со
Од
а
Изобретение относится к области черной металлургии, конкретнее к устройству футеровки сводов плазменных или электродуговых печей.
Известен свод электродуговой печи, включающий огнеупорную йладку из сводовых изделий и швы между ними, заполненные огнеупорным раствором на основе магнезиального мертеля, Q при этом известно, что толщина швов между изделиями при заполнении мертелями не превьшает 3 мм. Недостатком этой конструкции свода является низкая стойкость футеровки, поскольку тонкий материальный шов далеко не в, полной мере компенси рует термическое расширение кирпичей в процессе эксплуатации и прочностные свойства его оказываются недостаточными для механического удержания скалывающихся кусков кирпича. Наиболее близким по технической сущности и достигаемому результату является свод плавильной электропечи включающий огнеупорную кладку периферийной части из сводовых изделий и швы между ними, заполненные огйеупорным раствором, толщиной 0,150,25 толщины сводовых изделий и футеровку центральной части свода. Зерновой состав отощителя идентичен зерновому составу шихты, используемой для изготовления этих изделий Наличие толстых швов в центрально части свода предопределяет сравнительно невысокую строительную прочность этого участка кладки в связи со снижением расклинивающих усилий, которые создают путем забивания замковых кирпичей по окончанию наборки свода. Низкая строительная прочность центральной части футеровки под воздействием условий эксплуатации .обуславливает заметное разупрочнение это го участка кладки, в связи с нем свод снимают при остаточной толщине несколько большей, чем допустимая, что сокращает срок его эксплуатации.Этому же способствует и низкая прочност сцепления между кирпичом и огнеупорной массой (бетоном) в случае бетонирования футеровки отверстий под электроды (плазматроны). Целью изобретения является увеличение срока службы свода и повышение прочности футеровки в центральной его части.
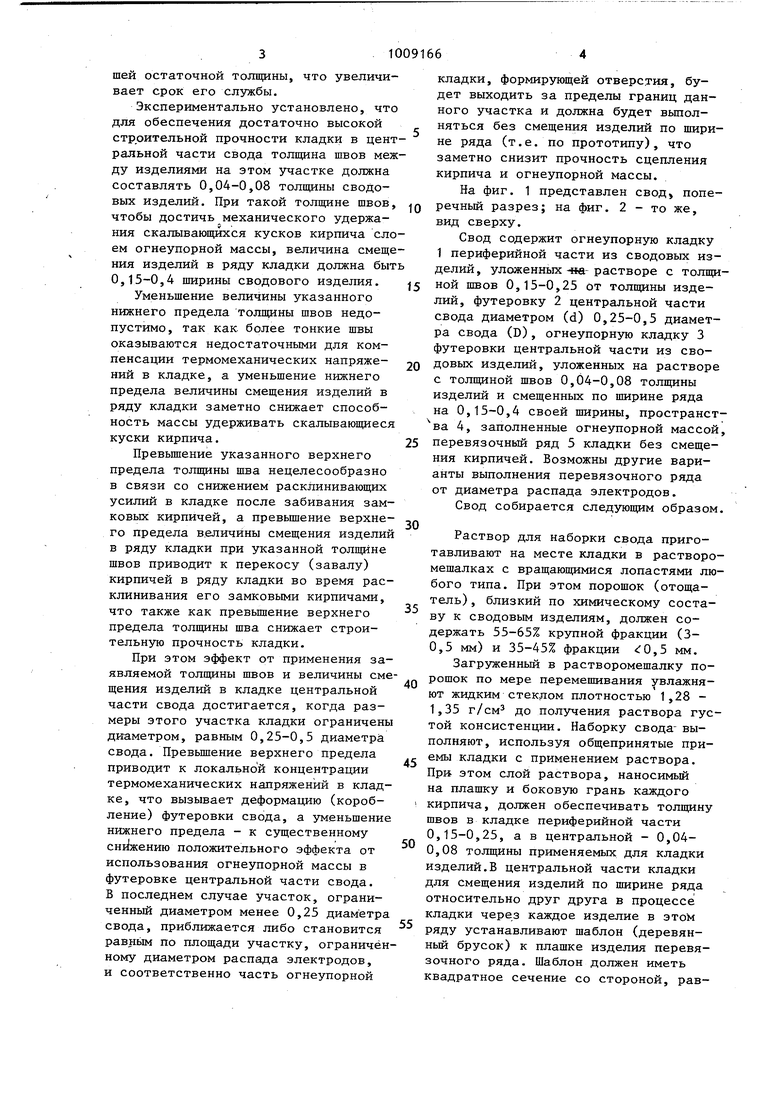
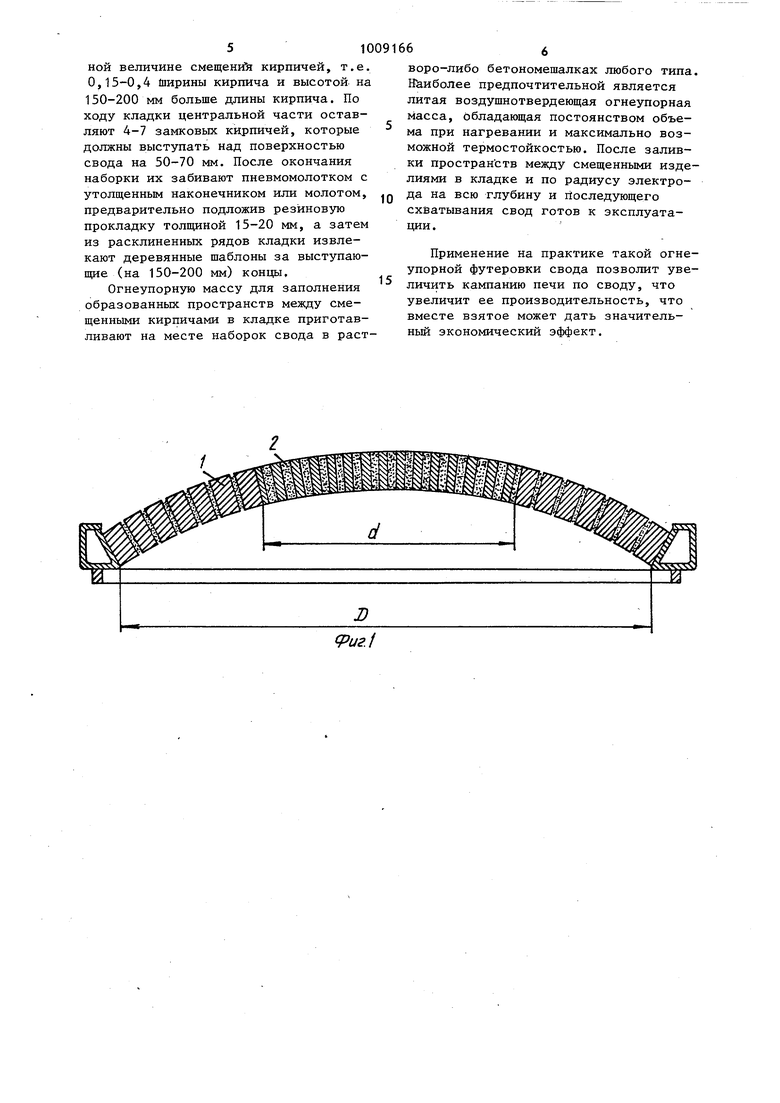
Поставленная цель достигается тем, что в своде промьшшенной печи, включающем огнеупорную кладку периферийной части из сводовых изделий и швы между ними, заполненные огнеупорным раствором, толщиной 0,15-0,25 сводовых изделий и футеровку центральной части свода, согласно изобретению, огнеупорная кладка центральной части свода на участке диаметром 0,25-0,5 диаметра свода выполнена с толщиной швов 0,04-0,08 толщины сводовых изделий, при этом сводовые изделия, уложенные плашкой в ряду кладки, смещены по ширине ряда относительно друг друга на 0,15-0,4 ширины сводового изделия, а пространства, образованные между ними, заполнены огнеупорной