Ткацкий станок для изготовления косынок с применением рамки с зажимами и крючками для закрепления основы, приспособления для сбрасывания основных нитей с крючков, зевообразовательного и прибойного механизмов и рапиры для проведения утка известен.
Преимуществом описываемого станка является то, что в нем для повышения производительности рамка с основой выполнена совершающей поступательное движение относительно зевообразовательного и прибойного механизмов при помощи эксцентрика и храпового механизма, кинематически соединенных посредством механизма мальтийского креста с приводом станка, а для приведения в движение батана и ремиз применены коленчатые валы, кинематически соединенные тоже посредством механизма мальтийского креста с приводом станка.
Для приведения в движение рапир применен шатунно-кулисно-кривошипный механизм, кинематически соединенный посредством механизма мальтийского креста с приводом станка.
Последовательное автоматическое изменение хода рапиры обеспечивается приводимым в движение от рейки рамки ходовым винтом, гайка которого соединена посредством тяги с шатунно-кулисно-кривошипным механизмом для перемещения кулисы. Для осуществления автоматического снятия нитей основы с крючков, последние выполнены подпружиненными, запираемыми задвижками, и заключены в футляры, в которые входят головки крючков в момент снятия нити. Для освобождения крючков от пружины в момент снятия нити применена взаимодействующая с задвижками каретка, совершающая поступательное движение посредством подпружиненной храповой рейки и системы толкателей, от кулачка кинематически соединенного посредством механизма мальтийского креста с приводом станка.
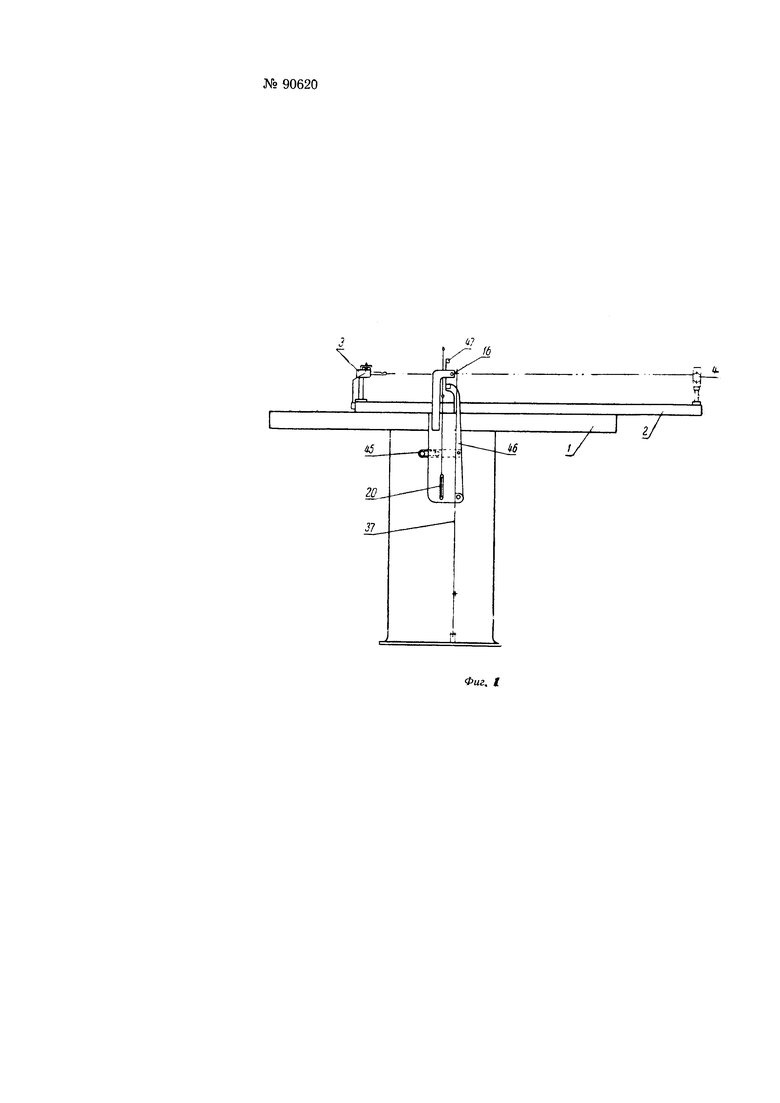
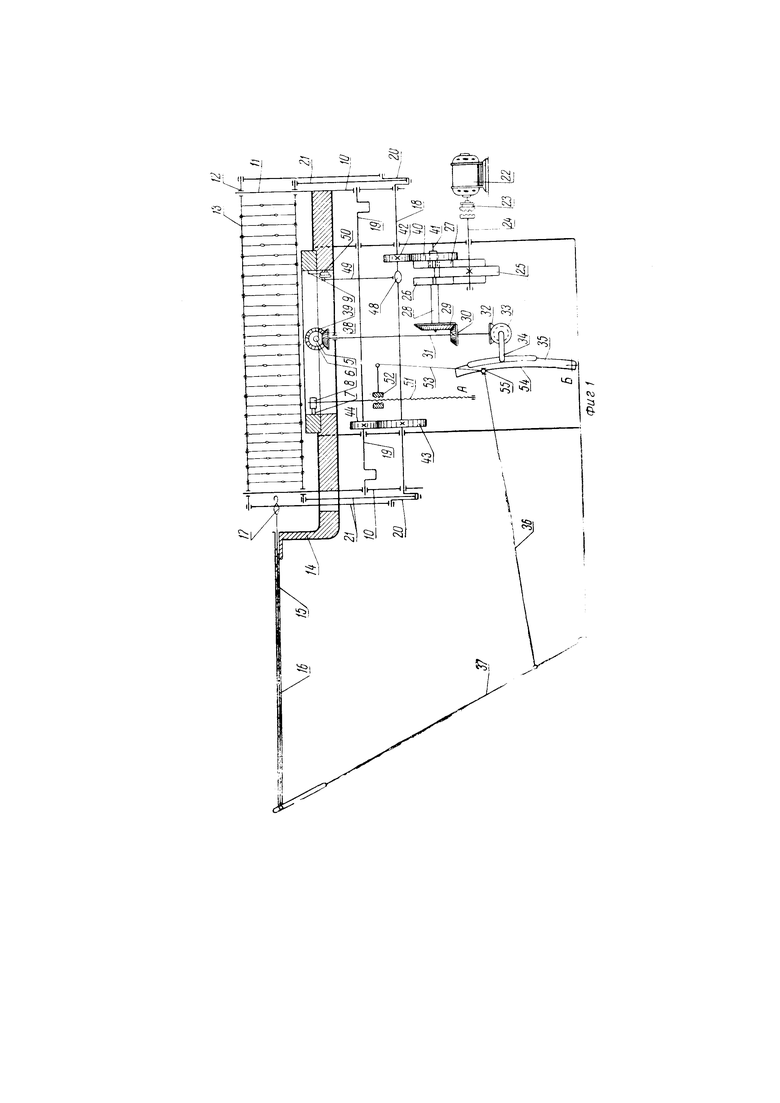
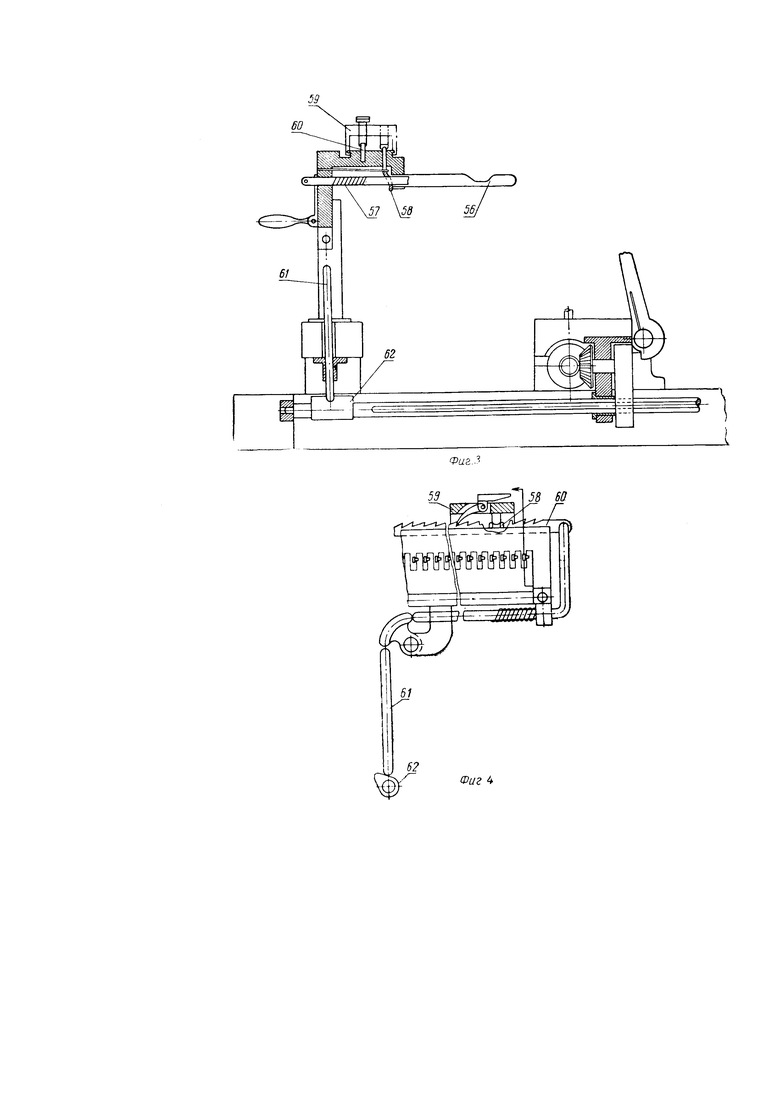
На фиг. 2 изображена кинематическая схема станка; на фиг. 1 - станок, вид сбоку; на фиг. 3 - устройство автоматического сбрасывания, нитей основы с крючков, вид сбоку; на фиг. 4 - то же, вид спереди.
Ткацкий станок состоит из укрепленной на станине направляющей.рамы 1, образованной двумя продольными направляющими, замкнутыми двумя поперечными ребрами. Направляющие имеют пазы для продвижения по ним подающей рамы 2, несущей на себе каретку крючков 3 и зажимное устройство 4. Вдоль подающей рамы 2 на подшипниках проходит вал 5, имеющий по всей длине шпоночную канавку и заканчивающийся эксцентриком 6. К направляющим подающей рамы 2 прикреплены зубчатая рейка 7, взаимодействующая с шестерней 8 и косозубчатая рейка 9.
В средней части рамы 1 находится кронштейн со щеками 10, в которых установлены стойки 11 для подъема и опускания ремизных втулок 12, укрепленных на концах ремизных планок 13. К правой щеке 10 прикреплен кронштейн 14 с направляющей 15 для прохода рапиры 16, снабженной нитезахватывающим крючком 17.
Для приведения в движение батана и ремиз применены два коленчатые вала 18 и 19. Вал 18 имеет кривошипы 20, посредством тяг 21 связанных со втулками 12 ремиз 13.
Движение от электродвигателя 22 через муфту включения 23 передается на вал 24, на котором жестко сидит поводковая шайба 25, несущая на себе три пальца, расположенные по окружности под углом 120°. При этом два пальца находятся на левой стороне и взаимодействуют с мальтийским крестом 26, а третий - на правой стороне поводковой шайбы и взаимодействует с мальтийским крестом 27.
За четверть оборота поводковой шайбы 25 рабочий ход первого пальца и мальтийского креста 26, вал 28 и жестко сидящая на нем коническая шестерня 29 также сделают четверть оборота.
Это движение через коническую шестерню 30 передается на вал 31 и далее через конические шестерни 32 и 33 на кривошип 34, поворачивающийся от 0 до 180° и отводящий кулису 35 из крайнего левого в крайнее правое положение. Кулиса 35 через тягу 36. отводит подающий рычаг 37 в крайнее правое положение, от чего рапира 16 войдет в открытый зев.
Через некоторое время, необходимое для поворота вала 24 на 30°, вступает в работу второй палец левой стороны поводковой шайбы. Мальтийский крест 26 совершает вторую четверть своего оборота, вращая вал 28, конические шестерни 29 и 30, вал 31, а также конический шестерни 32 и 33, вследствие чего кривошип 34 повернется от 180 до 360°, отводя кулису 35 из крайнего правого в крайнее левое положение. Кулиса 35 поведет за собой тягу 36 и отклонит подающий рычаг 37 также в крайнее левое положение, позволяя рапире, с захваченной нитью, выйти из зева.
С крючков нити спускаются поочередно при каждом новом образовании зева. За один полный оборот вала 31 через конические шестерни 38 и 39, вал 5 сделает также полный оборот. Шестерня 33 вращается во втулке, укрепленной на планке направляющей рамы. Шпоночная канавка на валу 31 не дает шестерне 39 проворачиваться. При движении подающей рамы 2 вал 5 свободно скользит в шестерне 39. На конце вала 5 укреплен эксцентрик 6, который передает свое движение через толкатель механизму автоматического спуска нитей. Механизм автоматического спуска нитей приходит в действие в момент переднего хода стрелы.
После того как закончится рабочий ход рапиры, третий палец поводковой шайбы 25 войдет в зацепление с мальтийским крестом 27.
Мальтийский крест 27 и шестерня 40 жестко сидят на общей трубке, которая свободно вращается вокруг оси 41.
За четверть оборота мальтийского креста и шестерни 40 вал 18, через жестко сидящую на нем шестерню 42, сделает половину оборота. Шестерня 43, жестко сидящая на валу 18, передает движение через шестерню 44 на вал 19.
Вал 19 и шестерня 44 за половину оборота вала 18 сделает один полный оборот. Оба колена вала 19 через шатуны 45 и стойки 46, укрепленные в щеках 10 на осевых шпильках, передают свое движение на бердо 47, которое прибивает нить и возвращается в начальное положение. За половину оборота вала 18 посредством двухколенчатых кривошипов 20 и тяг 21 происходит образование нового зева.
