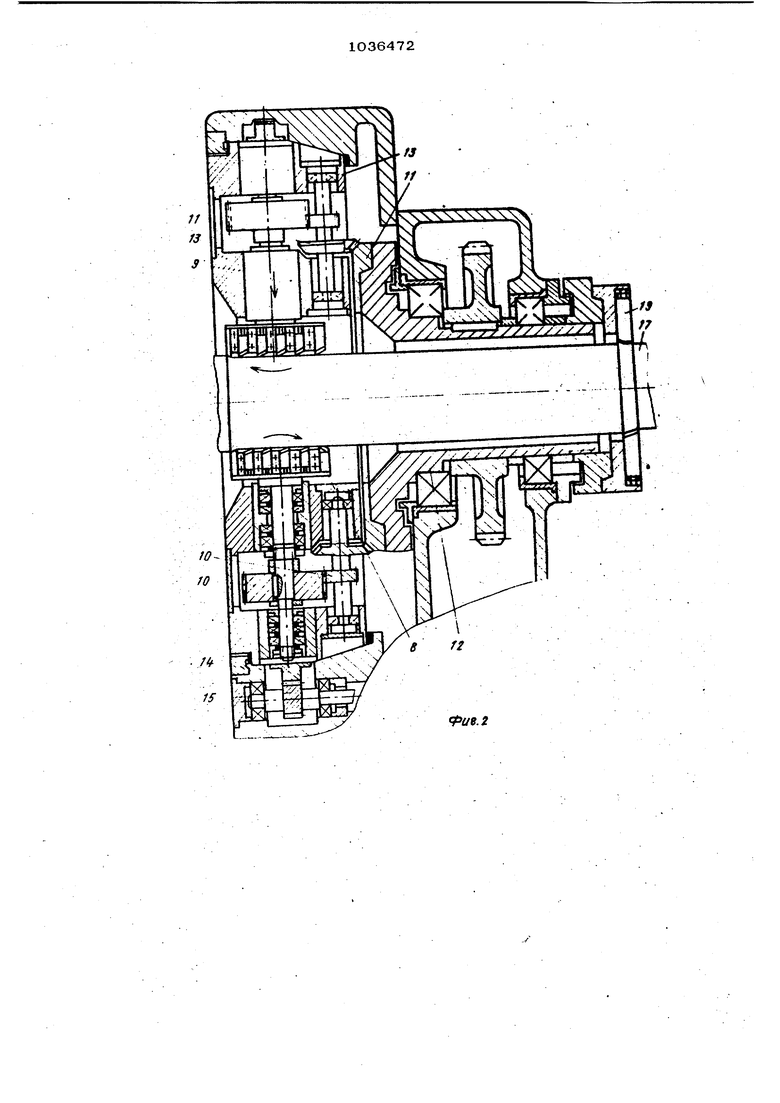
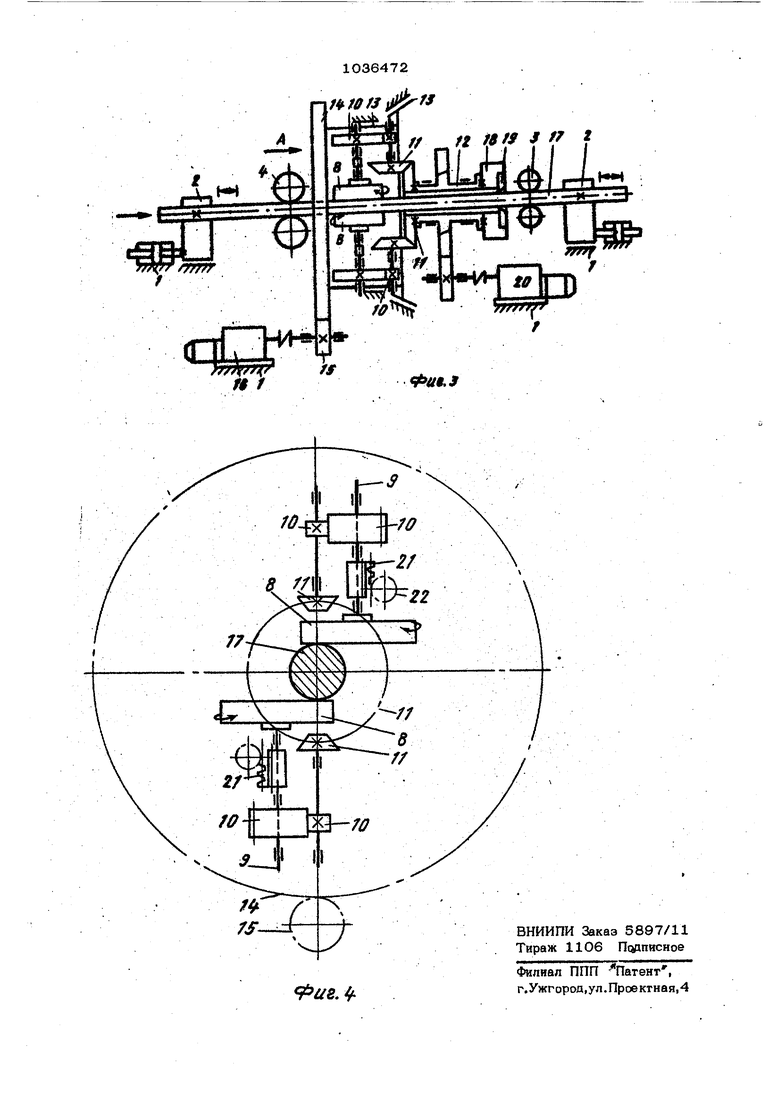
,110 . Изобретение относится к обработке металлов резанием и может быть испопьзовано для удаления дефектного слоя с длюшомерных крупногабар1ГгныХ) д€формированных по продольной оси, кованых, катаных и литых заготовок валов в условиях металлообрабатывакших заводов. Известен станок для 6ecuieHTpoBoft обработпки заготовок валов, содержащий станину и расположенные на ней подающие механизмы, центрирующие устройства, шпиндель и его привод, черновую и чистовую камеры резания, в которых установпены с возможностью врешения черновая и чистовая инструментальные головки, связанные со шпинделем станка и несущие в корпусах равномерно расположенные по окружности инструмшты UlJ. Однако срезание дефектного слоя, насышенного включениями, раковинами, заковами, трещинами, окалиной и другими образованиями металлургического характера, сопряжено с большими неравномерны ми по характеру и величине термо-механическими нагрузками, воэдействуквдими на систему: станок, приспособление, инстр мент, деталь (СПИД). Это обстоятельство резко снижает допустимый уровень режимов резания и производительность труда, обуславливает низкую стойкость и высокий расход режущего инструмента, быстры износ станков. Цепь изобретения- повышение производительности станка и расширение технологических возможностей за счет чер. Ной обработки валов торцовыми фрезами, С этой целью в станке черновая го. ловка снабжена инпивидуальным приводом вращения Kftjinyca, а торцовые фрезы размевдены на введенных в черновую голов- дд ку инструментальных шшпаделях, расположшных в корпусе перпендикулярно оси шпивделя станка и снабженньпс планетарной зубчатой передачейдля связи со шпиццелем станка. На фиг. I изображен станок, вндг на фиг. 2 - черновая инструментальная головка, разрез; на фиг. 3 кинематическая схема станку- на фиг. 4 - кинематическая схема черновой инструменталь ной головки. 