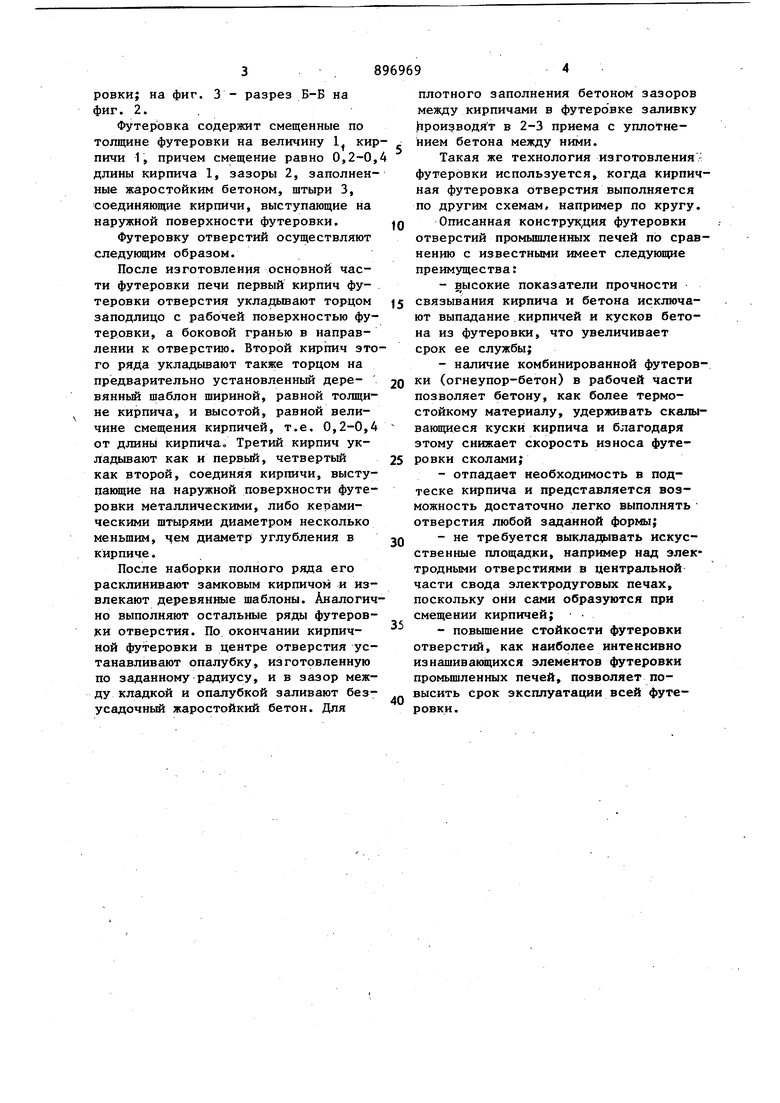
18 Изобретение относится к металлургической промьпиленности и прсмьш ленности строительных материалов и может быть использовано в промьшшенных печах при изготовлении футеровки отверстий, например, электродных, газоотсосных, газокислородных и др. Известна в промышленных печах футеровка отверстий под уплотнитель .плазматрона, графитовые электроды, топливные форсунки и для отбора горячего воздуха, выполненная только из огнеупорного кирпича и оформленная в виде круглрго либо прямоугольного сечения. Недостатком такой футеровки является небольшой срок ее службы в связи с интенсивным разрушением кирпича под воздействием термических напряжений, газопеременной среды и реагентов рабочего пространства печи, а также большой процент подтески кирпича при кладке (до 20%). Наиболее близкой по технической сущности к изобретению является огне упорная футеровка электродных и газо вого отверстий в промьшленной печи, включающая формирующие отверстия огнеупорную кладку из кирпичей, уложен- зо в ных торцом к поверхности нагрева, и жаростойкий бетон. Недостатком данной футеровки отверстий является высокая скорость ее износа вследствие низкой прочности связывания кирпича и бетона из-за малой площади их соприкосновения. По этой причине в процессе эксплуата ции происходит отрыв бетона от повер ности кирпича, что сопровождается последующим выпаданием кусков бетона при отслаивании, либо выпаданием кир пичей из футеровки при скалывании. Целью изобретения является повыше ние стойкости футеровки за счет увеличения поверхности соприкосновения кирпича и бетона. Указанная цель достигается тем, что в футеровке отверстий сводов и стен промьшшенных печей, содержащей уложенные торцом к поверхности нагре ва кирпичи и жаростойкий бетон, кирпичи установлены со смещением относительно друг друга по толщине футеровки на 0,2-0,4 длины кирпича и с образованием в результате смещения зазоров. При.