массой. Сущность изобретения состоит в том, что наличие в кладке центральной части свода швов более тонких, чем в периферийной, обеспечивает достаточно высокую строительную прочность на этом участке кладки после расклинивания ее замковыми кирпичами и, кроме того, толщина таких швов достаточна для компенсации термомеханических напряжений, возникающих в футеровке в процессе ее эксплуатации, поскольку величина этих напряжений в центральной части кладки футеровки свода значительно ниже, чем в периферийной. В то же время прочность швов такой толщины оказывается недостаточной для механического удержания скалывающихся кусков кирпича (изделий), размер которых бывает 25-50 мм, иногда до 70 мм. Поэтому в заявляемой конструкции свода роль механического удержания скалывающихся кусков кирпича выполняет огнеупорная масса (бетон), которой заполнены пространства, образованные в результате смещения кирпичей в ряду кладки. Кроме того, при смещении кирпичей огнеупорная кладка, формирующая отверстия, имеет площадь (поверхность) соприкосновения с огнеупорной массой, которзто заливают либо набивают по радиусу электрода, в 2-3 раза больше, чем по прототипу, что существенно повышает точность сцепления между изделиями и массой. Повышение прочности футеровки в центральной части свода в целом позволяет эксплуатировать футеровку до меньшей остаточной толщины, что увеличивает срок его . Экспериментально установлено, что для обеспечения достаточно высокой строительной прочности кладки в цент ральной части свода толщина швов меж ду изделиями на этом участке должна составлять 0,04-0,08 толщины своДовых изделий. При такой толщине швов чтобы достичь механического удержания скалывающихся кусков кирпича сло ем огнеупорной массы, величина смеще ния изделий в ряду кладки должна быт 0,15-0,4 ширины сводового изделия. Уменьшение величины указанного нижнего предела толщины швов недопустимо, так как. более тонкие швы оказываются недостаточными для компенсации термомеханических напряжеНИИ в кладке, а уменьшение нижнего предела величины смещения изделий в ряду кладки заметно снижает способность массы удерживать скалывающиеся куски кирпича. Превьш1ение указанного верхнего предела толищны шва нецелесообразно в связи со снижением расклинивающих усилий в кладке после забивания замковых кирпичей, а превьш1ение верхнего предела в.