1
Изобретение относится к машиностроительной технике и может быть использовано при комплектовании пакетов заданной высоты из разнотолщинНых пластин.
Известно устройство для комплектования пачек из листового материала, содержащее установленные на корпусе магазины для сортированных по толщине изделий и магазин для несортированных изделий, приемный бункер с подвижным основанием, кинематически связанным с гидроприводом, и блок управления с системой датчиков контроля высоты комплектуемых пакетов 1.
Принцип работы известного устройства заключается в том, что до определенной высоты, контролируемой двумя датчиками положения, пакет комплектуется из несортированных изделий, выдаваемых по одной из основного магазина, а замыкающие пластины выбираются из вспомогательных магазинов за счет взаимодействия датчика, установленного на основании приемного бункера, со ступенями линейки-копира, смонтированной на основании магазинов.
Недостатком известного устройства является его низкая производительность, так
как приемный бункер является одноместным и изделия вводятся в него по одной. Цель изобретения - повышение производительности устройства.
Указанная цель достигается тем, что известное устройство имеет закрепленные
5 на корпусе роликовые опоры и механизмы для вывода изделий, установленные в магазинах для сортированных изделий, а основание приемного бункера состоит из V-образной балки с пазами, в которых располо Ф жены роликовые опоры и каретки с ячейками для комплектуемых пакетов, установленной на роликовых опорах.
Кроме того, магазины установлены на корпусе неподвижно, а каждый из механизмов для вывода изделий состоит из силового цилиндра и кинематически связанного с его щтоком толкателя, причем каждый толкатель смонтирован в одном из магазинов для сортированных изделий.
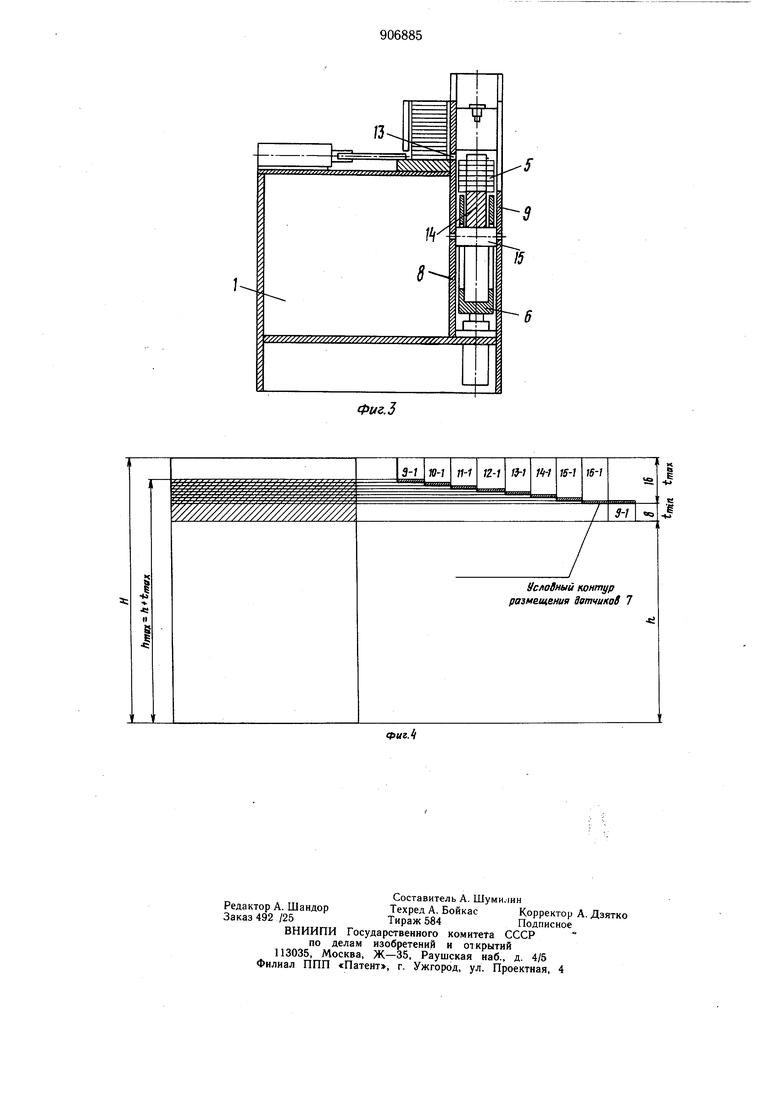
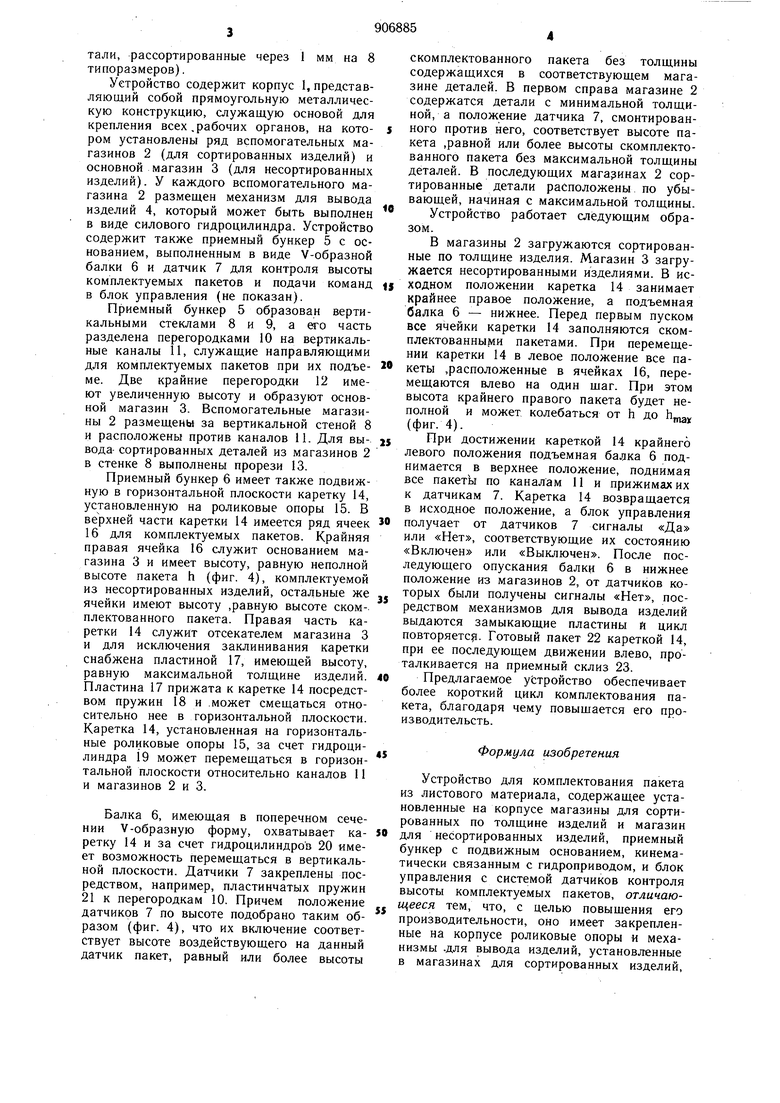
На фиг. 1-3 изображено устройство, 20 .общий вид; на фиг. 4 - пример метрологической схемы комплектования пакета (высотой Н из деталей толщиной от 8 до 16мм, в случае, когда в магазины загружены детали, рассортированные через 1 мм на 8 типоразмеров). Устройство содержит корпус 1, представляющий собой прямоугольную металлическую конструкцию, служащую основой для крепления всех,рабочих органов, на котором установлены ряд вспомогательных магазинов 2 (для сортированных изделий) и основной магазин 3 (для несортированных изделий). У каждого вспомогательного магазина 2 размещен механизм для вывода изделий 4, который может быть выполнен в виде силового гидроцилиндра. Устройство содержит также приемный бункер 5 с основанием, выполненным в виде V-образной балки б и датчик 7 для контроля высоты