дополнительных магазинов, расположенных в один ряд. Количество магазинов зависит от выбранного количества размерньсс групп, обеспечивающих набор пакетов по высоте с заданной точностью. Расположены дополнительные магазины следующим образом: крайний правый магазин предназначен для несортированных деталей, остальные предназначены для сортированных по толщине деталей и размещены справа налево в порядке возрастания размера групп. Конструктивно магазины представляют собой вертикальные направляющие. 5, имеющие в нижней части пазы 6 для прохода деталей по одной. В нижней части каретки 2 смонтирована ступенчатая линейка-копир 7, координаты выступов 8 которой соответствуют как расположению магазинов 6 каретки, так и толщине содержаадахся в них деталей (расстояние между выступами равно расстоянию между соответствуюц.ими магазинами, а высота выступов относительно постоянного уровня совпадает с толщиной деталей в соответствующем магазине), т.е. каждому магазину соответствует свой выступ линейкикопира, характеризуюичий как местоположение магазина в каретке, так и толщину находя1чихся в ней деталей.
Отсекатель 3 служит для перемещения деталей по од:чой из магазинов каретки 2 на подвижное основание 9 приемного бункера 4. Конструктивно он представляет собой горизонтальный пластинчатый ползун, соединенный со штоком .Пдроцнлпндра 10.
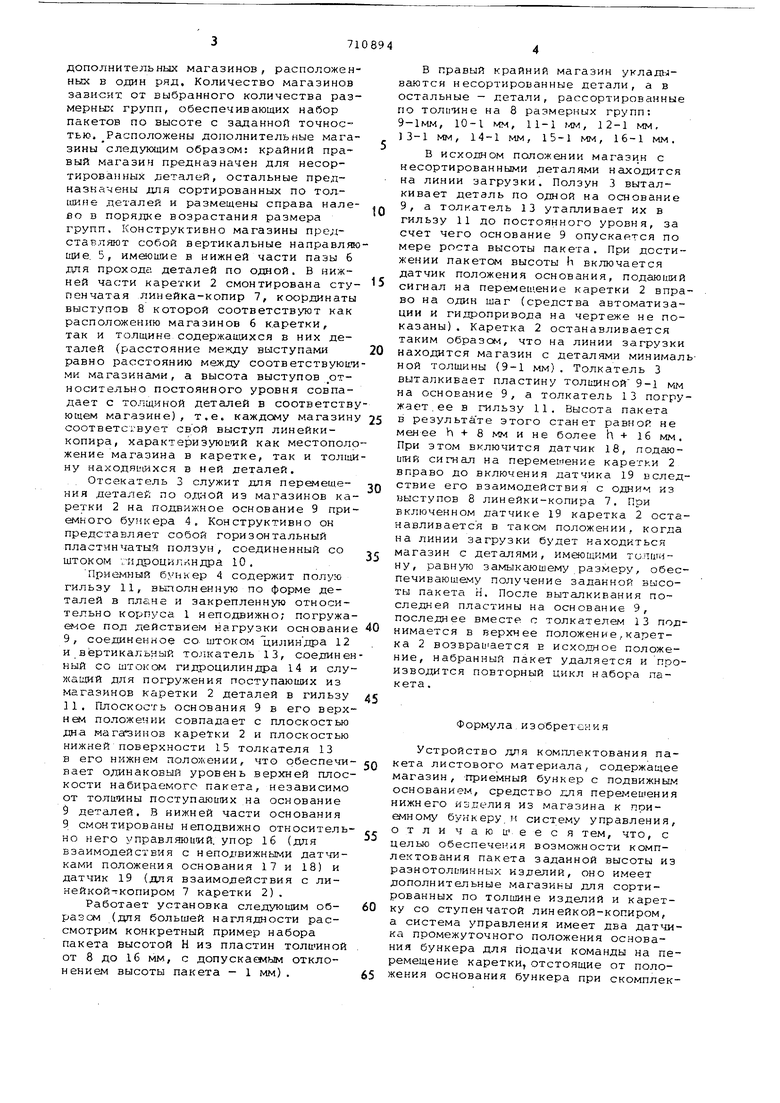
Прие1/1ный бункер 4 содержит полую гильзу 11, выполненную по форме деталей в плсше и закрепленную относительно корпуса 1 неподвижно; погружаемое под действием нагрузки основание 9, соединенное со штоком цилиндра 12 и вертикальный толкатель 13, соединенный со штoкo гидроцилиндра 14 и служащий для погружения поступающих из магазинов каретки 2 деталей в гильзу 11. Плоскость основания 9 в его верхнем положении совпадает с плоскостью дна мага°зинов каре1гки 2 и плоскостью нижней поверхности 15 толкателя 13 в его нижнем положении, что обеспечивает одинаковый уровень верхней плоскости набираемого пакета, независимо от толцины поступающих на основание 5 деталей. В нижней части основания 9 смонтированы неподвижно относительно него управляющий, упор 16 (для взаимодействия с неподвижными датчиками положения основания 17 и 18) и датчик 19 (для взаимодействия с линейкой-:-копиром 7 каретки 2) .