еличйны смещения изделий в ряду кладки при указанной толщине швов приводит к перекосу (завалу) кирпичей в ряду кладки во время расклинивания его замковыми кирпичами, что также как превьш1ение верхнего предела толщины шва снижает строительную прочность кладки. При этом эффект от применения заявляемой швов и величины сме щения изделий в кладке центральной части свода достигается, когда размеры этого участка кладки ограничены диаметром, равным 0,25-0,5 диаметра свода, Превьш1ение верхнего предела приводит к локальной концентрации термомеханических напряжений в кладке, что вызывает деформацию (короб- ление) футеровки свода, а уменьшение нижнего предела - к существенному снижению положительного эффекта от использования огнеупорной массы в футеровке центральной части свода, В последнем случае участок, ограниченный диаметром менее 0,25 диаметра свода, приближается либо становится равньш по площади участку, ограничен ному диаметром распада электродов, и соответственно часть огнеупорной кладки, формирующей отверстия, будет выходить за пределы границ данного участка и должна будет выполняться без смещения изделий по ширине ряда (т,е. по прототипу), что заметно снизит прочность сцепления кирпича и огнеупорной массы. На фиг. 1 представлен свод поперечный разрез; на фиг. 2 - то же, вид сверху. Свод содержит огнеупорную кладку 1 периферийной части из сводовых изделий, уложенных -на- растворе с толщиной швов 0,15-0,25 от толщины изделий, футеровку 2 центральной части свода диаметром (d) 0,25-0,5 диаметра свода (D), огнеупорную кладку 3 футеровки центральной части из сводовых изделий, уложенных на растворе с швов 0,04-0,08 толщины изделий и смещенных по ширине ряда на 0,15-0,4 своей ширины, пространства 4, заполненные огнеупорной массой, перевязочный ряд 5 кладки без смещения кирпичей. Возможны другие варианты выполнения перевязочного ряда от диаметра распада электродов. Свод собирается следующим образом. Раствор для наборки свода приготавливают на месте кладки в растворомешалках с вращающимися лопастями любого типа. При этом порошок (отощатель), близкий по химическому составу к сводовым изделиям, должен содержать 55-65% крупной фракции (30,5 мм) и 35-45% фракции 0,5 мм. Загруженный в растворомешалку порошок по мере перемешивания увлажняют жидким стеклом плотностью 1,28 1,35 г/см до получения раствора густой консистенции. Наборку свода- выполняют, используя общепринятые приемы кладки с применением раствора. Пр этом слой раствора, наносимый на плашку и боковую грань каждого кирпича, должен обеспечивать толш;ину швов в кладке периферийной части 0,15-0,25, а в центральной - 0,040,08 толщины применяемых для кладки изделий.В центральной части кладки для смещения изделий по ширине ряда относительно друг друга в процессе кладки через каждое изделие в этом ряду устанавливают шаблон (деревянный брусок) к плашке изделия перевязочного ряда. Шаблон должен иметь квадратное сечение со стороной, рав- 51 ной величине смещений кирпичей, т.