комплектуемых пакетов и подачи команд в блок управления (не показан). Приемный бункер 5 образован вертикальными стеклами 8 и 9, а его часть разделена перегородками 10 на вертикальные каналы 11, служащие направляющими для комплектуемых пакетов при их подъеме. Две крайние перегородки 12 имеют увеличенную высоту и образуют основной магазин 3. Вспомогательные магазины 2 размещены за вертикальной стеной 8 и расположены против каналов И. Для вывода- сортированных деталей из магазинов 2 в стенке 8 выполнены прорези 13. Приемный бункер 6 имеет также подвижную в горизонтальной плоскости каретку 14, установленную на роликовые опоры 15. В верхней части каретки 14 имеется ряд ячеек 16 для комплектуемых пакетов. Крайняя правая ячейка 16 служит основанием магазина 3 и имеет высоту, равную неполной высоте пакета h (фиг. 4), комплектуемой из несортированных изделий, остальные же ячейки имеют высоту ,равную высоте скомплектованного пакета. Правая часть каретки 14 служит отсекателем магазина 3 и для исключения заклинивания каретки снабжена пластиной 17, имеющей высоту, равную максимальной толщине изделий. Пластина 17 прижата к каретке 14 посредством пружин 18 и .может смещаться относительно нее в горизонтальной плоскости. Каретка 14, установленная на горизонтальные роликовые опоры 15, за счет гидроцилиндра 19 может перемещаться в горизонтальной плоскости относительно каналов 11 и магазинов 2 и 3. Балка 6, имеющая в поперечном сечении V-образную форму, охватывает каретку 14 и за счет гидроцилиндров 20 имеет возможность перемещаться в вертикальной плоскости. Датчики 7 закреплены посредством, например, пластинчатых пружин 21 к перегородкам 10. Причем положение датчиков 7 по высоте подобрано таким образом (фиг. 4), что их включение соответствует высоте воздействующего на данный датчик пакет, равный или более высоты скомплектованного пакета без толщины содержащихся в соответствующем магазине деталей. В первом справа магазине 2 содержатся детали с минимальной толщиной, а положение датчика 7, смонтированного против него, соответствует высоте пакета ,равной или более высоты скомплектованного пакета без максимальной толщины деталей. В последующих магазинах 2 сортированные детали расположены по убывающей, начиная с максимальной толщины. Устройство работает следующим образом. В магазины 2 загружаются сортированные по толщине изделия. Магазин 3 загружается несортированными изделиями. В исходном положении каретка 14 занимает крайнее правое положение, а подъемная балка 6 - нижнее. Перед первым пуском все ячейки каретки 14 заполняются скомплектованными пакетами. При перемещении каретки 14 в левое положение все пакеты ,расположенные в ячейках 16, перемещаются