Изобретение относится к обработке металлов давлением и может быть использова- но на металлургических заводах при обработке полосового проката.
Цель изобретения - расширение технологических возможностей.
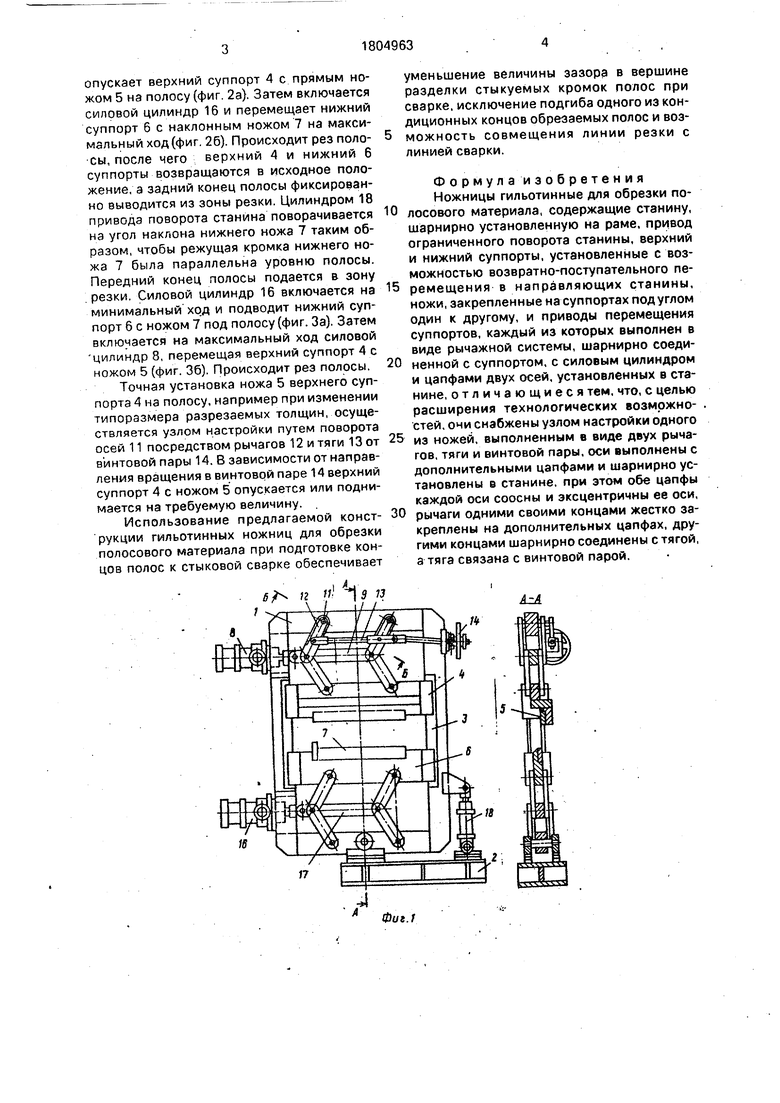
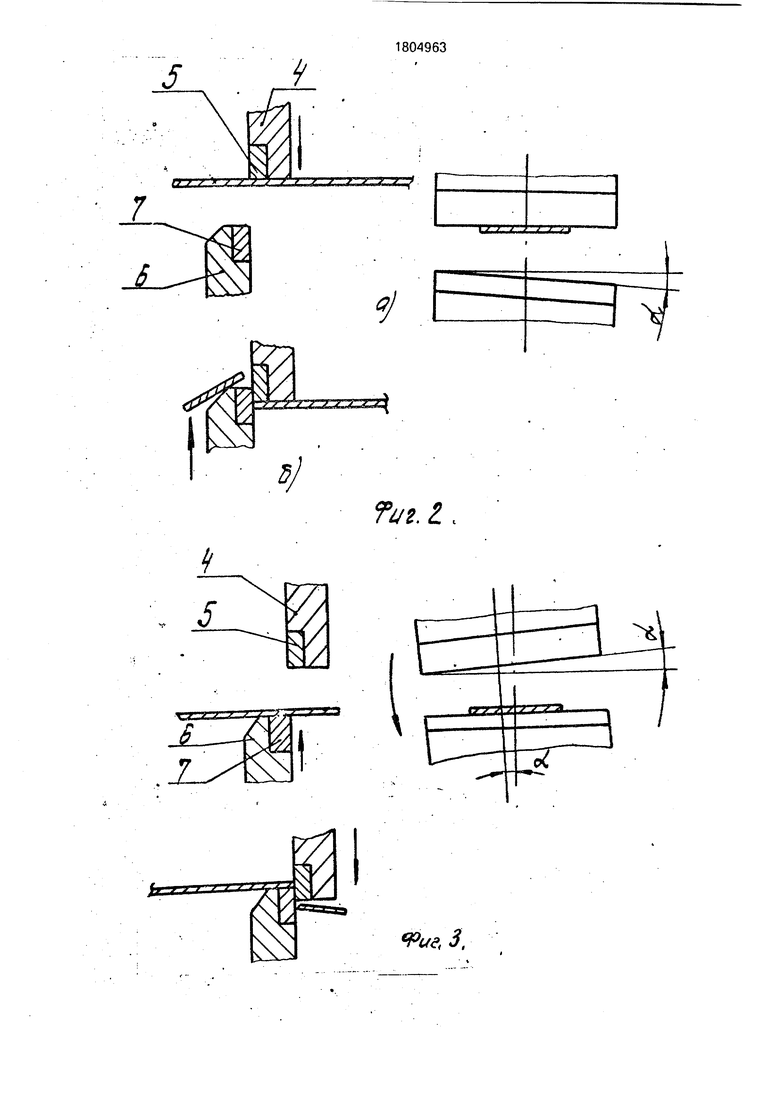