е О,15-0,4 Ширины кирпича и высотой на 150-200 мм больше длины кирпича. По ходу кладки центральной части оставляют 4-7 замковых кирпичей, которые должны выступать над поверхностью свода на 50-70 мм. После окончания наборки их забивают пневмомолотком с утолщенным наконечником или молотом, предварительно подложив резиновую прокладку толщиной 15-20 мм, а затем из расклиненных рядов кладки извлекают деревянные шаблоны за выступающие (на 150-200 мм) концы. Огнеупорную массу для заполнения образованных пространств между смещенными кирпичами в кладке приготавливают на месте наборок свода в раст 6 воро-либо бетономешалках любого типа. ГГаиболее предпочтительной является литая воздушнотвердеющая огнеупорная масса, обладающая постоянством объема при нагревании и максимально возможной термостойкостью. После заливки пространств между смещенными изделиями в кладке и по радиусу электрода на всю глубину и Последующего схватывания свод готов к эксплуатации. Применение на практике такой огнеупорной футеровки свода позволит увеличить кампанию печи по своду, что увеличит ее производительность, что вместе взятое может дать значительный экономический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| Свод промышленной печи | 1981 |
|
SU991123A1 |
| Свод плавильной печи | 1987 |
|
SU1435914A1 |
| Свод плавильной печи | 1979 |
|
SU832289A1 |
| Свод промышленной печи | 1980 |
|
SU916943A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МАЛЫХ СВОДОВ ЭЛЕКТРОПЕЧЕЙ | 2002 |
|
RU2242688C2 |
| ОГНЕУПОРНЫЙ КАМЕНЬ ДЛЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 1995 |
|
RU2082928C1 |
| СВОД ПЕЧИ | 2003 |
|
RU2251648C1 |
| Свод промышленной печи | 1980 |
|
SU896972A1 |
| Свод промышленной печи | 1981 |
|
SU996832A1 |
| Футеровка отверстий сводов и стен промышленных печей | 1980 |
|
SU896969A1 |
СВОД ПРОМЫШЛЕННОЙ ПЕЧИ, включающий огнеупорную кладку периферийной части из сводовых изделий и швы между ними, заполненные огнеупорным раствором, толщиной 0,15 0,25 толщины сводовых изделий и футеровку центральной части свода, отличающийся тем, что, с целью увеличения срока службы и повышения прочности футеровки в центральной его части, огнеупорная кладка последней на участке диаметром 0,25-0,5 диаметра свода выполнена с толщиной швов 0,04-0,08 толщины сводовых изделий, при этом сводовые изделия, уложенные плашкой в ряду кладки, смещены по ширине ряда относительно друг друга на 0,15-0,4 ширины сводового изделия, а пространS ства-, образованные между ними, за(Л полнены огнеупорной массой.
| Кайбичева М.Н | |||
| Футеровка электропечей | |||
| М | |||
| Металлургия, 1975, с.24,36 | |||
| Свод плавильной печи | 1979 |
|
SU832289A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
