовка 6 прижимается к нижней плоскости балки упора 40. Гидроцилиндр 15 обжима спрессовывает одновременно все стыки заготовок 6. По окончании обжима стол 5 каретки 8 опускается и каретка 8 возвращается в исходное положение. Стол 5 каретки 8 поднимается вверх до уровня штанг 94 и рычагов 18 сталкивания, а затем с помощью гидроцилиндра 19 и рычагов 18 перемещают готовую плеть на штанги 94. Рычаги 18 сталкивания возвращаются в исходное положение.
Автоматический режим работы пресса реализуется системой управления по следующему алгоритму.
Последовательным нажатием пусковых выключателей оператор производит пуск насоса 81 и двигателя 13 пилы 14. При включении насоса 81 включается электромагнит 74. Завеса 20 опускается вниз. После этого оператор начинает набор заготовок 6. Заготовка 6 укладывается на стол 95 и воздействует на конечный выключатель 96. При этом включается реле времени, которое своим контактом включает электромагнит 75, планка 36 поднимается вверх и удерживается в верхнем положении в течение времени, необходимого для нанесения клея на шипы заготовки 6. Время определяется соответствующей уставкой реле времени. Затем заготовка 6 укладывается на стол 2 и срабатывает конечный выключатель 30, который после нажатия оператором кнопки "Пуск" своим контактом включает электромагнит 69 и начинается вращение подающих вальцов 3,4 до прекращения воздействия на конечный выключатель 30. Далее набор заготовок 6 продолжается до тех пор, пока не сработает конечный выключатель 23. При этом обесточивает электромагнит 74 и завеса 20 поднимается вверх. В конце хода завесы 20 срабатывает конечный выключатель 99 и включается электромагнит 71. Происходит опускание прижима 11 вниз и подъем пилы 14 вверх, набранная плеть обрезается в размер. В конце подъема пилы 14 срабатывает конечный выключатель 31 и обесточивает электромагнит 71. После отключения электромагнита 71 происходит опускание пилы 14 вниз и подъем прижима 11 вверх. В конце хода прижима 11 и пилы 14 срабатывает конечный выключатель 32, при этом включаются электромагнит 76 и электромагнит 85, происходит перемещение каретки 8 в положение обжима стыков (сращивания). При приходе каретки 8 в зону обжима срабатывает конечный выключатель 101, включаются электромагнит 70 и реле времени. При включении электромагнита 70 стол 5 поднимается вверх, освобождается конечный выключатель 26, отключаются электромагнит 76, электромагнит 85 и каретка 8 остается в зоне обжима. Реле времени включает электромагнит 72 на время обжима плети. При включении реле времени своим контактом включает электромагниты 84,86, происходит обжим плети, при этом освобождается конечный выключатель 60, который блокирует отключение электромагнитов 84,86. После отработки заданного времени обжима отключается электромагнит 72. Гидроцилиндр 15 обжима плети возвращается в исходное положение до срабатывания конечного выключателя 60, при этом отключаются электромагниты 70,84,86. Стол 5 опускается вниз до срабатывания конечного выключателя 26, который включает электромагнит 85 и каретка 8 возвращается в исходное положение до срабатывания конечного выключателя 100, которым включается электромагнит 70, и стол 5 поднимается вверх до срабатывания конечного выключателя 25. При этом включается электромагнит 73 и происходит сталкивание обжатых заготовок 6 (готового изделия) на приемный стол штанги 94. В конце хода рычагов 18 сталкивания срабатывает конечный выключатель 59, размыкается цепь питания электромагнита 73 и стол 5 начинает движение вниз. При движении стола 5 вниз снимается воздействие с конечного выключателя 25, отключается электромагнит 73 и рычаги 18 возвращаются в исходное положение. В конце их хода срабатывает конечный выключатель 58 и включает электромагнит 74, завеса 20 опускается вниз. Далее цикл повторяется.
На прессе предусмотрены следующие блокировки.
Невозможно включение пилы 14 при снятом ограждении. Невозможен подъем пилы 14 при отключенном двигателе 13 пилы 14. Невозможен цикл обжима и перемещение механизмов, связанных с обжимом, в ручном режиме при нахождении завесы 20 в нижнем положении. Невозможно опускание завесы 20 при неубранных рычагах 18 сталкивания. Невозможно перемещение каретки 8 при неопущенном столе 5. Невозможно включение вальцов 3, 4 механизма подачи при обжиме.
В процессе работы пресса гидросистема обеспечивает перемещение планки 36 с клеем гидроцилиндром 38, привод вращения верхнего и нижнего подающих вальцов 3, 4 гидромоторами 27, 28, перемещение пилы 14, завесы 20, рычагов 18 сталкивания, подъем стола 5 и перемещение каретки 8 соответственно гидроцилиндрами 12, 22, 19, 10, 51, 52, а также обжим (опрессовку) шиповых соединений гидроцилиндром 15.
Одновременно с пуском насоса 81 включается электромагнит 74 и завеса 20 опускается, если она была в верхнем положении.
При укладке заготовки 6 на стол 95 клеенамазки, после нажатия выключателя 96 включается электромагнит 75 гидрораспределителя 67. Нагнетаемое насосом 81 масло с производительностью 5 л/мин через обратные клапаны 17, 87, гидрораспределители 82, 67 поступит в поршневую полость гидроцилиндра 38. Произойдет перемещение вверх штока гидроцилиндра 38 и планки 36 с гребенкой из емкости 37 с клеем. После этого заготовку 6 перемещают по столу 95 до контакта с гребенкой, при котором на шипы заготовки 6 наносится клей, и затем переносят ее на загрузочный стол 2. После наживления на загрузочном столе 2 нескольких заготовок 6 нажатием выключателя 30, расположенного на столе 2, и кнопки "Пуск" включается электромагнит 69 гидрораспределителя 61. Нагнетаемое насосом 81 масло с производительностью 5 л/мин через обратные клапаны 17, 87, гидрораспределители 82, 61 поступит в полости гидромоторов 27, 28. Произойдет вращение гидромоторов 27, 28 и нижнего с верхним подающих вальцов 3, 4, которые подают заготовку 6 вперед до освобождения электрического выключателя 30, расположенного перед вальцами 3, 4. В результате этого электромагнит 69 гидрораспределителя 61 отключится и подача масла в гидромоторы 27, 28 прекратится, вальцы 3, 4 остановятся.
При срабатывании соответствующего реле времени (таймера) в системе управления электромагнит 75 гидрораспределителя 67 отключится и нагнетаемое насосом 81 масло поступит в штоковую полость гидроцилиндра 38, в результате чего его шток опустится вниз, а планка 36 с гребенкой опустится в емкость 37 с клеем. Вытесняемое масло из поршневой полости цилиндра 38 через гидрораспределитель 67 и теплообменник 97 поступит в бак 89.
Далее цикл набора заготовок 6 в единую мерную плеть повторяется до нажатия первой заготовкой 6 конечного выключателя 23, который дает команду на отключение электромагнита 74 гидрораспределителя 66. Нагнетаемое насосом 81 масло с производительностью 5 л/мин через обратные клапаны 17,87, распределители 82,66 поступит в штоковую полость гидроцилиндра 22. Произойдет перемещение штока гидроцилиндра 22 и подъем завесы 20. В конце хода подъема завесы 20 конечным выключателем 99 дается команда на включение электромагнита 71 гидрораспределителя 63 и в результате этого нагнетаемое насосом 81 масло поступит в штоковую полость гидроцилиндра 12. Вытесняемое масло из поршневой полости гидроцилиндра 12 через гидрораспределитель 63 поступит в бак 89. Произойдет перемещение штока гидроцилиндра 12, опускание прижима 11 и подъем пилы 14. В конце подъема пилы 14 от срабатывания конечного выключателя 31 отключится электромагнит 71 гидрораспределителя 63 и нагнетаемое насосом 81 масло через обратный клапан 17, гидрораспределитель 82, обратный клапан 87 и гидрораспределитель 63 поступит в поршневую полость гидроцилиндра 12. Из штоковой полости гидроцилиндра 12 вытесняемое масло через гидрораспределитель 63 и теплообменник 97 вытеснится в бак 89.