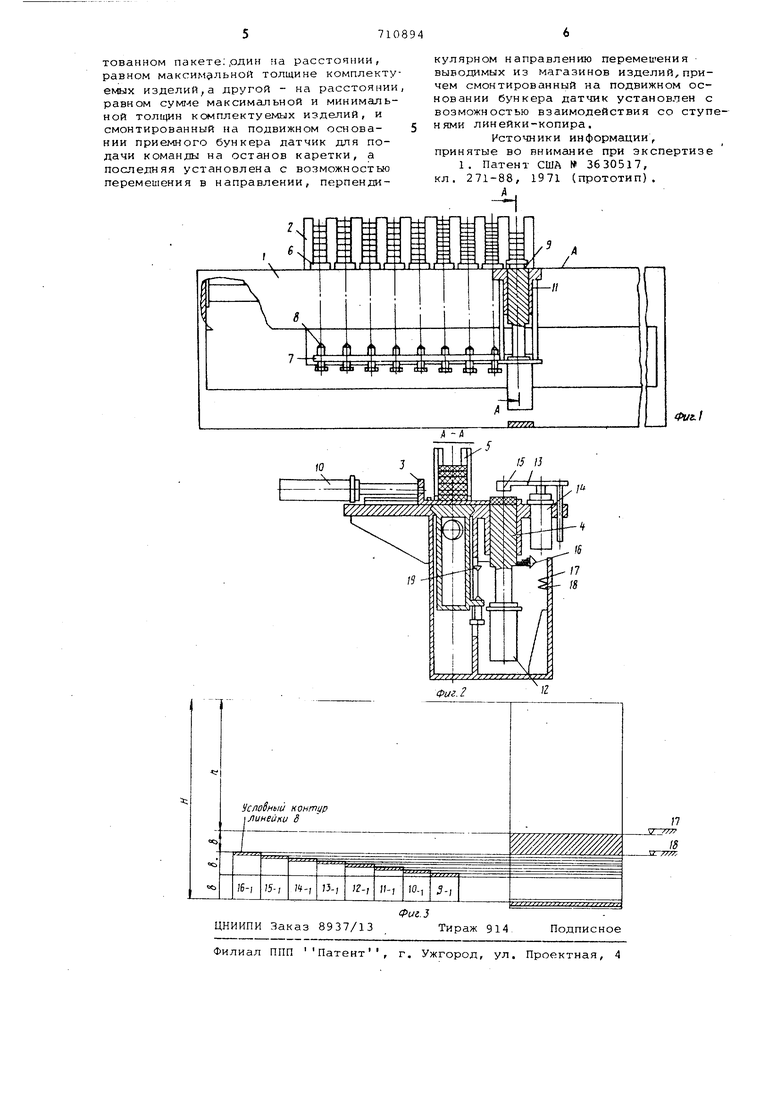
Работает установка следующим образом (для большей наглядности рассмотрим конкретный пример набора пакета высотой Н из пластин толщиной от 8 до 16 мм, с допускаемым отклонением высоты пакета - 1 мм).
В правый крайний магазин укладываются несортированные детали, а в остальные - детали, рассортированные по толпине на 8 размерных групп: 9-1ММ, 10-1 мм, 11-1 f-iM, 12-1 мм, J3-1 мм, 14-1 мм, 15-1 мм, 16-1 мм.
В исходном положении магази н с несортированными деталями находится на линии загрузки. Ползун 3 выталкивает деталь по одной на основание 9, а толкатель 13 утапливает их в гильзу 11 до постоянного уровня, за счет чего основание 9 опускается по мере роста высоты пакета. При достижении пакетом высоты h включается датчик положения основания, подающий сигнал на перемещение каретки 2 вправо на один шаг (средства автоматизации и гидропривода на чертеже не показаны) . Каретка 2 останавливается таким образом, что на линии загрузки находится магазин с деталями минималной толщины (9-1 мм). Толкатель 3 выталкивает пластину толщиной 9-1 мм на основание 9, а толкатель 13 погружает, ее в гильзу 11. Высота пакета в результате этого станет равной не менее h + 8 мм и не более И + 16 мм. При зтом включится датчик 18, подаюимй сигнал на перемещение каретки 2 вправо до включения датчика 19 вследствие его взаимодействия с одним из выступов 8 линейки-копира 7. При включенном датчике 19 каретка 2 останавливается в таком положении, когда на линии загрузки будет находиться магазин с деталями, имеющими толщину, равную замыкающему размеру, обеспечивающему получение заданной высоты пакета Н. После выталкивания последней пластины на основание 9, последнее вместе с толкателем 13 поднимается в верхнее положение ., каретка 2 возвраиается Е исхо.ттиое положение, набранный пакет удаляется и производится повторный цикл набора пакета.