Вал 18 через эксцентрик 48 и толкатель 49 передает движение на храповик 50, толкающий косозубчатую рейку 9 подающей рамы 2 и отводящей ее на шаг переплетения.
При отходе подающей рамы 2 зубчатая рейка 7 также отодвигается и приводит во вращение шестерню 8, которая передает движение на винт 51. При вращении винта 51 опускается вниз гайка 52 и через тягу 53 опускает вниз ползун по направляющей 54 кулисы 35.
При движении ползуна 55 от точки А к точке Б угол качания подающего рычага 37 уменьшается, приближаясь к нулю, вследствие чего будет уменьшаться величина подачи рапиры в зев.
Выключение электродвигателя происходит в момент, когда все нити сняты с крючков, что соответствует положению ползуна 55 в точке Б.
При заправке станка основой подающая рама 2 сдвигается в крайнее правое положение таким образом, чтобы крючки прошли в глазки ремиз. При готовой основе подающая рама сдвигается влево до упора, после чего включается электродвигатель.
Для автоматического снятия нитей основы с крючков 56 применена пружина 57.
Освобождение крючков от пружины в момент снятия нити осуществляется взаимодействующей с задвижками 58 кареткой 59, совершающей возвратно-поступательное движение посредством подпружиненной храповой рейки 60 и системы толкателей 61 и кулачка 62, кинематически соединенного посредством механизма мальтийского креста с приводом станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сновально-ткацкий станок для тканья бесконечных приводных ремней | 1935 |
|
SU50111A1 |
| ПРЕРЫВАТЕЛЬ ДВИЖЕНИЯ ПРИВОДА РАПИРЫ ТКАЦКОГО СТАНКА | 2017 |
|
RU2662697C1 |
| Устройство для прокладывания уточной нити на рапирном ткацком станке | 1984 |
|
SU1254071A1 |
| Ткацкий автомат для выработки бортовой ткани | 1960 |
|
SU137470A1 |
| Зевообразовательный механизм к ткацким станкам, например "Уркварт" и "Паркер" | 1957 |
|
SU109547A1 |
| Машина для вязания сетей | 1934 |
|
SU44299A1 |
| ТКАЦКИЙ СТАНОК | 2000 |
|
RU2181153C1 |
| АВТОМАТИЧЕСКИЙ КРУГЛЫЙ ТКАЦКИЙ СТАНОК | 1938 |
|
SU65254A1 |
| Э. А. ОНИКСЕ, О. И. Сенатов, А. А. Забр-^ф ^" -'-.^^. j. ^^и 3. Я. РуткевичI ^ Рл;:;:.:;;'п, ,• -.• I:j\•"'-...< | 1966 |
|
SU188389A1 |
| Ткацкий станок тяжелого типа для выработки плотных широких тканей | 1950 |
|
SU91456A1 |
1. Ткацкий станок для изготовления косынок, с применением рамки с зажимами и крючками для закрепления основы, приспособления для сбрасывания основных нитей с крючков, зевообразовательного и прибойного механизмов и рапиры для проведения утка, отличающийся тем, что, с целью повышения производительности станка, рамка с основой совершает поступательное движение относительно зевообразовательного и прибойного механизмов при помощи эксцентрика и храпового механизма, кинематически соединенных посредством механизма мальтийского креста с приводом станка.
2. Форма выполнения станка по п. 1, отличающаяся тем, что для приведения в движение батана и ремиз применены коленчатые валы, кинематически соединенные посредством механизма мальтийского креста с приводом станка
3. Форма выполнения станка по п. 1, отличающаяся тем, что для приведения в движение рапир применен шатунно-кулисно-кривошипный механизм, кинематически соединенный посредством механизма мальтийского креста с приводом станка.
4. Форма выполнения станка по п. 1, отличающаяся тем, что для последовательного автоматического изменения хода рапиры применен приводимый в движение от рейки рамки ходовой винт, гайка которого соединена посредством тяги с шатунно-кулисно-кривошипным механизмом для перемещения кулисы.
5. Форма выполнения станка по п. 1, отличающаяся тем, что, с целью осуществления автоматического снятия нитей основы с крючков, последние выполнены подпружиненными, запираемыми задвижками и заключены в футляры, в которые входят головки крючков в момент снятия нити.
6. Форма выполнения станка по п. 1, отличающаяся тем, что для: освобождения крючков от пружины в момент снятия нити применена взаимодействующая с задвижками каретка, совершающая поступательное движение посредством подпружиненной храповой рейки и системы: толкателей, от кулачка кинематически соединенного посредством механизма мальтийского креста с приводом станка.