влево на один щаг. При этом высота крайнего правого пакета будет неполной и может колебаться от h до h, (фиг. 4). При достижении кареткой 14 крайнего левого положения подъемная балка 6 поднимается в верхнее положение, поднимая все пакеты по каналам 11 и прижимах их к датчикам 7. Каретка 14 возвращается в исходное положение, а блок управления получает от датчиков 7 сигналы «Да или «Нет, соответствующие их состоянию «Включен или «Выключен. После последующего опускания балки 6 в нижнее положение из магазинов 2, от датчиков которых были получены сигналы «Нет, посредством механизмов для вывода изделий выдаются замыкающие пластины и цикл повторяется. Готовый пакет 22 кареткой 14, при ее последующем движении влево, проталкивается на приемный склиз 23. Предлагаемое устройство обеспечивает более короткий цикл комплектования пакета, благодаря чему повыщается его производительсть. Формула изобретения Устройство для комплектования пакета из листового материала, содержащее установленные на корпусе магазины для сортированных по толщине изделий и магазин для несортированных изделий, приемный бункер с подвижным основанием, кинематически связанным с гидроприводом, и блок управления с системой датчиков контроля высоты комплектуемых пакетов, отличающееся тем, что, с целью повыщения его производительности, оно имеет закрепленные на корпусе роликовые опоры и механизмы -для вывода изделий, установленные в магазинах для сортированных изделий. а основание приемного бун-кера состоит из V-образной балки с пазами, в которых расположены роликовые опоры и каретки L/ClV ilvyilV rVV llUIL/vr«l IllWiJi- . iinj -4, С ячейками для комплектуемых пакетов, № установленной на роликовых опорах.
X SSSNS
У/у/////МУ/////У7////////У////////////////////. то
//////////////////////////////////Л Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР -. j-Г-, 710894, кл. В 65 Н 31/00, 1975 (проип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектования пакета листового материала | 1975 |
|
SU710894A1 |
| Устройство для комплектования и укладки в штабель листового материала | 1986 |
|
SU1470638A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2280557C1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| ТЕЛЕЖКА ДЛЯ КОМПЛЕКТОВАНИЯ ДЛЯ ТРАНСПОРТИРОВАНИЯ КОМПЛЕКТУЕМЫХ ИЗДЕЛИЙ | 2010 |
|
RU2457142C2 |
| Стеллажный штабелер для штучных грузов | 1972 |
|
SU472084A1 |
| Устройство для вывода скомплектованных стоп печатной продукци | 1989 |
|
SU1729982A1 |
| Линия формирования пакета кирпича на поддоне | 1989 |
|
SU1648781A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2279974C1 |
| КОМПЛЕКТОВЩИК КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2035302C1 |