этом последние заполнен бетоном. Кроме того, целесообразно кирпичи, выступающие на наружной поверхности футеровки, соединять между собой штырЯМИ. Сущность изобретения состоит в том, что смещение кирпичей по толщине кладки позволяет в 2-3 раза увеличить поверхность (площадь) соприкосновения кирпича и бетона. Причем соприкосновение осуществляется не в одной, а в трех плоскостях, т.е. каждый кирпич обволакивается (контактирует) бетоном со стороны боковой грани, торца и плашки, образуя монолитную футеровку с высокими показателями прочности связи между кирпичом и бетоном. Армирование же бетона в наружной части кладки путем соединения выступающих.кирпичей штырями способствует дополнительному увеличению этой прочности связывания. Экспериментально установлено, что величина смещения кирпичей в ряду кладки по толщине футеровки должна составлять 0,2-0,4 от длины кирпича. Превышение верхнего предела смещения кирпичей приводит к снижению строительной прочности кладки ряда связи с трудностью выполнения операции расклинивания кладки замковым кирпичом. Уменьшение величины нижнего предела нецелесообразно, поскольку довольно быстро (практически после первого скола) исчезает эффект от применения бетона в рабочей части кладки. Экспериментально установлено, что в про :цессе эксплуатации скалывание кирпичей происходит параллельно поверхности нагрева на расстоянии 30-50 мм от нее. Если величина смещения кирпичей длиной 230 и 300мм (ГОСТ 10888-76) будет меньше, чем 0,2 длины кирпича, то линия заполнения бетоном пространства между кирпичами со стороны рабочей поверхности будет совпадать с расположением трещин в кирпичах, что приведет к совместному их сколу. При этом заметно уменьшится площадь соприкосновения, а следовательно, и прочность связывания кирпича и бетона, а также исчезнет эффект от механического удержания скалывающихся кусков кирпича слоем более термостойкого бе- тора. На фиг. 1 изображен разрез А-А на фиг. 2; на фиг. 2 - вид сверху футеровки; на фиг. 3 - разрез Б-Б на фиг. 2. . Футеровка содержит смещенные по толщине футеровки на величину 