Изобретение относится к механической обработке и может быть исполь зовано для обработки заготовок типа валов.
Известны способы обработки тел вращения торцовыми фрезами, оси которых перпендикулярны оси заготовки и смещены относительно последней в направлении, противоположном направлению вращения заготовки 1.
Однако такие способы трудно реализовать на известных станках. Кроме того, при обработке имеются значительные потери вспомогательного времени на переустановку изделия.
Цель изобретения - повышение производительности .
Для достижения указанной цели фрезам сообщают дополнительное перемещение относительно оси-изделия, при этом оси фрез смещены в направлении, обратном направлению их перемещения.
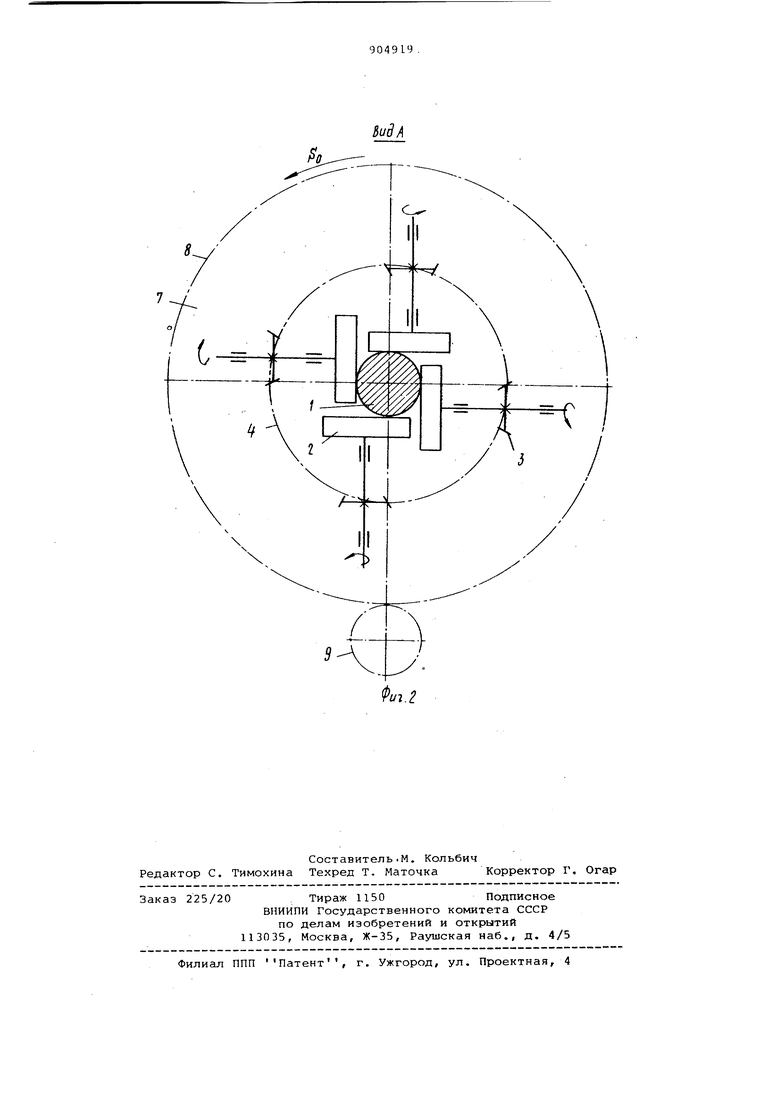
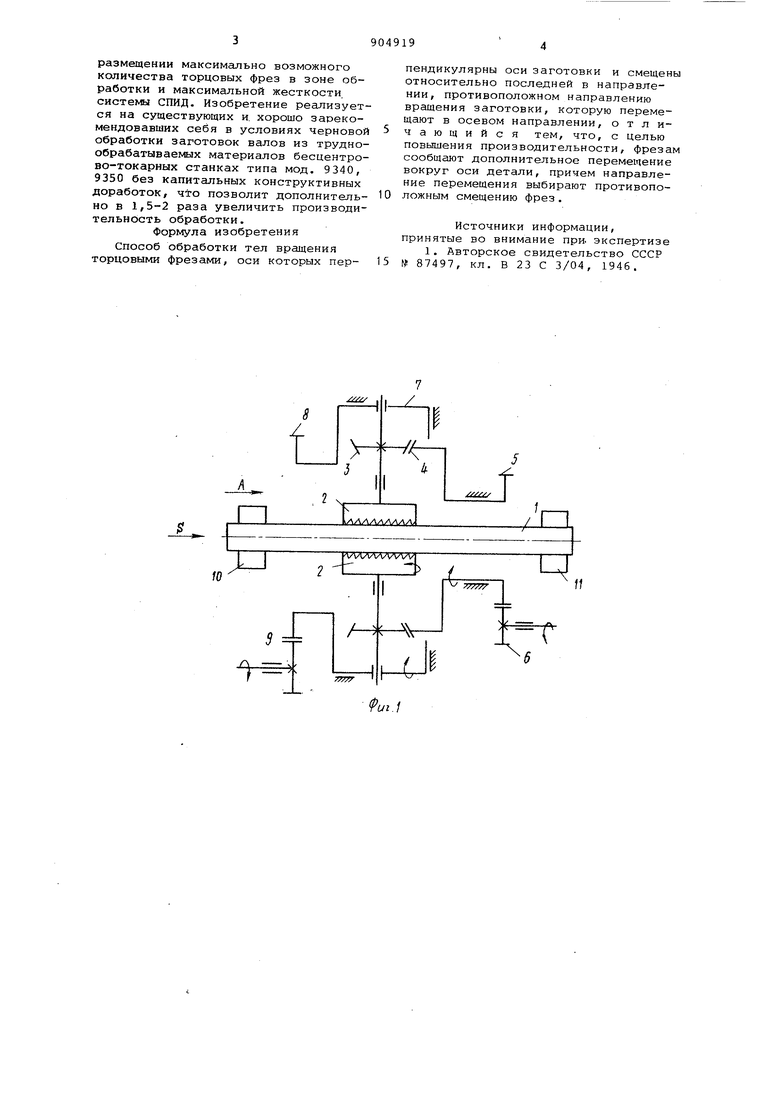
На фиг. 1 представлена схема относительного положения фрез и обрабатываемой заготовки; на фиг. 2 вид А на фиг. 1.
Способ осуществляют следующим образом.
Заготовку 1 перемещают с осевой продольной подачей S в зону резания
комплекта торцовых фрез 2, состоящего, например, из четырех фрез, вращающихся со скоростью резания с помощью конических шестерен 3, 4 от главного полого шпинделя станка с шестерней 5, которая находится в зацеплении с шестерней 6 привода станка. В то же время, силовой опорный каркас 7 вместе со шпиндельными
10 блоками торцовых фрез 2, независимо от главного полого шпинделя станка с шестерней 5, совершает вращение с расчетной скоростью (окружной подачей So) вокруг продольной оси за15готовки 1 с помощью зубчатого венца 8, установленного на каркасе 7, и шестерни 9 независимого привода круговой подачи. Заготовку 1 зажимают, центрируют относительно оси