Формула,и 3 обретен и я
Устройство для ком 1лектования пакета листового материала, содержащее магазин, приемный бункер с подвижным основаниег-1, средство пере1.{ещения нижнего изделия из магазина к приемному бункеру.м систему управления, отли чаю щеес ятем, что, с целью обеспече1- ия возможности комплектования пакета заданной высоты из разнотолыинных изделий, оно имеет дополнительные магазины для сортированных по толщине изделий и каретку со ступенчатой линейкой-копиром, а система управления имеет два датчика промежуточного положения основания бункера для подачи команды на перемещение каретки, отстоящие от положения основания бункера при скомплектованном пакете:,один ма расстоянии, равном максимальной толщине комплекту емых изделий,а другой - на расстояни равном максимальной и минималь ной толщин комплектуем)глх изделий, и смонтированный на подвижном основании приемного бункера датчик для подачи команды на останов каретки, а последняя установлена с возможностью перемещения в направлении, перпендиО - Ш
-fb Nn Ш
- --Ц-:| ,
-Ш| |р.Ш
Фиг. 2 кулярном направлению перемешения выводимых из магазинов изделий,причем смонтированный на подвижном основании бункера датчик установлен с возможностью взаимодействия со ступенями линейки-копира. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3630517, кл. 271-88, 1971 (прототип).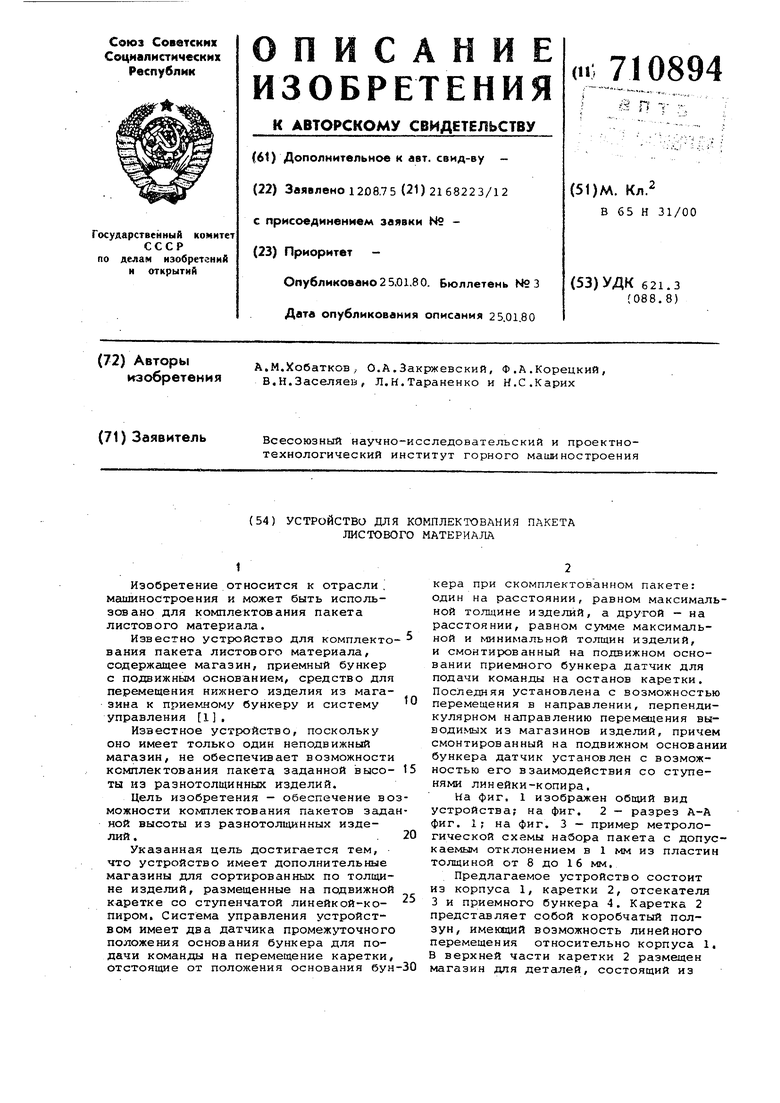
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектования пакета из листового материала | 1979 |
|
SU906885A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| Устройство для отделения заготовки от стопы | 1990 |
|
SU1784370A1 |
| Устройство для укладки в пакет штучных предметов | 1981 |
|
SU1009906A1 |
| Линия для изготовления строительных изделий | 1988 |
|
SU1636223A1 |
| Линия формирования пакета кирпича на поддоне | 1989 |
|
SU1648781A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2279974C1 |