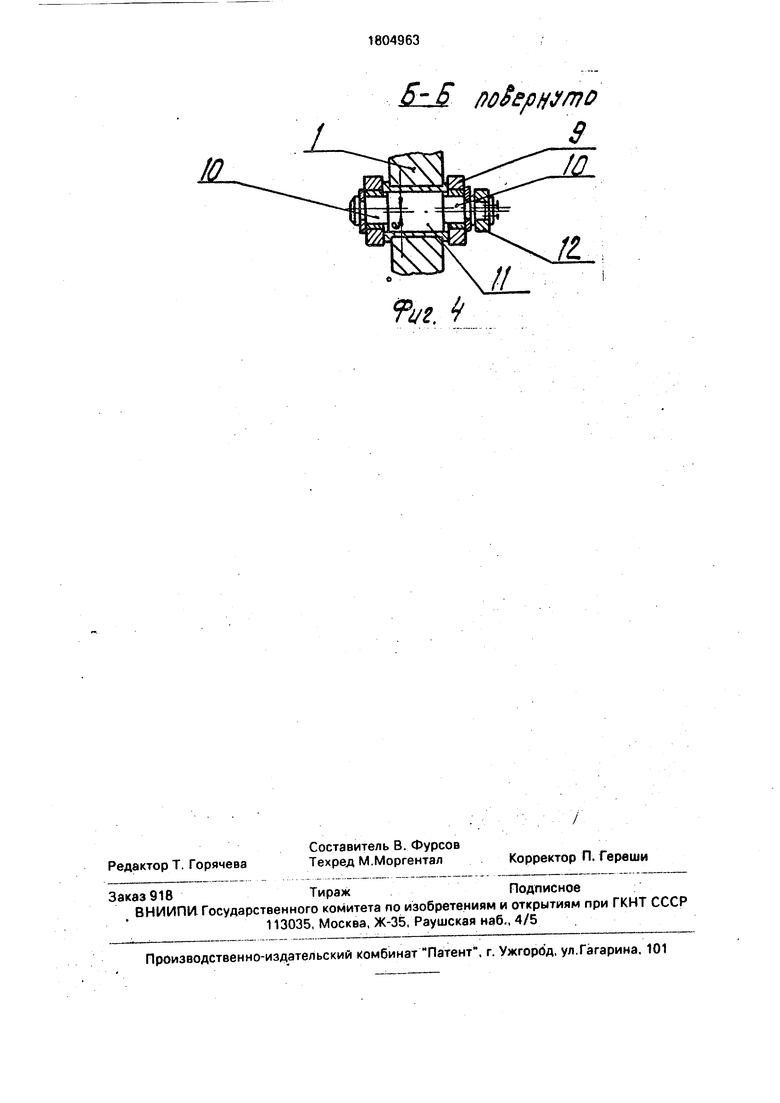
На фиг. 1 изображены гильотинные ножницы, общий вид; на ф иг. 2 - схема резки заднего конца полосы: на фиг. 3 - схема резки переднего конца полосы; на фиг. 4 - разрез по эксцентриситету оси с дополнительными эксцентриковыми цапфами.
Гильотинные ножницы для обрезки по- лоеового материала содержат станину 1, установленную на раме 2. В направляющих 3 станины монтируются с возможностью возвратно-поступательного перемещения верхний суппорт 4 с ножом 5 и нижний суппорт 6 с наклонным ножом 7.
Привод перемещения верхнего суппорта 4 выполнен в виде силового двухходового цилиндра В (цилиндр, имеющий минимальный и максимальный ход), который крепится
шарнирно в станине и связан с суппортом 4 посредством рычажной системы 9. Последняя в свою очередь шарнирно связана с дополнительными эксцентриковыми цапфами 10 осей 71 узла настройки верхнего ножа 5. Узел настройки верхнего ножа 5 выполнен в виде двух рычагов 12, тяги 13 и винтовой пары 14, установленной на станине.
Рычаги 12 жестко крепятся на дополнительных цапфах 15 и шарнирно связаны с тягой 13.
Привод перемещения нижнего суппорта 6 выполнен в виде силового двухходового цилиндра 16, который крепится шарнирно на станине и связан с нижним суппортом 6 посредством рычажной системы 17. Привод ограниченного поворота станины выполнен в виде силового цилиндра 18, шарнирносвя- занного со станиной и рамой 2 ножниц.
Работа ножниц осуществляется следующим образом. Задний конец предыдущей полосы подается в зону резки. Силовой цилиндр 8 включается на минимальный ход и
..I
СЛ
с
ю о ы
опускает верхний суппорт 4 с прямым ножом 5 на полосу (фиг. 2а). Затем включается силовой цилиндр 16 и перемещает нижний суппорт 6 с наклонным ножом 7 на максимальный ход (фиг. 26). Происходит рез полосы, после чего верхний 4 и нижний 6 суппорты возвращаются в исходное положение, а задний конец полосы фиксирование выводится из зоны резки. Цилиндром 18 привода поворота станина поворачивается на угол наклона нижнего ножа 7 таким образом, чтобы режущая кромка нижнего ножа 7 была параллельна уровню полосы. Передний конец полосы подается в зону резки. Силовой цилиндр 16 включается на минимальный хо.д и подводит нижний суппорт 6 с ножом 7 под полосу (фиг. За), Затем включается на максимальный ход силовой цилиндр 8, перемещая верхний суппорт 4с ножом 5 (фиг. 36). Происходит рез полосы.
Точная установка ножа 5 верхнего суппорта 4 на полосу, например при изменении типоразмера разрезаемых толщин, осуществляется узлом настройки путем поворота осей 11 посредством рычагов 12 и тяги 13 от винтовой пары 14. В зависимости от направления вращения в винтовой паре 14 верхний суппорт 4 с ножом 5 опускается или подни- тиается на требуемую величину. .
Использование предлагаемой конструкции гильотинных ножниц для обрезки полосового материала при подготовке концов полос к стыковой сварке обеспечивает
0
5
0
5
0
уменьшение величины зазора в вершине разделки стыкуемых кромок полос при сварке, исключение подгиба одного из кондиционных концов обрезаемых полос и возможность совмещения линии резки с линией сварки.
Формула изобретения Ножницы гильотинные для обрезки полосового материала, содержащие станину, шарнирно установленную на раме, привод ограниченного поворота станины, верхний и нижний суппорты, установленные с возможностью возвратно-поступательного перемещения в направляющих станины, ножи, закрепленные на суппортах под углом один к другому, и приводы перемещения суппортов, каждый из которых выполнен в виде рычажной системы, шарнирно соединенной с суппортом, с силовым цилиндром и цапфами двух осей, установленных в станине, отличающиеся тем, что, с целью расширения технологических возможностей, они снабжены узлом настройки одного из ножей, выполненным в виде двух рычагов, тяги и винтовой пары, оси выполнены с дополнительными цапфами и шарнирно установлены в станине, при этом обе цапфы каждой оси соосны и эксцентричны ее оси, рычаги одними своими концами жестко закреплены на дополнительных цапфах, другими концами шарнирно соединены с тягой, а тяга связана с винтовой парой.