Произойдет возврат пилы 14 в исходное положение и выдача команды конечным выключателем 32 на включение электромагнитов 76, 85. Нагнетаемое насосом 81 масло с производительностью 18 л/мин через обратный клапан 98, гидрораспределители 83, 68 поступит в штоковые полости гидроцилиндров 51, 52, перемещая их штоки влево, а вместе с ними и каретку 8 в положение для обжима. В конце хода каретки 8 от конечного выключателя 101 включается электромагнит 70 гидрораспределителя 62. Нагнетаемое насосом 81 масло с производительностью 5 л/мин через обратные клапаны 17, 87, гидрораспределители 83, 62 поступит в штоковую полость гидроцилиндра 10, осуществляя тем самым перемещение штока гидроцилиндра 10, а вместе с ним и подъем стола 5 каретки 8. Вытесняемое масло из поршневой полости через гидрораспределитель 62 и теплообменник 97 поступит в бак 89. В конце хода стола 5 дается команда на включение реле времени (таймера), дающего команду на включение электромагнитов 72, 86 гидрораспределителей 64, 83. Нагнетаемое масло от сдвоенного насоса 81 с расходом 5/18 л/мин через обратные клапаны 17, 87, 98 и гидрораспределители 82, 83 поступит в поршневую полость гидроцилиндра 15. Произойдет быстрый подвод штока к торцу заготовки 6 и при увеличении давления в системе выше 2 МПа закрывается обратный клапан 98 и давлением от ступени насоса 81 с расходом 5 л/мин производится окончательный обжим набранных на столе 5 заготовок 6. От таймера окончания обжима заготовки 6 дается команда на отключение электромагнита 72 гидрораспределителя 64. Нагнетаемое масло от насоса 81 с расходом 5/18 л/мин поступит в штоковую полость гидроцилиндра 15. Произойдет возврат штока гидроцилиндра 15 в исходное положение, в конце хода которого от конечного выключателя 60 дается команда на отключение электромагнита 70 гидрораспределителя 62. Нагнетаемое масло от ступени насоса 81 с расходом 5 л/мин через обратные клапаны гидрораспределители 62, 82 поступит в поршневую полость гидроцилиндра 10. Вытесняемое масло из штоковой полости гидроцилиндра 10 через гидрораспределитель 62 поступит в бак 89. Произойдет перемещение штока гидроцилиндра 10 в исходное положение, а следовательно, и опускание стола 5. В конце опускания стола 5 от конечного выключателя 26 дается команда на отключение электромагнита 76 гидрораспределителя 68. Нагнетаемое масло от ступени насоса 81 с расходом 18 л/мин поступит в поршневые полости гидроцилиндров 51, 52, перемещая их штоки, а соответственно, и каретку 8 в исходное положение, в конце хода которой конечным выключателем 100 дается повторное включение электромагнита 70 гидрораспределителя 62. Нагнетаемое насосом 81 масло производительностью 5 л/мин через гидрораспределитель 62 поступит в штоковую полость гидроцилиндра 10. Произойдет перемещение штока гидроцилиндра 10, а соответственно и подъем стола 5 каретки 8, в конце хода которого от конечного выключателя 25 дается команда на включение электромагнита 73 гидрораспределителя 65. Нагнетаемое масло насосом 81 с производительностью 5 л/мин через гидрорас пределитель 65 поступит в штоковую полость гидроцилиндра 19. Произойдет перемещение штока гидроцилиндра 19 и рычагов 18 сталкивания. В конце перемещения рычагов 18 сталкивания конечным выключателем 59 дается команда на одновременное отключение электромагнитов 73, 70 гидрораспределителей 65, 62. Нагнетаемое насосом 81 масло с производительностью 5 л/мин, через обратные клапаны 17, 87 гидрораспределители 62, 65 поступит в поршневые полости гидроцилиндров 10, 19 и переместит их штоки, рычаги 18 сталкивания и стол 5 в исходные положения. В конце хода рычагов 18 сталкивания от конечного выключателя 58 дается команда на включение электромагнита 74 гидрораспределителя 66. Нагнетаемое масло с производительностью 5 л/мин через обратный клапан 87, гидрораспределители 82, 66 поступит в штоковую полость гидроцилиндра 22, перемещая шток а вместе с ним и завесу 20 в нижнее положение.
Далее цикл работы гидропривода повторяется.
В результате изобретения создан экономичный, эффективный и серий нопригодный пресс сращивания древесины по длине, а также расширен арсенал деревообрабатывающего оборудования.
При этом обеспечена автоматизация выполнения и контроля основных операций, повышено качество изделий, достигнуто оптимальное взаимное расположение и сочетание размеров механизмов и силовых элементов, обеспечена наиболее целесообразная последовательность функционирования механизмов, благодаря чему снижена металло- и энергоемкость станка с одновременным повышением долговечности, точности и надежности, улучшены условия подачи заготовок и приема готовой продукции и тем самым снижена трудоемкость эксплуатации и технического обслуживания.
Источники информации
1. SU 1342732,1987.
2. SU 1253789, 1986 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2200087C1 |
| ВАЙМА ГИДРАВЛИЧЕСКАЯ ВЕРТИКАЛЬНАЯ | 2002 |
|
RU2202469C1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР | 2002 |
|
RU2212998C1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ БРУСА И ЩИТА | 2002 |
|
RU2205103C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| КАМЕРА СУШИЛЬНАЯ ВАКУУМНАЯ | 2002 |
|
RU2215954C1 |
| ГИДРОПРИВОД ЛЕТУЧЕЙ ПИЛЫ | 1999 |
|
RU2169660C2 |

Пресс сращивания древесины по длине содержит станину, механизм нанесения клея, механизм подачи с верхним и нижним подающими вальцами, суппорт пильный с приводным двигателем и пилой. Пресс снабжен сталкивателем с параллелограммным рычажным механизмом сталкивания и гидроцилиндром перемещения сталкивателя, а также размещенной на станине завесой с параллелограммным рычажным механизмом, гидроцилиндром перемещения завесы. Стол набора заготовок расположен на каретке и снабжен конечным выключателем верхнего и нижнего положений. Суппорт пильный установлен на поворотной плите, шарнирно связанной с гидроцилиндром прижима, каждый параллелограммный рычажный механизм выполнен в виде шарнирно установленных двуплечих рычагов, соединенных между собой и с соответствующим гидроцилиндром. На станине дополнительно установлены вдоль направления набора заготовок упоры, каждый из которых снабжен винтовым механизмом регулирования с двумя винтами и штурвалом, а также направляющие роликов каретки для ее параллельного перемещения. Изобретение позволяет повысить качество изделий, снизить металло- и энергоемкость станка с одновременным повышением долговечности, точности и надежности. 9 з.п.ф-лы, 11 ил.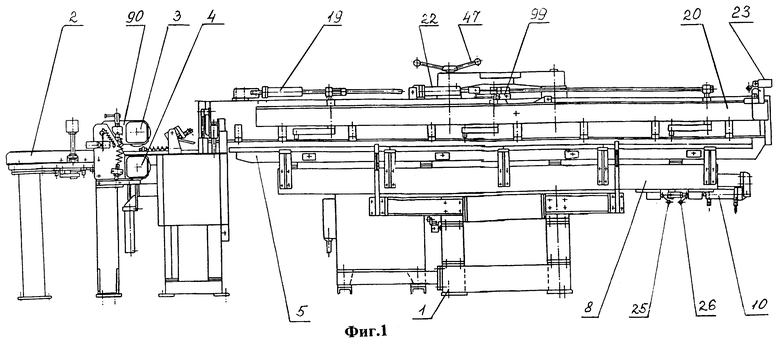
| Линия для соединения немерных заготовок по длине | 1985 |
|
SU1253789A1 |
| Устройство для продольной опрессовки заготовок | 1986 |
|
SU1342732A1 |
| Автоматическая поточная линия сращивания пиломатериалов по длине | 1989 |
|
SU1678611A1 |
| US 5137066 А, 10.08.1992. | |||