1 кир пичи 1, причем смещение равно 0,2-0, длины кирпича 1, зазоры 2, заполненные жаростойким бетоном, штыри 3, соединяющие кирпичи, выступающие на наружной поверхности футеровки. Футеровку отверстий осуществляют следующим образом. После изготовления основной части футеровки печи первый кирпич футеровки отверстия укладьшают торцом заподлицо с рабочей поверхностью футеровки, а боковой гранью в направлении к отверстию. Второй кирпич это го ряда укладьшают также торцом на предварительно установленный деревянный шаблон шириной, равной толщине кирпича, и высотой, равной величине смещения кирпичей, т.е. 0,2-0,4 от длины кирпича. Третий кирпич укладывают как и первый, четвертый как второй, соединяя кирпичи, выступающие на наружной поверхности футеровки металлическими, либо керамическими штырями диаметром несколько меньшим, цем диаметр углубления в кирпиче. После наборки полного ряда его расклинивают замковым кирпичом и извлекают деревянные шаблоны. Аналогич но выполняют остальные ряды футеровки отверстия. По окончании кирпичной футеровки в центре отверстия устанавливают опалубку, изготовленную по заданному радиусу, и в зазор между кладкой и опалубкой заливают безусадочный жаростойкий бетон. Для плотного заполнения бетоном зазоров между кирпичами в футеровке заливку |1роизводят в 2-3 приема с уплотнением бетона между ними. Такая же технология изготовления футеровки используется, когда кирпичная футеровка отверстия выполняется по другим схемам, например по кругу. Описанная конструкция футеровки отверстий промышленных печей по сравнению с известными имеет следующие преимущества: -высокие показатели прочности связывания кирпича и бетона исключают выпадание кирпичей и кусков бетона из футеровки, что увеличивает срок ее службы; -наличие комбинированной футеровки (огнеупор-бетон) в рабочей части позволяет бетону, как более термостойкому материалу, удерживать скалывающиеся куски кирпича и благодаря этому снижает скорость износа футеровки сколами; -отпадает необходимость в