(54) ПЛОСКИЙ СВОД НАГРЕВАТЕЛЬНОГО УСТРОЙСТВА
| название | год | авторы | номер документа |
|---|---|---|---|
| Башенное здание | 1991 |
|
SU1795057A1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 2005 |
|
RU2294879C1 |
| Свод сталеплавильной печи | 1982 |
|
SU1079983A1 |
| Нагревательная печь с шагающими балками для нагрева заготовок круглого сечения | 2022 |
|
RU2787298C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ ЭЛЕМЕНТОВ ЗДАНИЯ, ПРЕИМУЩЕСТВЕННО ПЕРЕКРЫТИЯ, И ОПАЛУБКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2043470C1 |
| Способ возведения обделки свода большепролетной камерной выработки | 1990 |
|
SU1765435A1 |
| УСТРОЙСТВО ИЗ ВОСПРИНИМАЮЩЕГО ДАВЛЕНИЕ КОЖУХА И НАХОДЯЩЕЙСЯ ВНУТРИ НЕГО КАРКАСНОЙ СИСТЕМЫ | 2019 |
|
RU2798072C2 |
| СПОСОБ УСТРОЙСТВА РОСТВЕРКА МОСТОВОЙ ОПОРЫ В АКВАТОРИИ РЕКИ | 2023 |
|
RU2809068C1 |
| Устройство для возведения подземных железобетонных сосудов | 1981 |
|
SU977176A1 |
| МОНОЛИТНОЕ НЕРАЗРЕЗНОЕ ПРЕДВАРИТЕЛЬНО-НАПРЯЖЕННОЕ ПЛИТНО-РЕБРИСТОЕ ПРОЛЕТНОЕ СТРОЕНИЕ МОСТА | 2004 |
|
RU2249068C1 |
1
Изобретение относится к черной металлургии и может быть использовано в конструктивных элементах нагревательных устройств, в частности в сводах или крышках нагревательных и термических печей.
Известна конструкция плоского свода, полностью выполненного из штучных обожженных изделий, закрепленных на подвесках 1.
Недостатком такой конструкции свода является то, что необходимо значительное время для ее изготовления, так как свод набирается вручную и требуется тщательная подгонка каждого изделия.
Известна также конструкция плоского свода, выполненного из пластичной массы, армированной керамическими анкерами, расположенными в шахматном порядке на расстоянии 300-480 мм друг от друга и подвешенными на металлических крепящих подвесках 2.
Недостаткам этой конструкции является то, что время изготовления такого свода длительное, так как набивка монолитной футероВки производится ручной пневмотрамбовкой. Расположение керамических анкеров и форма крепления их к балкам не позволяют механизировать укладку массы между анкерами под балками. Кроме того, соединение каждого керамического анкера с двутавровой балкой с помощью подвески и расклинивания двумя деревянными клиньями увеличивает срок изготовления футеров.ки.
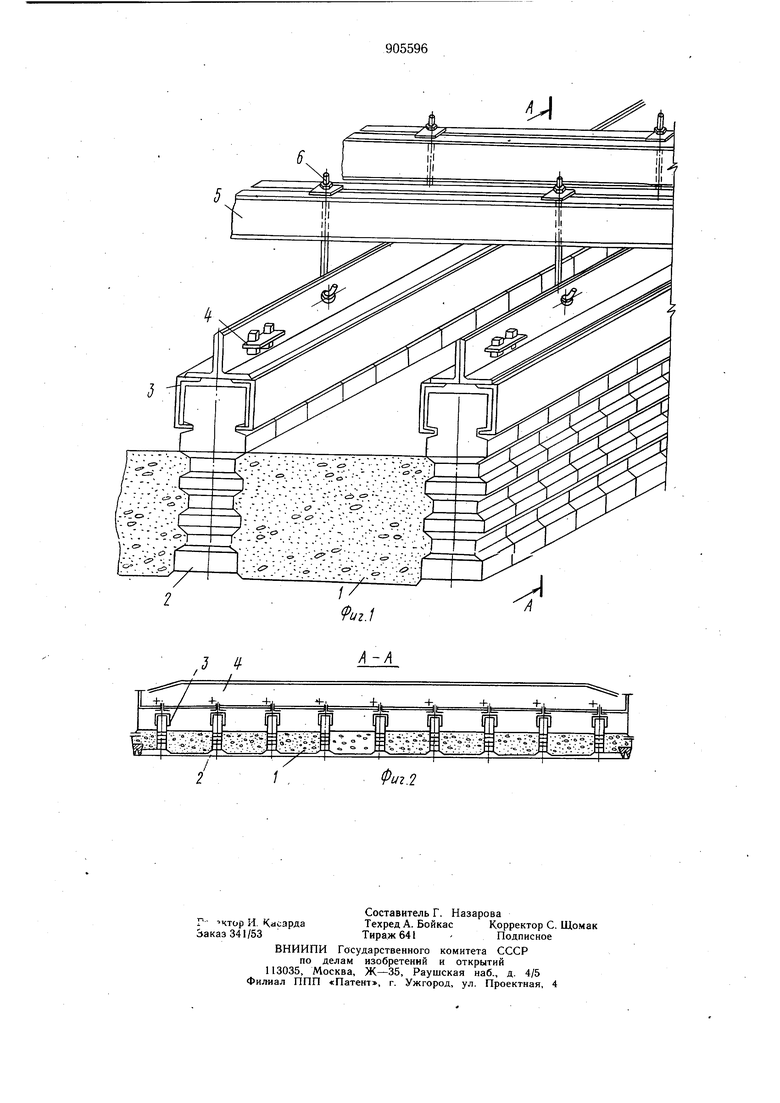
Цель изобретения - сокращение сроков изготовления и ремонтов плоских сводов нагревательных устройств за счет механиза10ции набивки и упрощения крепления керамических анкеров.
Поставленная цель достигается тем, что в плоском своде нагревательного устройства, содержащем монолитную футеровку, кера15мические анкеры и металлические крепящие элементы, керамические анкеры расположены между собой встык, образуя параллельные ряды, причем расстояние между рядами составляет 2-4 толщины футеровки, а кре20нящие элементы выполнены в виде разъемных балок - подвесок, охватывающих каждый ряд анкеров с двух сторон по всей длине ряда и соединенных между собой клиновыми замками. Указанное расположение анкеров и их крепление позволяют производить набивку монолитной футеровки с помощью механизированных средств, например электротрамбовок. Расстояние между рядами выполнено с таким условием, что башмак электротрамбовки свободно проходит между рядами. Параллельное расположение рядов также способствует тому, что башмак электротрамбовки свободно проходит между рядами} не задевая анкеров по всей длине ряда плоского свода и позволяет получить футеровку с хорошим уплотнением по всей поверхности свода. Минимальное расстояние между рядами (2 толшины футеровки 350-450 мм) определяется возможностью прохода башмака электротрамбовки или трамбовки, а максимальное расстояние определяется величиной прочности свежесформованной футеровки на изгиб. Если расстояние больше, чем 4 толш,ины футеровки, то возможно обрушение футеровки. Выполнение крепяш,их элементов в виде разъемных балок-подвесок, которые охватывают головки анкеров с двух .сторон по всей длине ряда и соединенных с помош,ью клиновидных замков, позволяет быстро набирать ряд, крепить кирпичи сразу целого ряда двумя разъемными балками-подвесками, что способствует сокрашению сроков крепления анкерных кирпичей за счет устранения крепления каждого анкера отдельными крепяш,ими элементами. На фиг. 1 изображена конструкция плоского подвесного свода; на фиг. 2 - разрез А-А на фиг. 1.. Плоский свод нагревательного устройства содержит монолитную футеровку 1, керамические анкеры 2, расположенные параллельными рядами впритык друг к другу, металлические крепяш,ие элементы 3, охватываюшие ряд керамических анкеров, крепящие элементы в виде разъемных балокподвесок соединены клиновидными замками 4, крепяшие элементы соединены с балками свода 5 с помощью тяг и болтов 6. изготовление- монолитной футеровки плоских сводов или крышек производят на специальном стенде или на печи следующим образом. Анкерные кирпичи устанавливают рядами, в ряду кирпич укладывают друг к другу вплотную, каждый ряд захватывают с двух сторонн балкой-подвеской и стягивают клиновыми замками. Балки-подвески раздвигают на расстояние 0,5-0,9 м друг от друга, концы балок опирают на вертикальные стенки опалубки или каркас печи с таким расчетом, чтобы анкерные кирпичи находились в подвесном состоянии на расстоянии 5-10 мм от дна опалубки. Между рядами анкерных кирпичей укладывают пластичную массу толщиной 100- 150 мм, уплотняют электротрамбовкой до пластического течения, затем засыпают следующий слой массы и снова утрамбовывают. В зависимости от толщины свода футеровку набивают в 1,2 или 3 слоя. При изготовлении футеровки на месте службы подвешивание балок-подвесок осуществляют к металлическим конструкциям свода. После изготовления футеровки поверхность ее разрыхляют и в ней пробивают выпарные отверстия диаметром 3-5 мм через 200-300 мм, после чего футеровку сушат. При изготовлении съемного -свода, например крьплки нагревательного колодца, изготовление футеровки производят в опалубке, имеющей размеры несколько меньше габаритов футеровки крышки. После изготовления футеровки опалубку снимают,сверху наДевают раму крышки, к которой подвешивают разъемные балки-подвески. Между краем футеровки и рамой по периметру производят набивку массы. Преимуществом предлагаемого устройства является возможность быстрого изготовления монолитной футеровки за счет механизации набивки, быстрого закрепления ряда анкерных кирпичей балками-подвесками, как при изготовлении новой футеровки, так и при ее ремонтах. Механизированное изготовление плоского свода нагревательного устройства позволяет получить более плотную и прочную структуру футеровки, что приводит к увеличению ее стойкости, а также газоплотности. Формула изобретения Плоский свод нагревательного устройства, содержащий монолитную огнеупорную футеровку, керамические анкеры и металлические крепящие элементы, отличающийся тем, что, с целью сокращения сроков изготовления и ремонтов, керамические анкеры расположены между собой встык, образуя параллельные ряды, причем расстояние между рядами составляет 2-4 толщины футеровки а крепящие элементы выполнены в виде разъемных балок-подвесок, охватывающих каждый ряд анкеров с двух сторон по всей длине ряда и соединенных между собой клиновыми замками. Источники информации, принятые во внимание при экспртизе 1.Справочник конструктора печей прокатного производства под ред. Тымчака В. М., т. I, М. «Металлургия, 1970, с. 464. 2.Проспект фирмы «Salem, Инструкция по монтажу и хранению на складе огнеупорных материалов. «Рамтит, с. 5/22-6/22: ;. .. . .- - .- - . -Of ..-. ,J ,1 г.