721 Станок состоит .из станины I с установленными на ней подаюшик4и механизма ми 2,11ентрируЬл|ими устройствами 3 и 4, шпин дельной бабки 5, черновой 6 реза- , иия, чистсдаой камеры 7 резаикя. В черновой камере 6 разМешейы торцовые фрезы 8 на инструментальных шпинделях 9. Для привода шпинделей 9 служат шестерни 10 и планетарная передача II от шпинделя станка 12. Инструментальные шпиндели 9 помещены в корпусе 13 черновой инструментальной головки. Корпус 13 снабжен зубчатым венцом 14, связанным шестерней 15 с приводом 16, Дяя окончательной обработки заготовки 17 в чистовой камере 7 установлена чистовая инструментальная головка 18 с резцами 19, связанная .жестко со шпинаелем станка 12, для вращения которого служит привод 20. Инструментальные шпивдели 9 для настройки на размер обрабатываемой ааготовки 17 снабжены рейкой 21 и шестерней 22. Станок работает следующим образом. подающий механизм 2 захватывеет заготовку 17 и перемещает ее к центрируюше 1у устройству 4, где загоТовка 17 центрируется относительно шпи 1деля станка 12 и поступает в черновую камеру 6. резаНия, где фрезы 8 производят черновую обработку заготовки 17. При этом от привода 16 через шестерню 15 и венец 14 производится врашение корпуса 13 черновой инструментальной головки с целью осуществления круговой псщазчвц фрез 8, После срезания основного припусжафрезами 8 заготовка 17 поступает в чистовую камеру 7, где чистовая инструментальцйя головка 18 производит окончательную обработку заготовки 17 резцами 19. Окончательно обработанная заготовка 17 щзоходит правое центрирующее устройство 3, захватывается правым подаюшим механизмом 2 и перемещается им до выхода из станка. Применшие изобретения повысит производительность труда и расширит диапазон ковшых,катаньпс и литых заготовок, которые можно обработать за один проход