б-.5 / о$ернзто 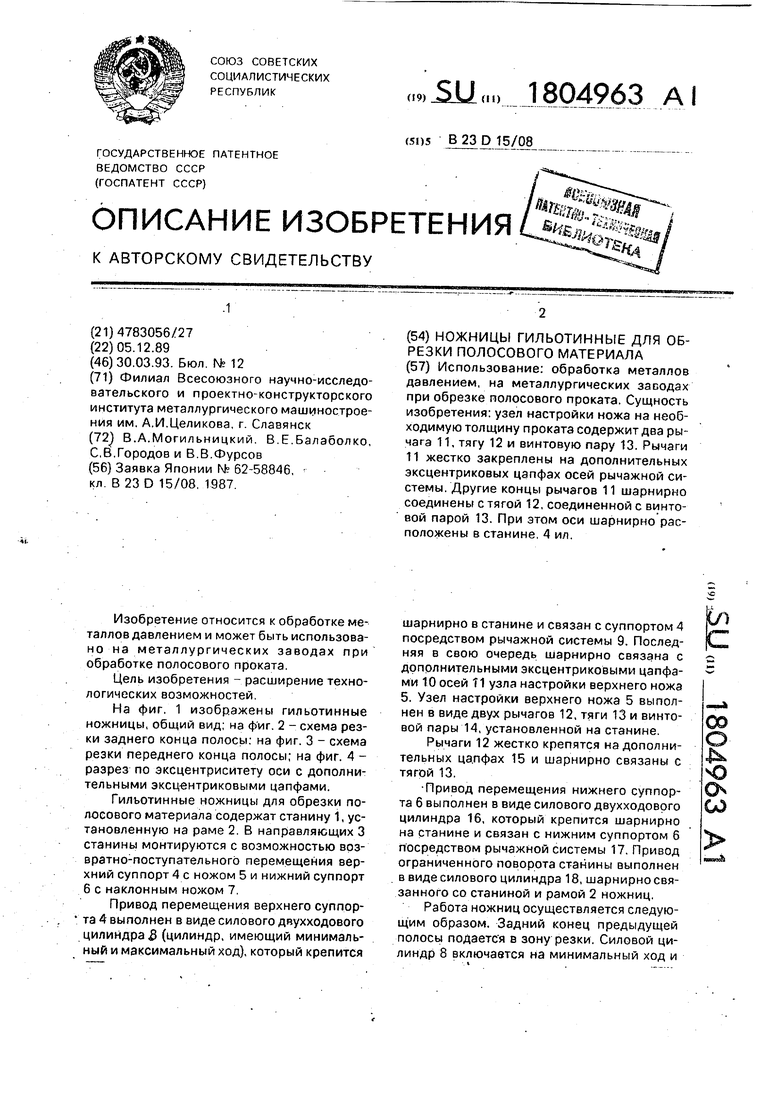
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| Ножницы гильотинные для резки металла | 1988 |
|
SU1613251A1 |
| Гильотинные ножницы | 1978 |
|
SU745605A1 |
| НОЖНИЦЫ С РЫЧАЖНЫМ МЕХАНИЗМОМ РЕЗАНИЯ | 1990 |
|
RU2057621C1 |
| Гильотинные ножницы | 1982 |
|
SU1058722A1 |
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |
| Гильотинные ножницы | 1980 |
|
SU902988A1 |
| Дисковые ножницы | 1980 |
|
SU925562A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Ножницы для резки проката | 1976 |
|
SU745604A1 |
Использование: обработка металлов давлением, на металлургических заводах при обрезке полосового проката. Сущность изобретения: узел настройки ножа на необходимую толщину проката содержит два рычага 11, тягу 12 и винтовую пару 13. Рычаги 11 жестко закреплены на дополнительных эксцентриковых цапфах осей рычажной системы. Другие концы рычагов 11 шарнирно соединены с тягой 12, соединенной с винтовой парой 13. При этом оси шарнирно расположены в станине. 4 ил.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