подтеске кирпича и представляется возможность достаточно легко выполнять отверстия любой заданной формы; -не требуется выкладывать искусственные площадки, например над элек тродными отверстиями в центральной части свода электродуговых печах, поскольку они сами образуются при смещении кирпичей; -повышение стойкости футеровки отверстий, как наиболее интенсивно изнашивающихся элементов футеровки промьш1ленных печей позволяет повысить срок эксплуатации всей футеровки.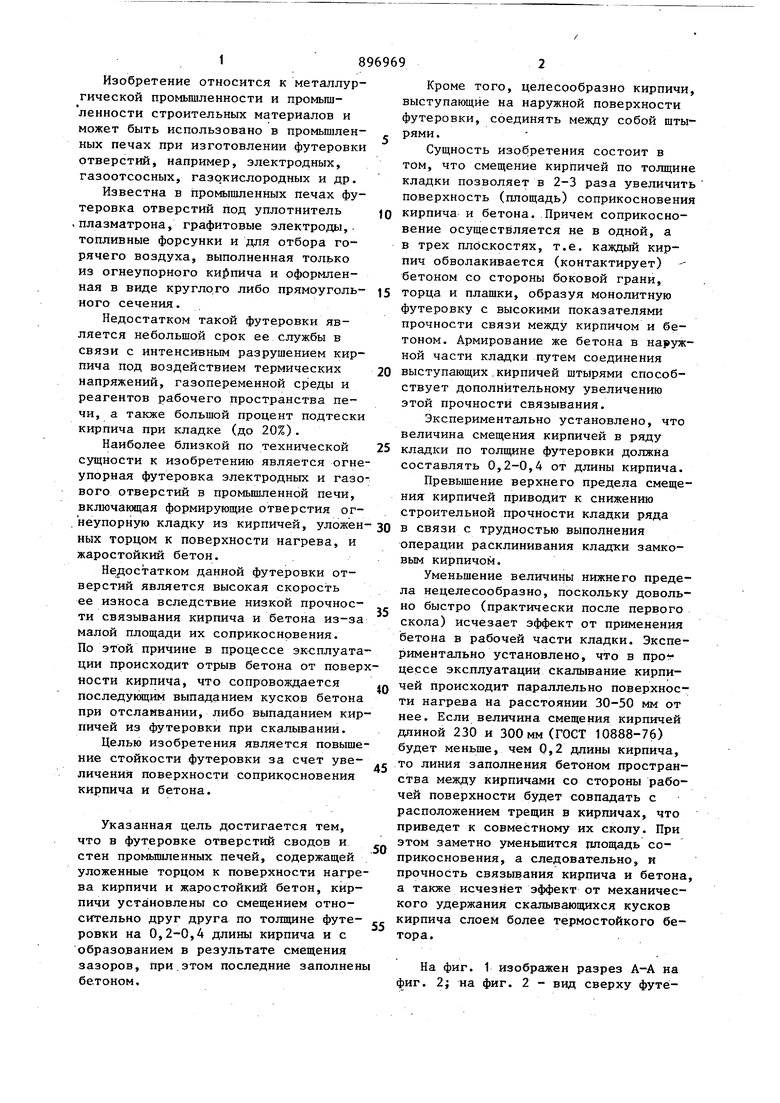
| название | год | авторы | номер документа |
|---|---|---|---|
| Свод промышленной печи | 1980 |
|
SU896972A1 |
| Свод плавильной печи | 1979 |
|
SU832289A1 |
| Свод промышленной печи | 1980 |
|
SU917595A1 |
| Свод промышленной печи | 1981 |
|
SU1009166A1 |
| Свод промышленной печи | 1981 |
|
SU996832A1 |
| Свод плавильной печи | 1987 |
|
SU1435914A1 |
| Свод промышленной печи | 1980 |
|
SU916943A1 |
| Свод промышленной печи | 1981 |
|
SU991123A1 |
| ОГНЕУПОРНЫЙ КАМЕНЬ ДЛЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 1995 |
|
RU2082928C1 |
| Огнеупорный раствор | 1981 |
|
SU986900A1 |
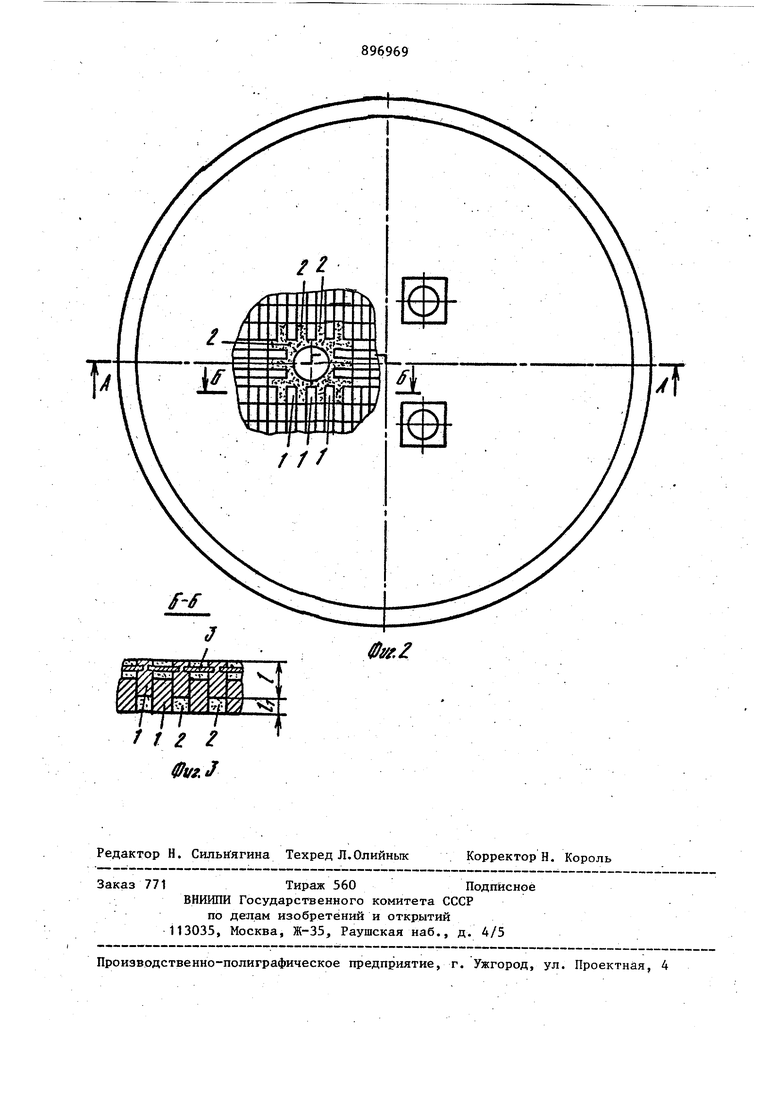
1. ФУТЕРОВКА ОТВЕРСТИЙ СВОДОВ И СТЕН ПРОМЫШЛЕННЫХ ПЕЧЕЙ, содержащая уложенные торцом к поверхности нагрева кирпичи и жаростойкий бетон, отличающаяся тем, что, с целью повьшения ее стойкости за счет увеличения поверхности соприкосновения кирпича и бетона, кирпичи установлены оо смещением относительно круг круга по толщине .футеровки на 0,2-0,4 длины кирпича и с образованием в результате смещения зазоров, при этом последние заполнены бетоном. 2. Футеровка по п.1, отличающаяся тем, что кирпичи, 9 выступающие на ее наружной поверхности, соединены между собой штырями. 00 CD Од СО О) СО
| Пилипчатин А.Д | |||
| и др | |||
| Испытание различных огнеупоров в своде плазменной печи | |||
| Журнал Металлург, М, Металлургия, 1975, № 7, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Тайкабуцу, 1977, т | |||
| Солесос | 1922 |
|
SU29A1 |