20 главного шпинделя с шестерней 5, а также подают в зону резания с помощью зажимных подающих призм 10, 11, последние подхватывают и сообщают заготовке 1 движение продольной пр25дачи S по выходу заготовки 1 из отверстия полого главного шпинделя с шестерней 5.
Изобретение позволяет значительно упростить конструктивную схему осуществления способа при одновременном
размещении максимально возможного количества торцовых фрез в зоне обработки и максимальной жесткости системы СПИД. Изобретение реализуется на существующих и. хорошо зарекомендовавших себя в условиях черновой обработки заготовок валов из труднообрабатываемых материалов бесцентрово-токарных станках типа мод. 9340, 9350 без капитальных конструктивных доработок, что позволит дополнительно в 1,5-2 раза увеличить производительность обработки.
Формула изобретения
Способ обработки тел вращения торцовыми фрезами, оси которых перпендикулярны оси заготовки и смещен относительно последней в направлении, противоположном направлению вращения заготовки, которую перемещают в осевом направлении, отличающийся тем, что, с целью повышения производительности, фреза сообщают дополнительное перемещение вокруг оси детали, причем направление перемещения выбирают противоположным смещению фрез.
Источники информации, принятые во внимание при. экспертизе
1. Авторское свидетельство СССР № 87497, кл. В 23 С 3/04, 1946.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| Станок для бесцентровой обработки заготовок валов | 1980 |
|
SU1036472A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2030258C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Способ обработки тел вращения | 1974 |
|
SU499987A1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |