12 в Я 9 10 11 № 15 16
3029 32 Л
Фиа1
Изобретение относится к промышленности строительных- материалов и может быть использовано для автоматизации процессов производства огнеупорных изделий и строительного кирпича.
Целью изобретения является повышение производительности формирования устойчивости пакета и упаковки сфор- мированного пакета.
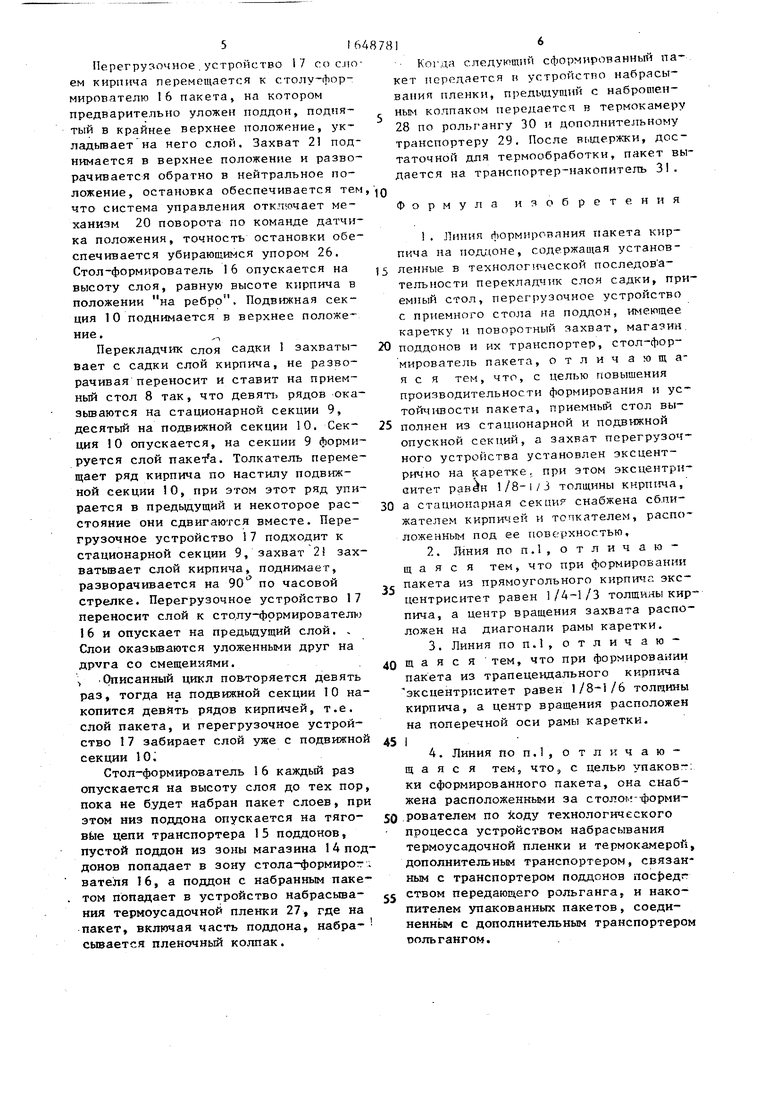
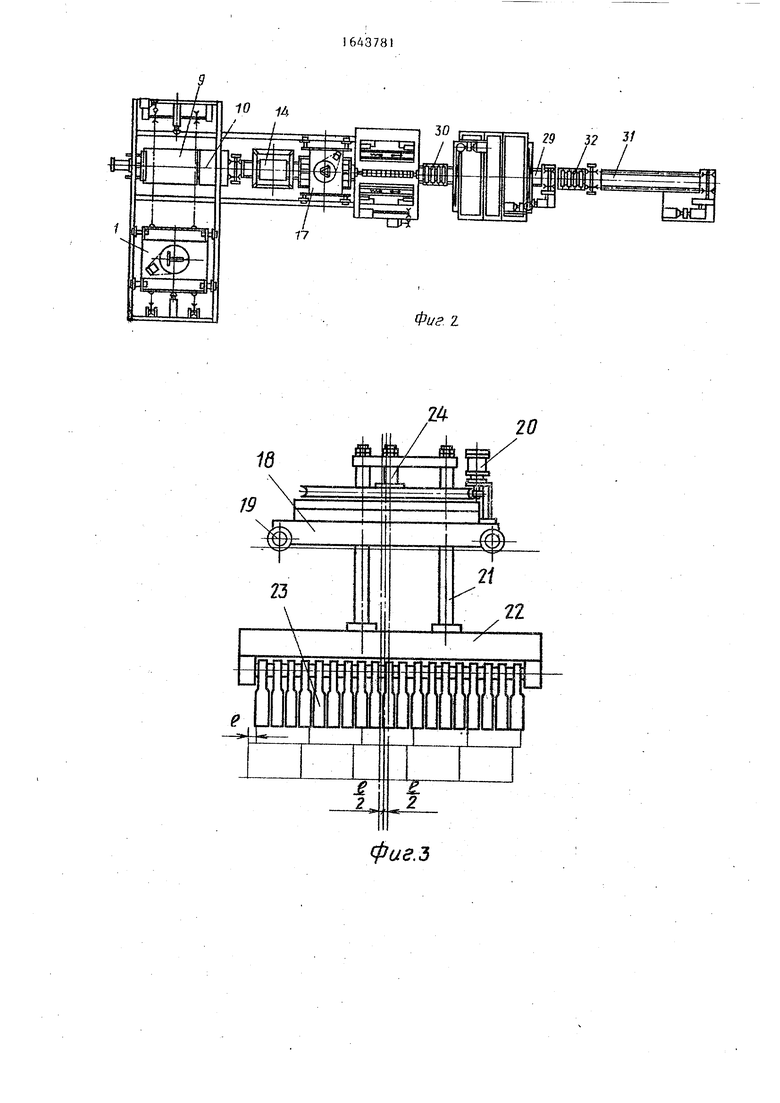
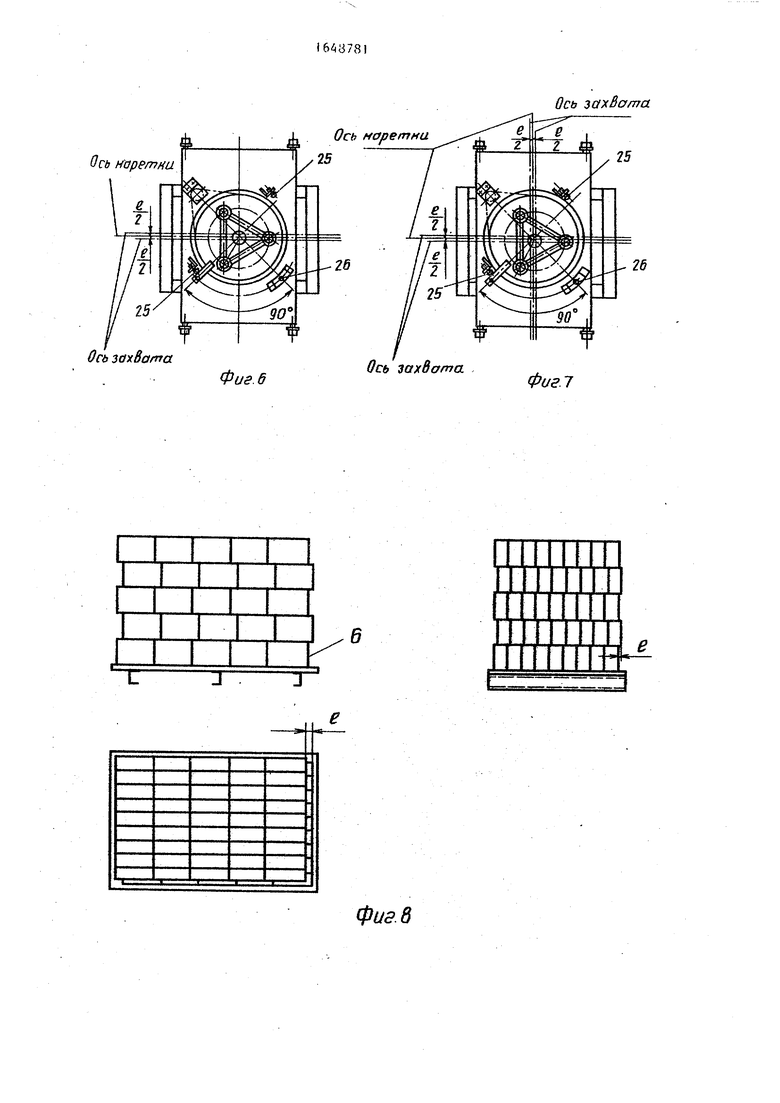
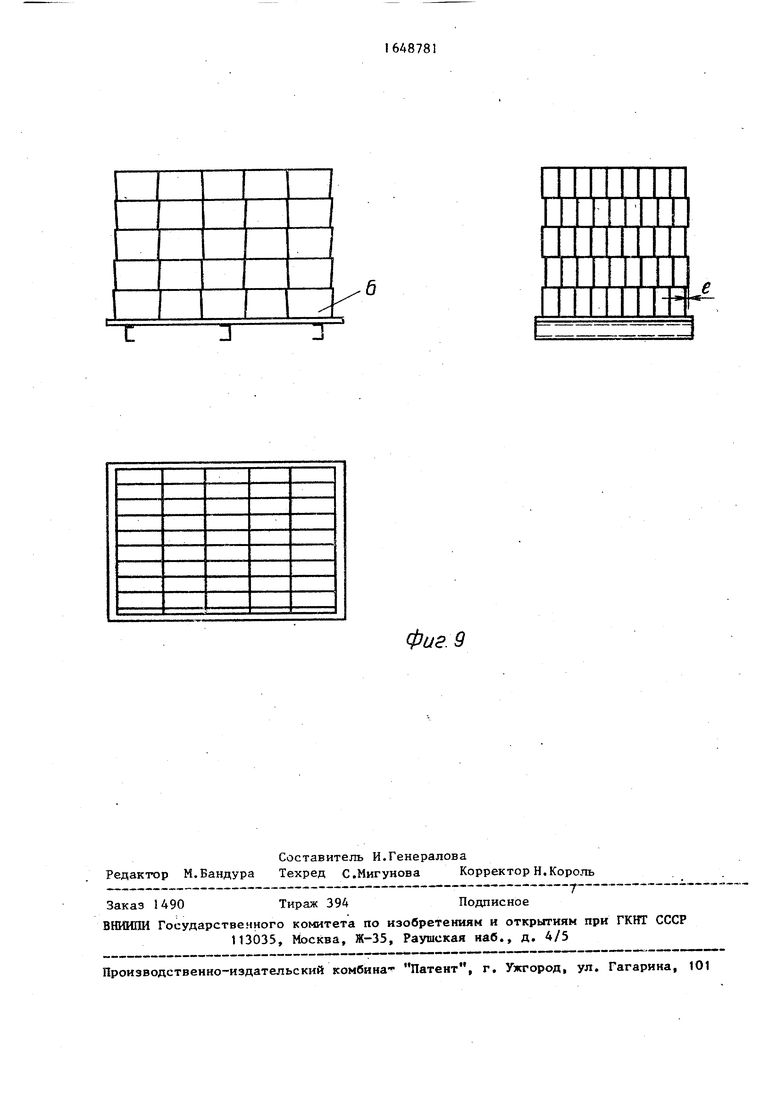
На фиг.1 изображено устройство, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - перегрузочное устройство; на фиг.4,5 - то же, вид сбоку; на фиг.6,7 - то же, вид сверху; на Лиг.8 - схема пакета прямоугольно.-. го кирпича; на фиг.9 - схема пакета трапецеидального кирпича.
Линия формирования пакета на под- доне содержит перекладчик слоя садки 1, включающий каретку 2, захват 3, механизм 4 поворота захвата, механизм 5 подъема захвата, перекладчик слоя 6 перемещается по направляющим 7. При- емный стол 8 включает стационарную 9 и подвижную 10 секции и механизм И подъема подвижной секции с подъемными рычагами в виде нюрнбергских ножниц и приводной гидроцилиндр. Сбли- жатель 12 ряда кирпичей, смонтированный на стационарной секции 9, содержит поперечную балку, закрепленную на двух направляющих, и приводной гид- роцилиндр. Толкатель ряда кирпичей на подвижной секции 10 имеет поперечную балку, закрепленную на двух направляющих, и приводной гидроцилиндр 13. Магазин 14 поддонов выполнен из подъемного стола, шарнирно-рычажной системы типа нюрнбергских ножниц и приводного гидроцилиндра. В линии также установлены транспортер 1 5 поддонов, стол-формирователь 16 пакета и перегрузочное устройство 17. Перегрузоч- ное устройство J 7 содержит каретку 18 с механизмом 19 передвижения и механизмом 20 поворота, на котором подвешен захват 21, состоящий из прямоугольной рамы 22 с приводными захват- ными рычагами 23, механизм 24 подъема захвата. Механизм 20 поворота выполнен реверсивным с возможностью работы по схеме: поворот от нейтрального положения на 90 по часовой стрел- ке - возврат в нейтральное положение, поворот от нейтрального положения на 90 против часовой стрелки - возврат в нейтральное положение.
Остановка механизма 20 поворота во всех положениях осуществляется командами системы управления от датчиков положения. Для обеспечения точности позиционирования предусмотрены стационарные упоры 25 для крайних положений и убирающийся упор 26 для нейтрального положения, выполненный, например, в виде шарикового или роликового фиксатора.
Для упаковки сформированного пакета в термоусадочную пленку линия может быть выполнена с устройством набрасывания термоусадочной пленки 27, включающим механизм подачи пленки (пленочного рукава), расправляющие рычаги, каретки со сварочными пленками , приводной нож, и термокамерой 28. Для транспортирования пакета через те рмокамеру 28 в режиме, отличном от режима транспортера 15 поддонов, предусмотрен дополнительный транспортер 29, связанный с транспортером 5 поддонов передающим рольгангом 30, и для накопления упакованных пакетов-транспорт тер-накопитель 31, связанный с транспортером 29 дополнительным рольгангом 32.
Автоматическая линия работает . следующим образом.
Перекладчик слоя садки 1 захваты-, вает с садки слой кирпича, разворачивает на 90 , ставит на приемный стол 8 таким образом, что девять рядов кирпичей оказываются на стационарной секции 9, а десятый ряд - на подвижной секции 10. Подвижная секция 10 опускается в нижнее положение, гидроцилиндр сближателя 12 рядов перемещает поперечную балку, которая сдвигает первый ряд кирпичей, который упирается во второй ряд кирпичей и сдвигает его. Ход сближателя рассчитан, так что ряды с первого по восьмой пододвигаются к девятому и получается сплошной слой кирпичей. Одновременно срабатывает гидроцилиндр 13 толкателя, его поперечная балка сдвигает по настилу подвижной секции десятый ряд кирпичей на величину, несколько превышающую толщину кирпича. Затем перегрузочное устройство 17 подходит к стационарной секции 9, захватывает слой рычагами 23, захват 2 механизмом 24 подъема поднимается и разворачивается от нейтрального положения
ф
на 90 против часовой стрелки, точность остановки обеспечивает упор 25.
516
Перегрузочное устройство 17 со спо ем кирпича перемещается к столу-формирователю 16 пакета, на котором предваритепъно уложен поддон, поднятый в крайнее верхнее положение, укладывает на него слой. Захват 21 поднимается в верхнее положение и разворачивается обратно в нейтральное положение, остановка обеспечивается тем что система управления откточает механизм 20 поворота по команде датчика положения, точность остановки обеспечивается убирающимся упором 26. Стол-формирователь 16 опускается на высоту слоя, равную высоте кирпича в положении на ребро. Подвижная секция 10 поднимается в верхнее положение .
Перекладчик слоя садки 1 захватывает с садки слой кирпича, не разворачивая переносит и ставит на приемный стол 8 так, что девять рядов оказываются на стационарной секции 9, десятый на подвижной секции 10. Секция 10 опускается, на секции 9 формируется слой пакет а. Толкатель перемещает ряд кирпича по настилу подвижной секции 10, при этом этот ряд упирается в предыдущий и некоторое расстояние они сдвигаются вместе. Перегрузочное устройство 17 подходит к стационарной секции 9, захват 2 зах
ватывает слой кирпича, поднимает, разворачивается на 9015 по часовой стрелке. Перегрузочное устройство 17 переносит слой к столу-формирователм 16 и опускает на предыдущий слой. .. Слои оказываются уложенными друг на flpvra со смещениями. .Описанный цикл пов/горяется девять раз, тогда на подвижной секции 10 накопится девять рядов кирпичей, т.е. слой пакета, и перегрузочное устройство 17 забирает слой уже с подвижной секции Qi
Стол-формирозатель 16 каждый раз опускается на высоту слоя до тех пор, пока не будет набран пакет слоев, при этом низ поддона опускается на тяговые цепи транспортера 15 поддонов, пустой поддон из зоны магазина 14 поддонов попадает в зону стола-формиро- . вателя 16, а поддон с набранным пакетом попадает в устройство набрасывания термоусадочной пленки 27, где на пакет, включая часть поддона, набра- еывается пленочный колпак.
Koi т,а следующий сформированный пакет передается в устройство набрасывания пленки, предыдущий с наброшенным коштаком передается в термокамеру 28 по рольгангу 30 и дополнительному транспортеру 29. После выдержки, достаточной для термообработки, пакет выдается на транспортер-накопитель 31.
Формула изобретения
1 . Линия формирования пакета кирпича на поддоне, содержащая установленные в технологической последовательности перекладчик слоя садки, приемный стол, перегрузочное устройство с приемного стола на поддон, имеющее каретку и поворотный захват, магазин
поддонов и их транспортер, стол-формирователь пакета, отличающаяся тем, что, с целью повышения производительности формирования и устойчивости пакета, приемный стол выполней из стационарной и подвижной опускной секций, а захват перегрузочного устройства установлен эксцентрично на каретке, при этом эксцентриситет l/8-l/3 толщины кирпича,
а стационарная секция снабжена сбпи- жателем кирпичей и точкателем, расположенным под ее поверхностью,
2.Лшия по п.1, отличающая с я тем, что при формировании пакета из прямоугольного кирпича эксцентриситет равен 1/4-1/3 толщины кирпича, а центр вращения захвата расположен на диагонали рамы каретки.
3.Линия поп.1,отличаю и а я с я тем, что при формировании
пакета из трапецеидального кирпича эксцентриситет равен 1/8-1/6 толщины
кирпича, а центр вращения расположен на поперечной оси рамы каретки.
4. Линия по п.1, отличающая с я тем, что, с целью упаковки сформированного пакета, ока снабжена расположенными за столом-формирователем по ходу технологического процесса устройством набрасывания термоусадочной пленки и термокамерой, дополнительным транспортером, связан ным с транспортером поддснов посредг
ством передающего рольганга} и накопителем упакованных пакетов, соединенным с дополнительным транспортером тхшьгакгом.
ОС r.
СО
vise
L
л.