Pue.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для бесцентровой обработки валов | 1985 |
|
SU1371798A2 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ | 2007 |
|
RU2342230C1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Способ обработки тел вращения торцовыми фрезами | 1980 |
|
SU904919A1 |
| Устройство для точения цилиндрических деталей | 1991 |
|
SU1813633A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
СТАНОК ДЛЯ БЕСЦЕНТРО ОБРАБОТКИ ЗАГОТОВОК ВАЛОВ, содержащий станину и расположенные на ней подающие механизмы, центрирующи устфойства, шпиндель и его привод, черновую и чистовую резания, которых установлены с возможностью вращения черновая и чистовая инструментальные головки, связанные со шпивделом станка и несущие, в корпусах равномерно расположенные по окружности инструменты , о т л и ч а ю щ и и с я тем, что, с целью повьпиения производительности станка и расщ{фения технологических возможностей за счет черновой обработки валов торцовыми фрезами, черновая головка снабжена ин,аивщ1уальным приводом вращения корпуса, а торцовые фрезы peiSмещены на введкиых в черновую головку инструментальных шпивдвлях,расположейных в корпусе перпевдикулярно оси щпинделя стаюса и снабжегшых планетарной зубчатой переаачей пая связи с послеаним. f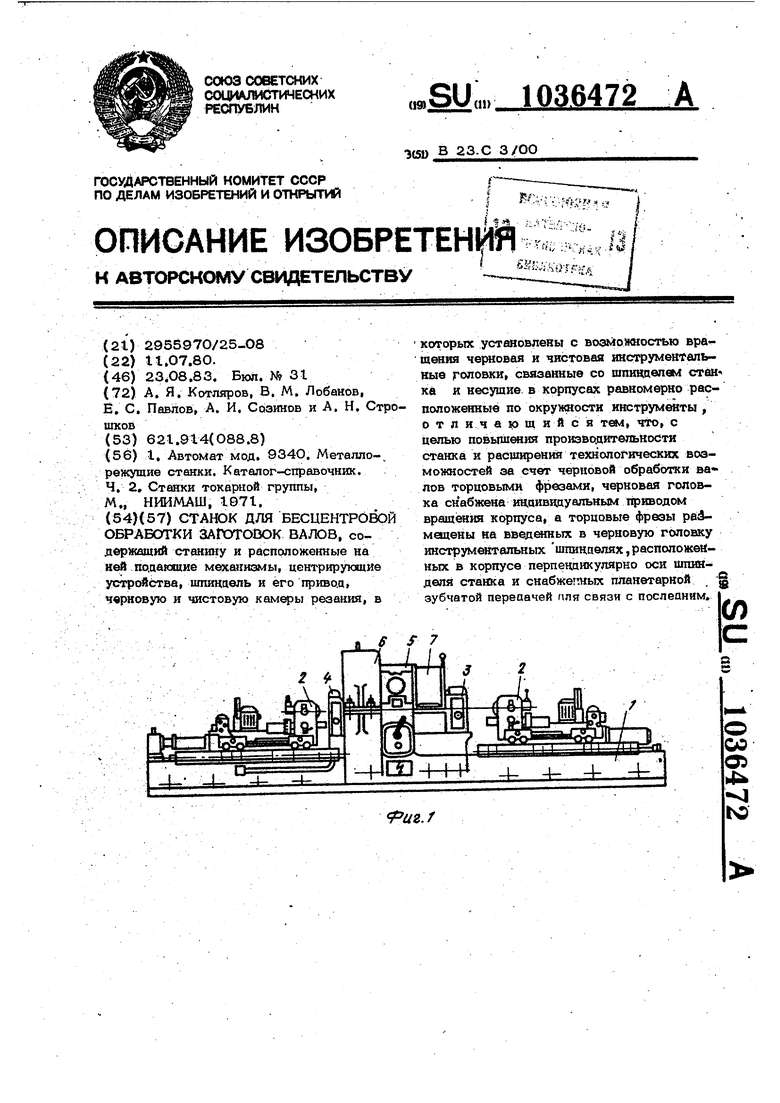
| I | |||
| Автомат мод | |||
| Накаливаемый катод для вакуумных приборов | 1924 |
|
SU934A1 |
| Металпо режущие станки | |||
| Каталог-справочник | |||
| Ч | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