О in
ЈZ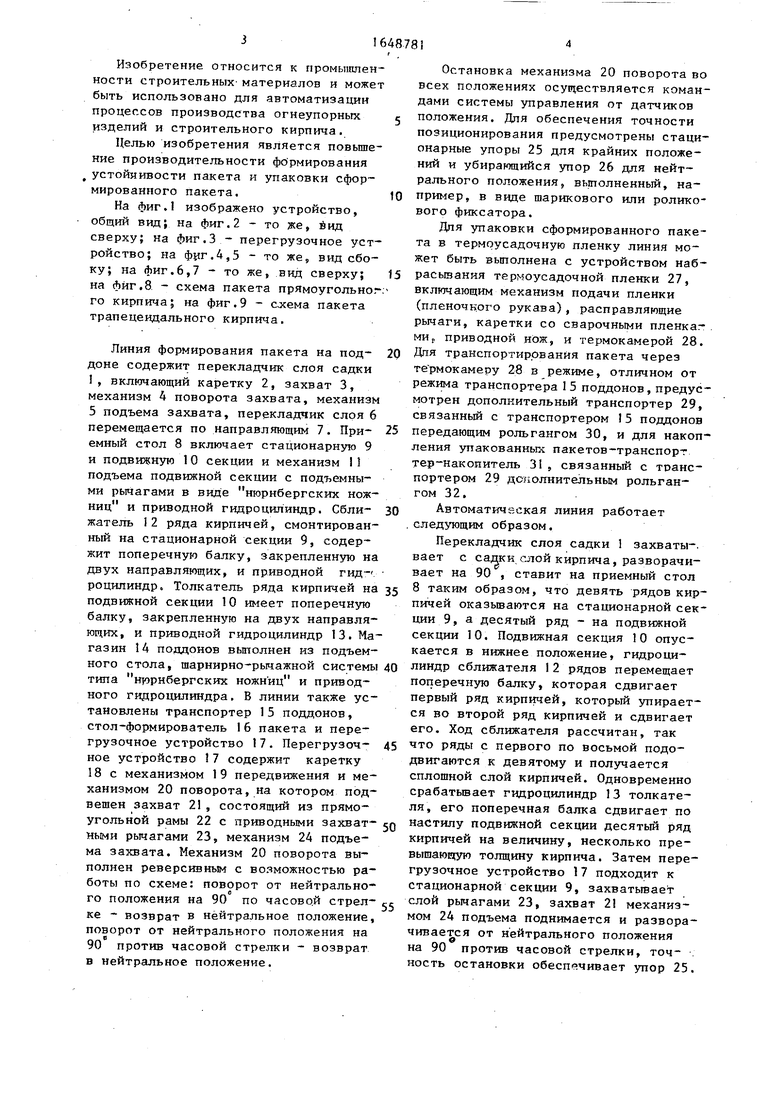
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1986 |
|
SU1379120A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098800A1 |
| Устройство для многостолбиковой укладки кирпича-сырца | 1978 |
|
SU770801A1 |
| УСТРОЙСТВО для УКЛАДКИ КИРПИЧА-СЫРЦА НА ВАГОНЕТКУ | 1973 |
|
SU368043A1 |
| Устройство для съема кирпича сырца с пресса и формирования столбиковой садки | 1977 |
|
SU701811A1 |
| Устройство для формирования садки изделий | 1980 |
|
SU939215A1 |
Изобретение относится к производству строительных материалов и мо- жет быть использовано для автоматизации процессов производства огнеупорных изделий и строительного кирпича. Цель изобретения - повышение производительности формирования и обеспечения устойчивости пакета. Линия формирования пакета кирпича на поддоне содержит перекладчик слоя садки 1, приемный стол 8, включающий стационарную 9 и подвижную 10 секции, механизм И подъема подвижной секции, сближатель 12 рядов кирпичей на стационарной секции, толкатель ряда кирпичей на подвижной секции, магазин 14 поддонов, транспортер 15 поддонов, стол- формирователь 16 пакетов, перегрузочное устройство 17, выполненное с возможностью укладки чередующихся слоев со сдвигом на 1/4-1/3 толщины кирпича по осям поддона. Линия может включать устройство для набрасывания термоусадочной пленки и термокамеру. 3 з.п.ф-лы, 9 ил. IB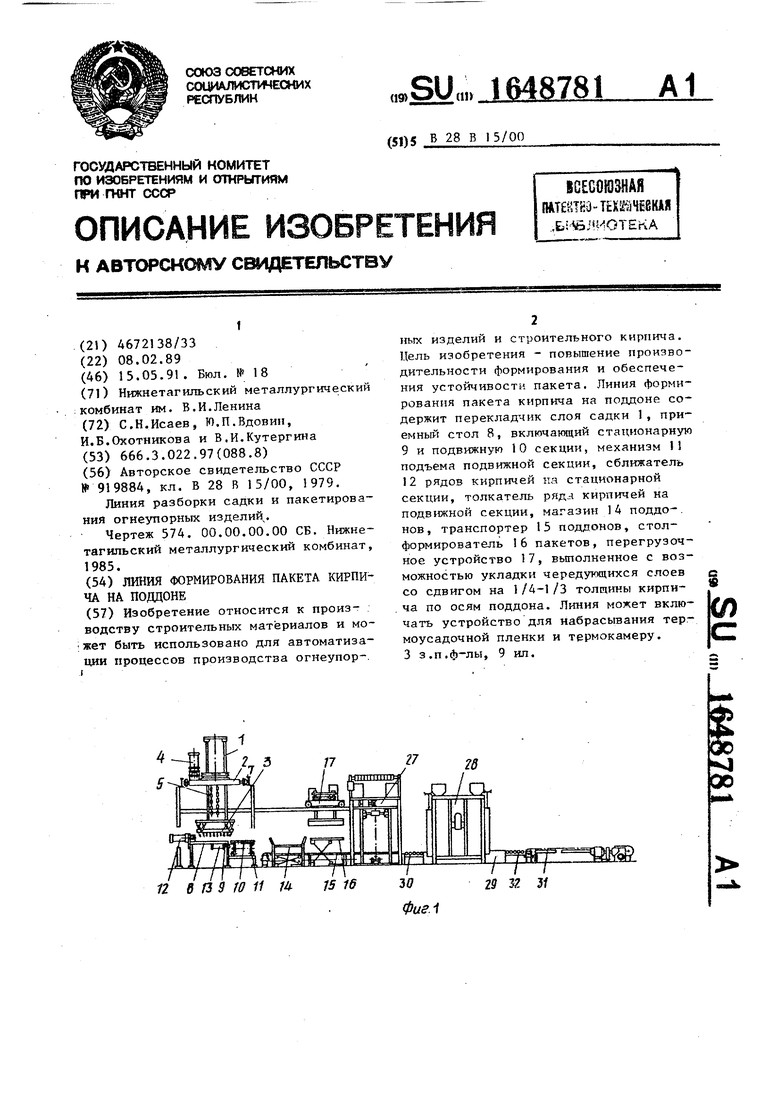
в J| 1
ЯШОдхОС JQ Т -. qjQ
1
Гл. I
«1/ ,
ЈZ
-ргяф
/ ,
J
rt.JL
JL I
Я
2Г
12Пф
owpgxat 43Q
vtuagxDt iJff
Л I Г I ГТ
LL
I I i i i i
i i i i i
дгпф
вшодхрс qjQ
ПНШдйоя QJQ
lbVRI 9l
h±
фиг 9
| Устройство для укладки керамических изделий на печную вагонетку | 1979 |
|
SU919884A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Линия разборки садки и пакетирования огнеупорных изделийх | |||
| Приспособление для обучения правильному ведению смычка на смычковых инструментах | 1924 |
|
SU574A1 |
| 00.00.00.00 СБ | |||
| Нижнетагильский металлургический комбинат, 1985. | |||
